
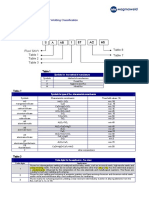
Definition of Steel Products: British Standard Bs en 10079:2007
Definition of Steel Products: British Standard Bs en 10079:2007
You might also like
- Yamaha Jog CV50V ManualDocument64 pagesYamaha Jog CV50V ManualRiley WilsonNo ratings yet
- Grade Chemical Composition (% by Mass - Max Unless Stated) Ferritic SteelsDocument15 pagesGrade Chemical Composition (% by Mass - Max Unless Stated) Ferritic SteelsSenthil KumarNo ratings yet
- Din en Iso 9013Document8 pagesDin en Iso 9013Cemal NergizNo ratings yet
- PD Cen TR 10317-2014Document16 pagesPD Cen TR 10317-2014MaiDuy100% (1)
- Astm B505 (C93700) PDFDocument7 pagesAstm B505 (C93700) PDFSyed Shoaib RazaNo ratings yet
- General Crane SafetyDocument4 pagesGeneral Crane SafetyEhab Mostafa AliNo ratings yet
- DeloitteDocument2 pagesDeloitteIzZa RiveraNo ratings yet
- Equivalent MaterialDocument1 pageEquivalent MaterialRajput PratiksinghNo ratings yet
- Type 347-347H Stainless SteelDocument2 pagesType 347-347H Stainless SteelPravin PawarNo ratings yet
- Hot Rolled Round Steel BarsDocument20 pagesHot Rolled Round Steel BarsNomoNo ratings yet
- BS en 10052-94Document35 pagesBS en 10052-94HosseinNo ratings yet
- 0526 16 2004 07 en - enDocument6 pages0526 16 2004 07 en - envtsusr fvNo ratings yet
- 25CrMo4Document1 page25CrMo4Hans GoetheNo ratings yet
- BS en 10084-2008Document40 pagesBS en 10084-2008Martijn Groot100% (1)
- BS 3604-2 - 1991 Steel Pipes and Tubes For Pressure Purposes Ferritic Alloy Steel With Specified ElevatedDocument24 pagesBS 3604-2 - 1991 Steel Pipes and Tubes For Pressure Purposes Ferritic Alloy Steel With Specified ElevatedtienlamNo ratings yet
- En 10088 Steel NumberDocument3 pagesEn 10088 Steel Numberrvieira659No ratings yet
- 13480-3 p5Document2 pages13480-3 p5Arjun NegiNo ratings yet
- En 10088-3Document2 pagesEn 10088-3H_DEBIANENo ratings yet
- European Standards For Metallic MaterialsDocument16 pagesEuropean Standards For Metallic MaterialsClaudia Mms0% (1)
- Stainless Steel Grade 304 (UNS S30400)Document4 pagesStainless Steel Grade 304 (UNS S30400)105034412No ratings yet
- Specification For Forged or Rolled Alloy-Steel Pipe Flanges, Forged Fittings, and Valves and Parts For High-Temperature ServiceDocument21 pagesSpecification For Forged or Rolled Alloy-Steel Pipe Flanges, Forged Fittings, and Valves and Parts For High-Temperature Servicecesar jaramilloNo ratings yet
- Hollow Steel Catalog PDFDocument44 pagesHollow Steel Catalog PDFaiyubi2No ratings yet
- Comparison of Preheat Predictive Methods: N. Yurioka Nippon Steel Corporation, Technical Development Bureau (Japan)Document7 pagesComparison of Preheat Predictive Methods: N. Yurioka Nippon Steel Corporation, Technical Development Bureau (Japan)Erijanio Silva100% (1)
- Comparison of Steel Standards - VoestalpineDocument14 pagesComparison of Steel Standards - VoestalpineAnonymous 6aGAvbN100% (1)
- En 10164Document5 pagesEn 10164Merk Erik0% (1)
- EN 10025: 2004 Is The New European Standard For Structural SteelDocument6 pagesEN 10025: 2004 Is The New European Standard For Structural Steelvimalkumar_trjNo ratings yet
- Pressure Vessel, Boiler, Storage Tanks and Heat Exchanger in Oil, Gas Project. Storage Tanks Heat ExchangerDocument1 pagePressure Vessel, Boiler, Storage Tanks and Heat Exchanger in Oil, Gas Project. Storage Tanks Heat ExchangerValli RajuNo ratings yet
- Implications of NORSOK M-650 Standard in The OffshoreDocument27 pagesImplications of NORSOK M-650 Standard in The OffshoreJoherNo ratings yet
- Equivalents of Carbon Steel QualitiesDocument7 pagesEquivalents of Carbon Steel QualitiesladidamdudadidNo ratings yet
- 1 7335Document5 pages1 7335stamatsNo ratings yet
- Aalco Metals LTD Stainless Steel 1.4003 Nirosta 4003 3CR12 96Document2 pagesAalco Metals LTD Stainless Steel 1.4003 Nirosta 4003 3CR12 96Xingfeng HanNo ratings yet
- Stellite 6Document3 pagesStellite 6Jessicalba LouNo ratings yet
- Bs970 SpecificationDocument2 pagesBs970 SpecificationGuru Samy100% (1)
- Common Materials Welding CodesDocument1 pageCommon Materials Welding CodesLuttpiNo ratings yet
- 2.25CR Mo VDocument9 pages2.25CR Mo VSangameswaran RamarajNo ratings yet
- Wps GT 9b Cvn90 Rev 1 PDFDocument6 pagesWps GT 9b Cvn90 Rev 1 PDFM. Zaki RahmaniNo ratings yet
- Final Draft Pren Iso 15607: European Standard Norme Européenne Europäische NormDocument19 pagesFinal Draft Pren Iso 15607: European Standard Norme Européenne Europäische Normunnamed90100% (1)
- En 10253 3Document50 pagesEn 10253 3Thanh Nguyen VanNo ratings yet
- AISI 410 Stainless SteelDocument2 pagesAISI 410 Stainless SteelSreenubabu KandruNo ratings yet
- Stainless Steel Bars and Shapes: Standard Specification ForDocument8 pagesStainless Steel Bars and Shapes: Standard Specification ForkrkmurthyNo ratings yet
- MSM Marketing SDN BHD: MIG Welding Electrodes !Document3 pagesMSM Marketing SDN BHD: MIG Welding Electrodes !namasralNo ratings yet
- GL Vi-9-2 e PDFDocument20 pagesGL Vi-9-2 e PDFValli RajuNo ratings yet
- Norma de Aço Chines GB 24511 - 2009Document25 pagesNorma de Aço Chines GB 24511 - 2009JULIO GOMES100% (1)
- EN 10210-2 2006 Hot Finished Structural Hollow Sections of Non Alloy and Fine Grain Steels - Part 2 Tolerances Dimensions and Sectional Properties PDFDocument32 pagesEN 10210-2 2006 Hot Finished Structural Hollow Sections of Non Alloy and Fine Grain Steels - Part 2 Tolerances Dimensions and Sectional Properties PDFJoao MendesNo ratings yet
- BS en Iso 9445 (2006)Document26 pagesBS en Iso 9445 (2006)Syerifaizal Hj. MustaphaNo ratings yet
- American Society of Mechanical Engineers (ASME) CodesDocument11 pagesAmerican Society of Mechanical Engineers (ASME) CodesfrdnNo ratings yet
- En 10025-2Document4 pagesEn 10025-2Sebastián Araya MoraNo ratings yet
- Astm A 403 / A 403M - 06Document7 pagesAstm A 403 / A 403M - 06negg 348100% (1)
- Astm e 2218 - 02Document15 pagesAstm e 2218 - 02Jaime Rafael Patron PrioloNo ratings yet
- Bolting Material Chemical &..Document6 pagesBolting Material Chemical &..arief setiawanNo ratings yet
- EN 755 - Part 5Document9 pagesEN 755 - Part 5myusernameatscribdNo ratings yet
- 127.study The Effect of Welding Parameters of Tig Welding of PlateDocument43 pages127.study The Effect of Welding Parameters of Tig Welding of PlatemoorthikumarNo ratings yet
- EN 760 (Flux-SAW)Document2 pagesEN 760 (Flux-SAW)HoangNo ratings yet
- en 10052 PDFDocument29 pagesen 10052 PDFmojgfdNo ratings yet
- S For Quenching D Tentpering-: SteelDocument28 pagesS For Quenching D Tentpering-: SteelDidier LZNo ratings yet
- American Fastener - ASTM, SAE, and ISO Grade Markings Bolt SpecificationDocument8 pagesAmerican Fastener - ASTM, SAE, and ISO Grade Markings Bolt Specificationamir_hossein858No ratings yet
- Products Presentation MajorDocument47 pagesProducts Presentation MajorJuanita AndrewsNo ratings yet
- Duplex Stainless Steel DetailDocument12 pagesDuplex Stainless Steel DetailessnelsonNo ratings yet
- BS en 10163-3-2004Document12 pagesBS en 10163-3-2004draganNo ratings yet
- En 10079Document44 pagesEn 10079Diana VidalNo ratings yet
- BS en 10107 - 2005Document18 pagesBS en 10107 - 2005Mor GreenbergNo ratings yet
- Hot Rolled Products of Structural SteelsDocument8 pagesHot Rolled Products of Structural Steelsnguyễn vanhuan211No ratings yet
- BS en 10059-2003Document12 pagesBS en 10059-2003Martijn GrootNo ratings yet
- CORROSIONDocument5 pagesCORROSIONSyed Shoaib RazaNo ratings yet
- Spur Gear Theory and Design: Soumitra Bhattacharya, M.Tech (Mech), Professional Member of ASMEDocument16 pagesSpur Gear Theory and Design: Soumitra Bhattacharya, M.Tech (Mech), Professional Member of ASMESyed Shoaib RazaNo ratings yet
- Eeam-Q-009 Quality ManagementDocument15 pagesEeam-Q-009 Quality ManagementSyed Shoaib RazaNo ratings yet
- NQSA Quality Manual V September 2014Document8 pagesNQSA Quality Manual V September 2014Syed Shoaib RazaNo ratings yet
- British Steel Universal Beams Ub Datasheet PDFDocument6 pagesBritish Steel Universal Beams Ub Datasheet PDFSyed Shoaib RazaNo ratings yet
- Manual of Steel DesignDocument158 pagesManual of Steel DesignSyed Shoaib RazaNo ratings yet
- Heat Treatment of Special SteelDocument11 pagesHeat Treatment of Special SteelSyed Shoaib RazaNo ratings yet
- Steel Grades What Are The Different TypeDocument9 pagesSteel Grades What Are The Different TypeSyed Shoaib RazaNo ratings yet
- Steel Heat Treatment Handbook Chapter 12Document46 pagesSteel Heat Treatment Handbook Chapter 12Syed Shoaib Raza100% (1)
- Comparison of Astm A36 & Jis g3101 Ss400Document1 pageComparison of Astm A36 & Jis g3101 Ss400Syed Shoaib RazaNo ratings yet
- bs1452 Grade 250Document2 pagesbs1452 Grade 250Syed Shoaib RazaNo ratings yet
- Din 19704-3Document7 pagesDin 19704-3Syed Shoaib RazaNo ratings yet
- CorrosionDocument5 pagesCorrosionSyed Shoaib RazaNo ratings yet
- Steel Wire RopeDocument3 pagesSteel Wire RopeSyed Shoaib RazaNo ratings yet
- Astm B505Document7 pagesAstm B505Syed Shoaib RazaNo ratings yet
- Preventive Maintenance - Keeping Refrigeration Equipment in ShapeDocument5 pagesPreventive Maintenance - Keeping Refrigeration Equipment in ShapeSanjay RanaNo ratings yet
- Switchgear and Protection: B.E. Eighth Semester (Electrical Engineering (Electronics & Power) / Power Engineering) (Old)Document2 pagesSwitchgear and Protection: B.E. Eighth Semester (Electrical Engineering (Electronics & Power) / Power Engineering) (Old)SylvesterNo ratings yet
- Railway Applications - Definition of Vehicle Reference MassesDocument10 pagesRailway Applications - Definition of Vehicle Reference MassesPriyo BayuNo ratings yet
- Vodacom LTE Trial Benchmark Report (2011.03.29) - FinalDocument41 pagesVodacom LTE Trial Benchmark Report (2011.03.29) - FinalSyed Ahsan AliNo ratings yet
- Jop - P 200104 18 K3VL - 2Document76 pagesJop - P 200104 18 K3VL - 2rbdubey2020No ratings yet
- Copley Absolute Encoder GuideDocument54 pagesCopley Absolute Encoder GuideAlecsandruNeacsuNo ratings yet
- SÓP On SOPDocument3 pagesSÓP On SOPThien Doan ChiNo ratings yet
- Whitepaper-425en B2G Einvoicing EuropeDocument31 pagesWhitepaper-425en B2G Einvoicing Europethrock667No ratings yet
- Reference and Calibration Standards - NDT TechnicianDocument1 pageReference and Calibration Standards - NDT TechnicianrhinemineNo ratings yet
- PCC 3201 Modbus Rs485 ListDocument8 pagesPCC 3201 Modbus Rs485 ListRavi Kumar100% (1)
- Ups UriDocument12 pagesUps UriBerghiu CatalinNo ratings yet
- Rheem Pipe Cover Assembly RTG20227Document2 pagesRheem Pipe Cover Assembly RTG20227tsemmesNo ratings yet
- Export Quick Report To PDFDocument2 pagesExport Quick Report To PDFTylerNo ratings yet
- SatellineDocument2 pagesSatellineLatasha PriceNo ratings yet
- Centrifugal Compressor Notes Final Ver Rev1 Nov03-SymbolsDocument54 pagesCentrifugal Compressor Notes Final Ver Rev1 Nov03-SymbolsHarindharan Jeyabalan100% (9)
- C110 9 - C140 9Document6 pagesC110 9 - C140 9Taz Juan G100% (1)
- GE-NPT Male Connector Tube FittingDocument1 pageGE-NPT Male Connector Tube FittingfahazumeeNo ratings yet
- HP Notebook 15-Bs105ne: Reliable Performance. Beautiful Design. Do MoreDocument2 pagesHP Notebook 15-Bs105ne: Reliable Performance. Beautiful Design. Do MoreMohamedNo ratings yet
- Term 3042 - ISX CM570 IntroductionDocument4 pagesTerm 3042 - ISX CM570 Introductionralph arisNo ratings yet
- Product Data Fr100 FRPDocument2 pagesProduct Data Fr100 FRPAnonymous r3MoX2ZMTNo ratings yet
- KSB Sicca Valves For The Ansi World: PDF Processed With Cutepdf Evaluation EditionDocument36 pagesKSB Sicca Valves For The Ansi World: PDF Processed With Cutepdf Evaluation EditionPravin KohaleNo ratings yet
- The Logical Framework: "Logframe": Verifiable Indicators and The ContractDocument34 pagesThe Logical Framework: "Logframe": Verifiable Indicators and The ContractJess Zausa MasulaNo ratings yet
- ED-137-2C-7 Interoperability Standard For VOIP ATM Components (Volume 2 Telephone) - Addendum 7Document23 pagesED-137-2C-7 Interoperability Standard For VOIP ATM Components (Volume 2 Telephone) - Addendum 7nobitasaxukaNo ratings yet
- Ildts Policy 2010Document25 pagesIldts Policy 2010misr19720% (1)
- P265J OptotriacDocument13 pagesP265J OptotriacJavierPariNo ratings yet
- Topologies: - The Structure of The NetworkDocument25 pagesTopologies: - The Structure of The NetworkBuneaSabinNo ratings yet
- HPL0211-2004 05 Dil GB PDFDocument117 pagesHPL0211-2004 05 Dil GB PDFCarlos BurgosNo ratings yet








































































































Download as pdf or txt
You might also like
- Yamaha Jog CV50V ManualDocument64 pagesYamaha Jog CV50V ManualRiley WilsonNo ratings yet
- Grade Chemical Composition (% by Mass - Max Unless Stated) Ferritic SteelsDocument15 pagesGrade Chemical Composition (% by Mass - Max Unless Stated) Ferritic SteelsSenthil KumarNo ratings yet
- Din en Iso 9013Document8 pagesDin en Iso 9013Cemal NergizNo ratings yet
- PD Cen TR 10317-2014Document16 pagesPD Cen TR 10317-2014MaiDuy100% (1)
- Astm B505 (C93700) PDFDocument7 pagesAstm B505 (C93700) PDFSyed Shoaib RazaNo ratings yet
- General Crane SafetyDocument4 pagesGeneral Crane SafetyEhab Mostafa AliNo ratings yet
- DeloitteDocument2 pagesDeloitteIzZa RiveraNo ratings yet
- Equivalent MaterialDocument1 pageEquivalent MaterialRajput PratiksinghNo ratings yet
- Type 347-347H Stainless SteelDocument2 pagesType 347-347H Stainless SteelPravin PawarNo ratings yet
- Hot Rolled Round Steel BarsDocument20 pagesHot Rolled Round Steel BarsNomoNo ratings yet
- BS en 10052-94Document35 pagesBS en 10052-94HosseinNo ratings yet
- 0526 16 2004 07 en - enDocument6 pages0526 16 2004 07 en - envtsusr fvNo ratings yet
- 25CrMo4Document1 page25CrMo4Hans GoetheNo ratings yet
- BS en 10084-2008Document40 pagesBS en 10084-2008Martijn Groot100% (1)
- BS 3604-2 - 1991 Steel Pipes and Tubes For Pressure Purposes Ferritic Alloy Steel With Specified ElevatedDocument24 pagesBS 3604-2 - 1991 Steel Pipes and Tubes For Pressure Purposes Ferritic Alloy Steel With Specified ElevatedtienlamNo ratings yet
- En 10088 Steel NumberDocument3 pagesEn 10088 Steel Numberrvieira659No ratings yet
- 13480-3 p5Document2 pages13480-3 p5Arjun NegiNo ratings yet
- En 10088-3Document2 pagesEn 10088-3H_DEBIANENo ratings yet
- European Standards For Metallic MaterialsDocument16 pagesEuropean Standards For Metallic MaterialsClaudia Mms0% (1)
- Stainless Steel Grade 304 (UNS S30400)Document4 pagesStainless Steel Grade 304 (UNS S30400)105034412No ratings yet
- Specification For Forged or Rolled Alloy-Steel Pipe Flanges, Forged Fittings, and Valves and Parts For High-Temperature ServiceDocument21 pagesSpecification For Forged or Rolled Alloy-Steel Pipe Flanges, Forged Fittings, and Valves and Parts For High-Temperature Servicecesar jaramilloNo ratings yet
- Hollow Steel Catalog PDFDocument44 pagesHollow Steel Catalog PDFaiyubi2No ratings yet
- Comparison of Preheat Predictive Methods: N. Yurioka Nippon Steel Corporation, Technical Development Bureau (Japan)Document7 pagesComparison of Preheat Predictive Methods: N. Yurioka Nippon Steel Corporation, Technical Development Bureau (Japan)Erijanio Silva100% (1)
- Comparison of Steel Standards - VoestalpineDocument14 pagesComparison of Steel Standards - VoestalpineAnonymous 6aGAvbN100% (1)
- En 10164Document5 pagesEn 10164Merk Erik0% (1)
- EN 10025: 2004 Is The New European Standard For Structural SteelDocument6 pagesEN 10025: 2004 Is The New European Standard For Structural Steelvimalkumar_trjNo ratings yet
- Pressure Vessel, Boiler, Storage Tanks and Heat Exchanger in Oil, Gas Project. Storage Tanks Heat ExchangerDocument1 pagePressure Vessel, Boiler, Storage Tanks and Heat Exchanger in Oil, Gas Project. Storage Tanks Heat ExchangerValli RajuNo ratings yet
- Implications of NORSOK M-650 Standard in The OffshoreDocument27 pagesImplications of NORSOK M-650 Standard in The OffshoreJoherNo ratings yet
- Equivalents of Carbon Steel QualitiesDocument7 pagesEquivalents of Carbon Steel QualitiesladidamdudadidNo ratings yet
- 1 7335Document5 pages1 7335stamatsNo ratings yet
- Aalco Metals LTD Stainless Steel 1.4003 Nirosta 4003 3CR12 96Document2 pagesAalco Metals LTD Stainless Steel 1.4003 Nirosta 4003 3CR12 96Xingfeng HanNo ratings yet
- Stellite 6Document3 pagesStellite 6Jessicalba LouNo ratings yet
- Bs970 SpecificationDocument2 pagesBs970 SpecificationGuru Samy100% (1)
- Common Materials Welding CodesDocument1 pageCommon Materials Welding CodesLuttpiNo ratings yet
- 2.25CR Mo VDocument9 pages2.25CR Mo VSangameswaran RamarajNo ratings yet
- Wps GT 9b Cvn90 Rev 1 PDFDocument6 pagesWps GT 9b Cvn90 Rev 1 PDFM. Zaki RahmaniNo ratings yet
- Final Draft Pren Iso 15607: European Standard Norme Européenne Europäische NormDocument19 pagesFinal Draft Pren Iso 15607: European Standard Norme Européenne Europäische Normunnamed90100% (1)
- En 10253 3Document50 pagesEn 10253 3Thanh Nguyen VanNo ratings yet
- AISI 410 Stainless SteelDocument2 pagesAISI 410 Stainless SteelSreenubabu KandruNo ratings yet
- Stainless Steel Bars and Shapes: Standard Specification ForDocument8 pagesStainless Steel Bars and Shapes: Standard Specification ForkrkmurthyNo ratings yet
- MSM Marketing SDN BHD: MIG Welding Electrodes !Document3 pagesMSM Marketing SDN BHD: MIG Welding Electrodes !namasralNo ratings yet
- GL Vi-9-2 e PDFDocument20 pagesGL Vi-9-2 e PDFValli RajuNo ratings yet
- Norma de Aço Chines GB 24511 - 2009Document25 pagesNorma de Aço Chines GB 24511 - 2009JULIO GOMES100% (1)
- EN 10210-2 2006 Hot Finished Structural Hollow Sections of Non Alloy and Fine Grain Steels - Part 2 Tolerances Dimensions and Sectional Properties PDFDocument32 pagesEN 10210-2 2006 Hot Finished Structural Hollow Sections of Non Alloy and Fine Grain Steels - Part 2 Tolerances Dimensions and Sectional Properties PDFJoao MendesNo ratings yet
- BS en Iso 9445 (2006)Document26 pagesBS en Iso 9445 (2006)Syerifaizal Hj. MustaphaNo ratings yet
- American Society of Mechanical Engineers (ASME) CodesDocument11 pagesAmerican Society of Mechanical Engineers (ASME) CodesfrdnNo ratings yet
- En 10025-2Document4 pagesEn 10025-2Sebastián Araya MoraNo ratings yet
- Astm A 403 / A 403M - 06Document7 pagesAstm A 403 / A 403M - 06negg 348100% (1)
- Astm e 2218 - 02Document15 pagesAstm e 2218 - 02Jaime Rafael Patron PrioloNo ratings yet
- Bolting Material Chemical &..Document6 pagesBolting Material Chemical &..arief setiawanNo ratings yet
- EN 755 - Part 5Document9 pagesEN 755 - Part 5myusernameatscribdNo ratings yet
- 127.study The Effect of Welding Parameters of Tig Welding of PlateDocument43 pages127.study The Effect of Welding Parameters of Tig Welding of PlatemoorthikumarNo ratings yet
- EN 760 (Flux-SAW)Document2 pagesEN 760 (Flux-SAW)HoangNo ratings yet
- en 10052 PDFDocument29 pagesen 10052 PDFmojgfdNo ratings yet
- S For Quenching D Tentpering-: SteelDocument28 pagesS For Quenching D Tentpering-: SteelDidier LZNo ratings yet
- American Fastener - ASTM, SAE, and ISO Grade Markings Bolt SpecificationDocument8 pagesAmerican Fastener - ASTM, SAE, and ISO Grade Markings Bolt Specificationamir_hossein858No ratings yet
- Products Presentation MajorDocument47 pagesProducts Presentation MajorJuanita AndrewsNo ratings yet
- Duplex Stainless Steel DetailDocument12 pagesDuplex Stainless Steel DetailessnelsonNo ratings yet
- BS en 10163-3-2004Document12 pagesBS en 10163-3-2004draganNo ratings yet
- En 10079Document44 pagesEn 10079Diana VidalNo ratings yet
- BS en 10107 - 2005Document18 pagesBS en 10107 - 2005Mor GreenbergNo ratings yet
- Hot Rolled Products of Structural SteelsDocument8 pagesHot Rolled Products of Structural Steelsnguyễn vanhuan211No ratings yet
- BS en 10059-2003Document12 pagesBS en 10059-2003Martijn GrootNo ratings yet
- CORROSIONDocument5 pagesCORROSIONSyed Shoaib RazaNo ratings yet
- Spur Gear Theory and Design: Soumitra Bhattacharya, M.Tech (Mech), Professional Member of ASMEDocument16 pagesSpur Gear Theory and Design: Soumitra Bhattacharya, M.Tech (Mech), Professional Member of ASMESyed Shoaib RazaNo ratings yet
- Eeam-Q-009 Quality ManagementDocument15 pagesEeam-Q-009 Quality ManagementSyed Shoaib RazaNo ratings yet
- NQSA Quality Manual V September 2014Document8 pagesNQSA Quality Manual V September 2014Syed Shoaib RazaNo ratings yet
- British Steel Universal Beams Ub Datasheet PDFDocument6 pagesBritish Steel Universal Beams Ub Datasheet PDFSyed Shoaib RazaNo ratings yet
- Manual of Steel DesignDocument158 pagesManual of Steel DesignSyed Shoaib RazaNo ratings yet
- Heat Treatment of Special SteelDocument11 pagesHeat Treatment of Special SteelSyed Shoaib RazaNo ratings yet
- Steel Grades What Are The Different TypeDocument9 pagesSteel Grades What Are The Different TypeSyed Shoaib RazaNo ratings yet
- Steel Heat Treatment Handbook Chapter 12Document46 pagesSteel Heat Treatment Handbook Chapter 12Syed Shoaib Raza100% (1)
- Comparison of Astm A36 & Jis g3101 Ss400Document1 pageComparison of Astm A36 & Jis g3101 Ss400Syed Shoaib RazaNo ratings yet
- bs1452 Grade 250Document2 pagesbs1452 Grade 250Syed Shoaib RazaNo ratings yet
- Din 19704-3Document7 pagesDin 19704-3Syed Shoaib RazaNo ratings yet
- CorrosionDocument5 pagesCorrosionSyed Shoaib RazaNo ratings yet
- Steel Wire RopeDocument3 pagesSteel Wire RopeSyed Shoaib RazaNo ratings yet
- Astm B505Document7 pagesAstm B505Syed Shoaib RazaNo ratings yet
- Preventive Maintenance - Keeping Refrigeration Equipment in ShapeDocument5 pagesPreventive Maintenance - Keeping Refrigeration Equipment in ShapeSanjay RanaNo ratings yet
- Switchgear and Protection: B.E. Eighth Semester (Electrical Engineering (Electronics & Power) / Power Engineering) (Old)Document2 pagesSwitchgear and Protection: B.E. Eighth Semester (Electrical Engineering (Electronics & Power) / Power Engineering) (Old)SylvesterNo ratings yet
- Railway Applications - Definition of Vehicle Reference MassesDocument10 pagesRailway Applications - Definition of Vehicle Reference MassesPriyo BayuNo ratings yet
- Vodacom LTE Trial Benchmark Report (2011.03.29) - FinalDocument41 pagesVodacom LTE Trial Benchmark Report (2011.03.29) - FinalSyed Ahsan AliNo ratings yet
- Jop - P 200104 18 K3VL - 2Document76 pagesJop - P 200104 18 K3VL - 2rbdubey2020No ratings yet
- Copley Absolute Encoder GuideDocument54 pagesCopley Absolute Encoder GuideAlecsandruNeacsuNo ratings yet
- SÓP On SOPDocument3 pagesSÓP On SOPThien Doan ChiNo ratings yet
- Whitepaper-425en B2G Einvoicing EuropeDocument31 pagesWhitepaper-425en B2G Einvoicing Europethrock667No ratings yet
- Reference and Calibration Standards - NDT TechnicianDocument1 pageReference and Calibration Standards - NDT TechnicianrhinemineNo ratings yet
- PCC 3201 Modbus Rs485 ListDocument8 pagesPCC 3201 Modbus Rs485 ListRavi Kumar100% (1)
- Ups UriDocument12 pagesUps UriBerghiu CatalinNo ratings yet
- Rheem Pipe Cover Assembly RTG20227Document2 pagesRheem Pipe Cover Assembly RTG20227tsemmesNo ratings yet
- Export Quick Report To PDFDocument2 pagesExport Quick Report To PDFTylerNo ratings yet
- SatellineDocument2 pagesSatellineLatasha PriceNo ratings yet
- Centrifugal Compressor Notes Final Ver Rev1 Nov03-SymbolsDocument54 pagesCentrifugal Compressor Notes Final Ver Rev1 Nov03-SymbolsHarindharan Jeyabalan100% (9)
- C110 9 - C140 9Document6 pagesC110 9 - C140 9Taz Juan G100% (1)
- GE-NPT Male Connector Tube FittingDocument1 pageGE-NPT Male Connector Tube FittingfahazumeeNo ratings yet
- HP Notebook 15-Bs105ne: Reliable Performance. Beautiful Design. Do MoreDocument2 pagesHP Notebook 15-Bs105ne: Reliable Performance. Beautiful Design. Do MoreMohamedNo ratings yet
- Term 3042 - ISX CM570 IntroductionDocument4 pagesTerm 3042 - ISX CM570 Introductionralph arisNo ratings yet
- Product Data Fr100 FRPDocument2 pagesProduct Data Fr100 FRPAnonymous r3MoX2ZMTNo ratings yet
- KSB Sicca Valves For The Ansi World: PDF Processed With Cutepdf Evaluation EditionDocument36 pagesKSB Sicca Valves For The Ansi World: PDF Processed With Cutepdf Evaluation EditionPravin KohaleNo ratings yet
- The Logical Framework: "Logframe": Verifiable Indicators and The ContractDocument34 pagesThe Logical Framework: "Logframe": Verifiable Indicators and The ContractJess Zausa MasulaNo ratings yet
- ED-137-2C-7 Interoperability Standard For VOIP ATM Components (Volume 2 Telephone) - Addendum 7Document23 pagesED-137-2C-7 Interoperability Standard For VOIP ATM Components (Volume 2 Telephone) - Addendum 7nobitasaxukaNo ratings yet
- Ildts Policy 2010Document25 pagesIldts Policy 2010misr19720% (1)
- P265J OptotriacDocument13 pagesP265J OptotriacJavierPariNo ratings yet
- Topologies: - The Structure of The NetworkDocument25 pagesTopologies: - The Structure of The NetworkBuneaSabinNo ratings yet
- HPL0211-2004 05 Dil GB PDFDocument117 pagesHPL0211-2004 05 Dil GB PDFCarlos BurgosNo ratings yet