Download as docx, pdf, or txt
You might also like
- Heacox Diane. - Differentiating Instruction in The Regular Classroom. How To Reach and Teach All Learners, Grades 3-12Document92 pagesHeacox Diane. - Differentiating Instruction in The Regular Classroom. How To Reach and Teach All Learners, Grades 3-12Gabriela BelenNo ratings yet
- Glass and Hard Plastic ControlDocument1 pageGlass and Hard Plastic ControlCatherine Jane Callanga100% (2)
- Allergen Control Program TemplateDocument2 pagesAllergen Control Program TemplateJanara Aline Rocha0% (1)
- H.7 Supplier Approval QuestionnaireDocument4 pagesH.7 Supplier Approval QuestionnairePrabhu Prabhu100% (1)
- A Cheese Company: (Links To Logs)Document2 pagesA Cheese Company: (Links To Logs)mahsen2000No ratings yet
- 1 Developing A Food Safety PlanDocument8 pages1 Developing A Food Safety PlanJulius MuhimboNo ratings yet
- 8 Sample Haccp Annual Meeting TemplateDocument1 page8 Sample Haccp Annual Meeting TemplateJulius MuhimboNo ratings yet
- Basic GMP Inspection Checklist - Written Sanitation Program 2015ADocument1 pageBasic GMP Inspection Checklist - Written Sanitation Program 2015AMarkNo ratings yet
- SOP 3 Good Manufacturing Practices Sample of Employee Instructions - WMDocument31 pagesSOP 3 Good Manufacturing Practices Sample of Employee Instructions - WMGeoff Erickson100% (1)
- Final - Rigid Plastic - May 6 2010Document30 pagesFinal - Rigid Plastic - May 6 2010Abdul Mueed100% (1)
- Basic Elements of A Sanitation Program For Food ProcessingDocument5 pagesBasic Elements of A Sanitation Program For Food ProcessingJohn Henry Wells100% (2)
- Good GMP PolicyDocument4 pagesGood GMP PolicyAgnes Alulod BuenaaguaNo ratings yet
- Purpose & Scope: Procedure For Product Withdrawal & RecallDocument3 pagesPurpose & Scope: Procedure For Product Withdrawal & Recallsajid waqas100% (1)
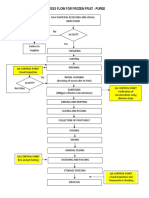
- Process Flow (Fruit Puree)Document1 pageProcess Flow (Fruit Puree)Catherine Jane CallangaNo ratings yet
- Philips Lighting 1985 Lamp Specification GuideDocument108 pagesPhilips Lighting 1985 Lamp Specification GuideAlan MastersNo ratings yet
- Apple: Corporate Governance and Stock Buyback: Company OverviewDocument11 pagesApple: Corporate Governance and Stock Buyback: Company OverviewKania BilaNo ratings yet
- Transocean Offshore OperationDocument123 pagesTransocean Offshore OperationAkshat Tarate100% (2)
- Sanitation Standard Operating Procedure PDF FreeDocument5 pagesSanitation Standard Operating Procedure PDF FreeMahmoud KhatabNo ratings yet
- GMP's For Ice MakingDocument6 pagesGMP's For Ice MakingmailmeaeNo ratings yet
- Implementing HACCP Based Food Quality and Safety Programs at IndustriesDocument3 pagesImplementing HACCP Based Food Quality and Safety Programs at IndustriesAdapa Prabhakara Gandhi100% (2)
- Standard Operational Sanitation Procedure - Equipment and Facility CleaningDocument1 pageStandard Operational Sanitation Procedure - Equipment and Facility CleaningSyarmine Aqila IsaNo ratings yet
- Ingredient Vulnerability Assessment BRCDocument3 pagesIngredient Vulnerability Assessment BRCSherylNo ratings yet
- FSEP HACCP Template ManualDocument58 pagesFSEP HACCP Template ManualFloreid50% (2)
- Personal HygieneDocument4 pagesPersonal HygieneLiaquat Ali BaigNo ratings yet
- Finished ProductDocument4 pagesFinished ProductDilip Chaudhary100% (1)
- SOP For Personal HygieneDocument3 pagesSOP For Personal HygieneRainMan75No ratings yet
- Cleaning: Standard Operating Procedure (SOP)Document4 pagesCleaning: Standard Operating Procedure (SOP)Arief Rakhman LasandrimaNo ratings yet
- Sanitation & Food Safety Standard Operating Procedure ManualDocument15 pagesSanitation & Food Safety Standard Operating Procedure ManualPong CanosaNo ratings yet
- sSOP Pre-ProductionDocument4 pagessSOP Pre-ProductionAlfred RangelNo ratings yet
- Food Product Recall ProcedureDocument11 pagesFood Product Recall Procedureadhe hildaNo ratings yet
- Food Safety Culture in Nigeria - Pathway To Behavioural FSMS Development in Nigerian Food IndustryDocument6 pagesFood Safety Culture in Nigeria - Pathway To Behavioural FSMS Development in Nigerian Food IndustryAdeniji Adeola StephenNo ratings yet
- Prerequisite Program (SSOP GMP)Document22 pagesPrerequisite Program (SSOP GMP)Looi Kok HuaNo ratings yet
- Radium Creation Limited: 1. Personal Hygiene RequirementsDocument6 pagesRadium Creation Limited: 1. Personal Hygiene RequirementsStanley RascalNo ratings yet
- GMP SsopDocument98 pagesGMP SsopSandy Piccolo100% (2)
- HACCP Plan PDFDocument13 pagesHACCP Plan PDFAnonymous qfCJwxib7No ratings yet
- Allergen Management Standard Jan 23rd 2007Document21 pagesAllergen Management Standard Jan 23rd 2007CristhianNo ratings yet
- Food Repacking SOPDocument4 pagesFood Repacking SOPKayla OcampoNo ratings yet
- SOP Cleaning and SanitizingDocument1 pageSOP Cleaning and SanitizinggiyandNo ratings yet
- 13 - Food Hygiene TemplatesDocument17 pages13 - Food Hygiene TemplatessurajNo ratings yet
- Cleaning and Housekeeping Procedure in PharmaceuticalsDocument4 pagesCleaning and Housekeeping Procedure in PharmaceuticalsElena Trofin100% (1)
- Allergen Policy ExampleDocument1 pageAllergen Policy ExampleJorge G. ManzaneroNo ratings yet
- SOP On Cleaning and Sanitization in PharmaceuticalljhiuDocument13 pagesSOP On Cleaning and Sanitization in PharmaceuticalljhiuMahadi Hasan Khan0% (1)
- Food Defense Supplier Guidelines 1 11Document12 pagesFood Defense Supplier Guidelines 1 11Ahmed Hassan ShehataNo ratings yet
- FOOD-DEFENSEDocument45 pagesFOOD-DEFENSEMaria Fe DiazNo ratings yet
- Haccp PDFDocument11 pagesHaccp PDFKhaled SaidNo ratings yet
- Title: AllergenDocument17 pagesTitle: AllergenNishit SuvaNo ratings yet
- Good GMP PolicyDocument4 pagesGood GMP PolicyNainggolan Taruli100% (1)
- GMP Food Manufacturing Audit Checklist - SafetyCultureDocument22 pagesGMP Food Manufacturing Audit Checklist - SafetyCultureNaeema100% (1)
- Env6 - Zoning Requirements, Pathogen Environment Monitoring For Dairy SuppliersDocument37 pagesEnv6 - Zoning Requirements, Pathogen Environment Monitoring For Dairy SuppliersMarianyNo ratings yet
- A Food Safety Approach For Suppliers To The Food IndustryDocument23 pagesA Food Safety Approach For Suppliers To The Food IndustryMasthan GM100% (1)
- Sample SOP - Personal HygeineDocument1 pageSample SOP - Personal HygeineAHMAD FIRDAUS ILIASNo ratings yet
- Employee Food Safety Training RecordDocument1 pageEmployee Food Safety Training RecordSulaiman AhmatNo ratings yet
- Haccp Manual DocumentsDocument8 pagesHaccp Manual DocumentsHarits As SiddiqNo ratings yet
- SSOPDocument41 pagesSSOPDenySidiqMulyonoChtNo ratings yet
- SOP-PRP-E - Waste Mgt.Document2 pagesSOP-PRP-E - Waste Mgt.SEED SEEDNo ratings yet
- Aturan Codex (Labelling)Document9 pagesAturan Codex (Labelling)cobak212No ratings yet
- GMP Checklist 2Document13 pagesGMP Checklist 2kamal lochan palei100% (1)
- Ssop ModuleDocument57 pagesSsop Modulecinthiaanicama100% (1)
- Monitoring, Verification, and Validation of CleaningDocument4 pagesMonitoring, Verification, and Validation of CleaningAsrel05No ratings yet
- QA 5.15 Allergens Materials Handling General ProcedureDocument3 pagesQA 5.15 Allergens Materials Handling General ProcedureangeldrandevNo ratings yet
- The Food Safety Enhancement Program Approach To A Preventive Control Plan - Canadian Food Inspection AgencyDocument39 pagesThe Food Safety Enhancement Program Approach To A Preventive Control Plan - Canadian Food Inspection AgencyAndreiNo ratings yet
- Goodrich SOPDocument51 pagesGoodrich SOPShikha DhakreNo ratings yet
- Food Defense Self-Assessment FormDocument4 pagesFood Defense Self-Assessment FormLynn GeiseNo ratings yet
- Quantitative Microbiology in Food Processing: Modeling the Microbial EcologyFrom EverandQuantitative Microbiology in Food Processing: Modeling the Microbial EcologyAnderson de Souza Sant'AnaNo ratings yet
- Observation ReportDocument9 pagesObservation ReportCatherine Jane CallangaNo ratings yet
- Observation ReportDocument3 pagesObservation ReportCatherine Jane CallangaNo ratings yet
- Evaluation of FlourDocument1 pageEvaluation of FlourCatherine Jane CallangaNo ratings yet
- QA Management Plan (Magna Prime)Document2 pagesQA Management Plan (Magna Prime)Catherine Jane CallangaNo ratings yet
- Food Safety Audit: Qa DepartmentDocument10 pagesFood Safety Audit: Qa DepartmentCatherine Jane CallangaNo ratings yet
- Covid-19 Health Checklist: Name: - DateDocument1 pageCovid-19 Health Checklist: Name: - DateCatherine Jane CallangaNo ratings yet
- Safety and Health Policy and ProcedureDocument11 pagesSafety and Health Policy and ProcedureCatherine Jane CallangaNo ratings yet
- Q1. Do Control Measure/s Exist: Not A CCPDocument1 pageQ1. Do Control Measure/s Exist: Not A CCPCatherine Jane CallangaNo ratings yet
- Necija Po - 080811 For Local and PolytradeDocument3 pagesNecija Po - 080811 For Local and PolytradeCatherine Jane CallangaNo ratings yet
- (Integrated Circuits and Systems) Masashi Horiguchi, Kiyoo Itoh (Auth.) - Nanoscale Memory Repair-Springer-Verlag New York (2011)Document226 pages(Integrated Circuits and Systems) Masashi Horiguchi, Kiyoo Itoh (Auth.) - Nanoscale Memory Repair-Springer-Verlag New York (2011)SnehaNo ratings yet
- Self Evaluating Hydro BlastingDocument11 pagesSelf Evaluating Hydro Blastingmmd BusinessNo ratings yet
- On-Off Sim Bug TutorialDocument2 pagesOn-Off Sim Bug TutorialJunel MotolNo ratings yet
- Final Viva (Iec)Document13 pagesFinal Viva (Iec)Shaian IslamNo ratings yet
- 1 s2.0 S0570178314000578 MainDocument7 pages1 s2.0 S0570178314000578 MainFirda Safitri RachmaningsihNo ratings yet
- HSE Business Plan: Updated November 2020Document40 pagesHSE Business Plan: Updated November 2020sanjeev thadaniNo ratings yet
- Deaerators: TEGO® AirexDocument8 pagesDeaerators: TEGO® AirexjoeNo ratings yet
- Chapter II - RRLDocument4 pagesChapter II - RRLCassandra LucheNo ratings yet
- MDR CenturianDocument2 pagesMDR CenturianErwin CalicdanNo ratings yet
- Basic Electric Circuits - Unit 3 - Basic Circuit Elements and WaveformsDocument4 pagesBasic Electric Circuits - Unit 3 - Basic Circuit Elements and WaveformsABHISHEK GAUTAM100% (1)
- Coches IlkDocument157 pagesCoches IlkJuan VarelaNo ratings yet
- Wort Clarity - eDocument3 pagesWort Clarity - eSylab InstrumentsNo ratings yet
- Unit-I - 4 StringDocument23 pagesUnit-I - 4 StringMochiNo ratings yet
- All 10Document11 pagesAll 10YacelinNo ratings yet
- Basics of PythonDocument36 pagesBasics of Python4029 BHARATH KUMAR BNo ratings yet
- ClearTax Excelity PresentationDocument7 pagesClearTax Excelity PresentationBalakrishnan RajendranNo ratings yet
- Workflow and Service-OrientedDocument6 pagesWorkflow and Service-OrientedShimaa IbrahimNo ratings yet
- A Computer May Be Defined AsDocument3 pagesA Computer May Be Defined AssonikonicaNo ratings yet
- Amplitude ModulationDocument14 pagesAmplitude ModulationMuralidhar NakkaNo ratings yet
- Understanding Software Evolution: Michael W. GodfreyDocument60 pagesUnderstanding Software Evolution: Michael W. Godfreyanoop08No ratings yet
- Webasto Thermo Top E Corsa C EnglishDocument4 pagesWebasto Thermo Top E Corsa C EnglishCata Stefan0% (1)
- AP Psychology Module 6Document16 pagesAP Psychology Module 6Klein ZhangNo ratings yet
- CIAC - 2 - After Sales ServiceDocument18 pagesCIAC - 2 - After Sales Serviceleonardoacastro9886No ratings yet
- FRK 705 - Learner's ManualDocument37 pagesFRK 705 - Learner's ManualRaychelNo ratings yet
- CANDIDATE Instruction On Admit Cards: Srinagar, Kothi Bagh,,Srinagar, 190001Document1 pageCANDIDATE Instruction On Admit Cards: Srinagar, Kothi Bagh,,Srinagar, 190001AzImmNo ratings yet
- Piping Design Professional: Kamalakannan ADocument4 pagesPiping Design Professional: Kamalakannan AKamalakannan AyyaduraiNo ratings yet