Download as pdf or txt
You might also like
- Principles and Applications of GeochemistryDocument615 pagesPrinciples and Applications of Geochemistryaaarid1100% (2)
- The Technical, Aerodynamic & Performance Aspects of a Helicopter: A Manual for Helicopter Pilots and Engineers Who Want to Know MoreFrom EverandThe Technical, Aerodynamic & Performance Aspects of a Helicopter: A Manual for Helicopter Pilots and Engineers Who Want to Know MoreRating: 3 out of 5 stars3/5 (2)
- Drilling Fluids Processing HandbookFrom EverandDrilling Fluids Processing HandbookRating: 4.5 out of 5 stars4.5/5 (4)
- Chapter No. 1: Chougule Industries, Shiroli M.I.D.C, KolhapurDocument56 pagesChapter No. 1: Chougule Industries, Shiroli M.I.D.C, KolhapurDhiraj DesaiNo ratings yet
- ASM Practical Fractography PDFDocument159 pagesASM Practical Fractography PDFmarcotulio123100% (9)
- Specifications - Proposed Four Storey Apartment BuildingDocument6 pagesSpecifications - Proposed Four Storey Apartment BuildingEpp0% (1)
- Haynes 230 Alloy: Principal FeaturesDocument28 pagesHaynes 230 Alloy: Principal FeaturesMatheus DominguesNo ratings yet
- Haynes 230 Alloy: Principal FeaturesDocument29 pagesHaynes 230 Alloy: Principal Featuresscg1234No ratings yet
- Haynes 625 Alloy: Principal FeaturesDocument23 pagesHaynes 625 Alloy: Principal FeaturesKevin GalihNo ratings yet
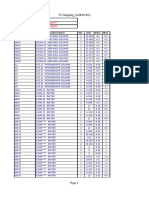
- RAFTER, COLUMNS-BUILTUP SHIPPING - List (Excel)Document4 pagesRAFTER, COLUMNS-BUILTUP SHIPPING - List (Excel)BUILDSWORTH LEADNo ratings yet
- Sea Water Reverse Osmosis/ Desalination Products: Corrosion-Resistant Products For Superior Life and DependabilityDocument4 pagesSea Water Reverse Osmosis/ Desalination Products: Corrosion-Resistant Products For Superior Life and DependabilitySyed SamsamuddinNo ratings yet
- Work Equipment PC200-7Document4 pagesWork Equipment PC200-7Ryan Abubakar Obili PakayaNo ratings yet
- 1111 DMR Reports Shafts ListDocument2 pages1111 DMR Reports Shafts Listpoojabhaskar2412No ratings yet
- Us Ress QR Aa 0317 WebDocument6 pagesUs Ress QR Aa 0317 WebEyosyas NathanNo ratings yet
- BE SG Frick Comp PKGDocument8 pagesBE SG Frick Comp PKGArulvalavan DuraikannanNo ratings yet
- Langmuir ArrheniusDocument2 pagesLangmuir ArrheniusFauziah fitriNo ratings yet
- Psme Code 2008 28Document1 pagePsme Code 2008 28let ramNo ratings yet
- IMG - 0039 PSME Code 2008 28Document1 pageIMG - 0039 PSME Code 2008 28Bugoy2023No ratings yet
- MK19 v1 FullDocument1 pageMK19 v1 FullMaratNo ratings yet
- VBW12121 - 300PSI Wafer Butterfly ValveDocument1 pageVBW12121 - 300PSI Wafer Butterfly ValveErickNo ratings yet
- Engine Block PlugDocument2 pagesEngine Block Plugboobalan_shriNo ratings yet
- Iplex PVC U Pressure Series 1 Pipe DimensionsDocument1 pageIplex PVC U Pressure Series 1 Pipe Dimensions许爱文No ratings yet
- QuotationDocument6 pagesQuotationRakshit JainNo ratings yet
- Wire Rope, Rigging and Mooring For Offshore Construction: A Subsidiary of KTL Global LTDDocument2 pagesWire Rope, Rigging and Mooring For Offshore Construction: A Subsidiary of KTL Global LTDTeck Tiong HuanNo ratings yet
- Lonne Marine Motors - Lowres Rev1 2015Document12 pagesLonne Marine Motors - Lowres Rev1 2015이정재No ratings yet
- Steel Welded Fabric List Price (SG) - 1.38.ADocument2 pagesSteel Welded Fabric List Price (SG) - 1.38.Abiik0076153No ratings yet
- Acidic Bicarbonate Hemodialysis Concentrates: Mixing Ratio 1+34Document2 pagesAcidic Bicarbonate Hemodialysis Concentrates: Mixing Ratio 1+34jamal50zNo ratings yet
- Periodic Table of The ElementsDocument1 pagePeriodic Table of The ElementsGeorgeNo ratings yet
- CfaDocument12 pagesCfaMinza JahangirNo ratings yet
- Russian Hot Rolled Beams (HG)Document1 pageRussian Hot Rolled Beams (HG)kuku kukuNo ratings yet
- 01 Beton I Armatura - KarakteristikeDocument4 pages01 Beton I Armatura - KarakteristikeBojan PetronijevicNo ratings yet
- Specification Sheet ANSI B16.5 RTJ Weld Neck - Class 1500 or 2500 Precision Tube Series ModelDocument1 pageSpecification Sheet ANSI B16.5 RTJ Weld Neck - Class 1500 or 2500 Precision Tube Series ModelDhong888No ratings yet
- Mroy Metering Pumps Data Sheet - 2022Document5 pagesMroy Metering Pumps Data Sheet - 2022Ricardo VeraNo ratings yet
- ISPFCDocument1 pageISPFCCIVILNo ratings yet
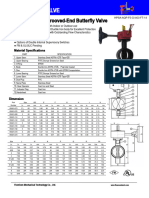
- VBG12121-300PSI Grooved-End Butterfly ValveDocument2 pagesVBG12121-300PSI Grooved-End Butterfly ValveErickNo ratings yet
- Erw Steel Tubes (Black & Galvanized) Conforming To Is:1239 (Pt-1) / Bs:1387 & Structural Tubes Conforming To Is:1161Document1 pageErw Steel Tubes (Black & Galvanized) Conforming To Is:1239 (Pt-1) / Bs:1387 & Structural Tubes Conforming To Is:1161dyke_enggNo ratings yet
- Din 126-2Document1 pageDin 126-2Safi Zabihullah SafiNo ratings yet
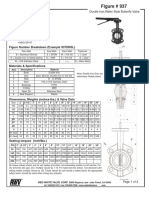
- 937 - Válvula Mariposa (Bridada)Document2 pages937 - Válvula Mariposa (Bridada)Rafael SalazarNo ratings yet
- PL Sizing Chart 0Document5 pagesPL Sizing Chart 0zafar.ucNo ratings yet
- Material List by SizeDocument8 pagesMaterial List by SizeDimitrios VoulgarisNo ratings yet
- Sa Modules Datasheet KentDocument1 pageSa Modules Datasheet KentCarlos Gallardo LagosNo ratings yet
- Tirantes Criticos-CanalesDocument4 pagesTirantes Criticos-CanalesAndres Alfaro SantillanNo ratings yet
- Table D - Oil Producton (MBD)Document16 pagesTable D - Oil Producton (MBD)ika satuNo ratings yet
- Ring Gasket TableDocument3 pagesRing Gasket Tabletoxicity23No ratings yet
- Medium-Weight, Junior and Light-Weight Channels To IS 808: 1989 (Reaffirmed 1999) Edition 4.1 (1992-07)Document1 pageMedium-Weight, Junior and Light-Weight Channels To IS 808: 1989 (Reaffirmed 1999) Edition 4.1 (1992-07)CIVILNo ratings yet
- Slewing Gearboxes-Dinamic OilDocument12 pagesSlewing Gearboxes-Dinamic OiltonyNo ratings yet
- Steel Section-All in OneDocument141 pagesSteel Section-All in OnejagvishaNo ratings yet
- File Compressor Matsushita Panasonic 125Document2 pagesFile Compressor Matsushita Panasonic 125zayerireza100% (6)
- Areas Isopaco 2023A - GRUPO 01 FinalDocument18 pagesAreas Isopaco 2023A - GRUPO 01 FinalHAMINTON CARDOSO ARAGONEZNo ratings yet
- Principles Applications GeochemistryDocument424 pagesPrinciples Applications GeochemistrykakangjoeliNo ratings yet
- PVCLWVTG h15t11 Nyy 1coreDocument2 pagesPVCLWVTG h15t11 Nyy 1coreRusdi DidiNo ratings yet
- Valvulas MariposaDocument3 pagesValvulas Mariposadaniel manuel garces davilaNo ratings yet
- Flight Briefing Package: Release #1Document10 pagesFlight Briefing Package: Release #1Matcha MatchuNo ratings yet
- Principles Applications GeochemistryDocument615 pagesPrinciples Applications GeochemistryMAbdulYazifaMNo ratings yet
- TM SERIES - NSK - Cat - E728g - 13Document17 pagesTM SERIES - NSK - Cat - E728g - 13LeroyNo ratings yet
- TML Cable - Type A For Process Water, Type B Drinking Water: Caledonian High Temperature CablesDocument3 pagesTML Cable - Type A For Process Water, Type B Drinking Water: Caledonian High Temperature CablesMario SaukolyNo ratings yet
- Plastic ModulusDocument3 pagesPlastic ModulusShanmugavel Sv100% (3)
- Fdocuments - in - Fuse Voltage Drop Chart Cartridge FuseDocument3 pagesFdocuments - in - Fuse Voltage Drop Chart Cartridge FuseTekcer KapNo ratings yet
- PIPE StandardDocument1 pagePIPE Standardtiepnh.ameccNo ratings yet
- Upvc Pipe PDFDocument1 pageUpvc Pipe PDFSuman MaityNo ratings yet
- Cálculo SPTDocument5 pagesCálculo SPTMaximiliano Torrejón VergaraNo ratings yet
- 8.) StdOutlineDocument40 pages8.) StdOutlineAcoto Dy IcaoNo ratings yet
- Metric: Sockets, Bolts, Screws, NutsDocument3 pagesMetric: Sockets, Bolts, Screws, NutsCraig SwensonNo ratings yet
- Workshop Manual FullDocument64 pagesWorkshop Manual Fullzeusesport124No ratings yet
- Upvc SWR Pipes PDFDocument7 pagesUpvc SWR Pipes PDFalmig200No ratings yet
- Slab Design PDFDocument8 pagesSlab Design PDFTanveer khanNo ratings yet
- WET CON Series Datasheet PDFDocument39 pagesWET CON Series Datasheet PDFsdevoe14No ratings yet
- DK-Lok Tube Fittings - Tube To SAE O-Ring SealDocument6 pagesDK-Lok Tube Fittings - Tube To SAE O-Ring SealHLHDungNo ratings yet
- ManufacturerDocument2 pagesManufacturerchristianNo ratings yet
- Design of CPP Manufacturing Plant and Study Its DefectsDocument33 pagesDesign of CPP Manufacturing Plant and Study Its DefectsAbdullah AbbasNo ratings yet
- DFT Biocompatible Wire: Advanced Materials and Processes October 2002Document5 pagesDFT Biocompatible Wire: Advanced Materials and Processes October 2002Moustafa AnwarNo ratings yet
- Machining Strenx and Hardox: Drilling, Countersinking, Tapping, Turning and MillingDocument8 pagesMachining Strenx and Hardox: Drilling, Countersinking, Tapping, Turning and Millingandrew morseNo ratings yet
- Spark Test - Materials EngineeringDocument7 pagesSpark Test - Materials EngineeringFloramhel Joy HicongNo ratings yet
- NetShape MIM Design GuideDocument13 pagesNetShape MIM Design Guidegnk68No ratings yet
- DHV Forged Steel Valve A3-02Document28 pagesDHV Forged Steel Valve A3-02magveyNo ratings yet
- Aerospace Materials From BASFDocument2 pagesAerospace Materials From BASFewiontkoNo ratings yet
- Amta5 8 Applying Tungsten Inert Gas Tig Welding TechniquesDocument115 pagesAmta5 8 Applying Tungsten Inert Gas Tig Welding TechniquesAbu RectifyNo ratings yet
- Solar System Manual KYRIAZISDocument10 pagesSolar System Manual KYRIAZISВасил БелчевNo ratings yet
- Buildings 11 00443Document25 pagesBuildings 11 00443karthicfinconNo ratings yet
- Vinavil 5406 enDocument2 pagesVinavil 5406 enVladimir Delgado B.No ratings yet
- Gypsum BoardDocument1 pageGypsum BoardJay GeeNo ratings yet
- Project Report of PVC PipesDocument7 pagesProject Report of PVC PipesRajesh KumarNo ratings yet
- 14846-Article Text PDF-69384-2-10-20200219Document20 pages14846-Article Text PDF-69384-2-10-20200219Mohammed Ben AliNo ratings yet
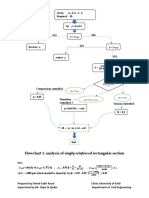
- Flowchart For Design Reinfoced Concrete 2017 PDFDocument7 pagesFlowchart For Design Reinfoced Concrete 2017 PDFDyako D TaherNo ratings yet
- ExtrusionDocument9 pagesExtrusionOdebiyi StephenNo ratings yet
- Ring Assembly - 43 Conductor Slip PDFDocument6 pagesRing Assembly - 43 Conductor Slip PDFReyes VargasNo ratings yet
- Drilling Operations l3 NotesDocument21 pagesDrilling Operations l3 Notesishimwe kwizera willyNo ratings yet
- Waterproofing Is The Formation of An Impervious Barrier Over Surfaces of FoundationsDocument7 pagesWaterproofing Is The Formation of An Impervious Barrier Over Surfaces of FoundationsShyra Dela CruzNo ratings yet
- ArcelorMittal - Quarto Plates PDFDocument7 pagesArcelorMittal - Quarto Plates PDFDilip PatilNo ratings yet
- Handbook On Stainless Steel WeldingDocument71 pagesHandbook On Stainless Steel Weldinganunay kumarNo ratings yet