Download as docx, pdf, or txt
You might also like
- Problem 81 90Document20 pagesProblem 81 90maria katherine pantojaNo ratings yet
- Physics Question BankDocument11 pagesPhysics Question BankdevNo ratings yet
- Cast Iron InoculationDocument12 pagesCast Iron InoculationCaio Fazzioli TavaresNo ratings yet
- Units and MeasurementsDocument13 pagesUnits and MeasurementsNITHISH KUMAR.GNo ratings yet
- Types of PatternDocument12 pagesTypes of PatternadamNo ratings yet
- 15A03804 Power Plant EngineeringDocument2 pages15A03804 Power Plant EngineeringCharanTheja PNo ratings yet
- Physics All IndiaDocument17 pagesPhysics All IndiahiNo ratings yet
- NV MCQ-4 PDFDocument8 pagesNV MCQ-4 PDFTejas UpadhyeNo ratings yet
- L 8-Extrusion PDFDocument16 pagesL 8-Extrusion PDFkhaledmosharrafmukutNo ratings yet
- MPI Unit IDocument54 pagesMPI Unit IArun PatilNo ratings yet
- REV12020 PhysicsDocument4 pagesREV12020 Physicshari kroviNo ratings yet
- 11 Chemistry Eng SM 2024Document296 pages11 Chemistry Eng SM 2024Sumit YadavNo ratings yet
- Manufacturing Technology-I - Department of Mechanical EngineeringDocument4 pagesManufacturing Technology-I - Department of Mechanical EngineeringSoma SundaramNo ratings yet
- MicroDocument17 pagesMicroShakeel EngyNo ratings yet
- Cbse Xi Physics Test PapersDocument14 pagesCbse Xi Physics Test PapersBhavesh DesaiNo ratings yet
- 05 - Defects in Crystalline Solids PDFDocument49 pages05 - Defects in Crystalline Solids PDFFRANCESCA SARAZANo ratings yet
- RRB SirDocument1 pageRRB Sirprince alok KarNo ratings yet
- Crystal DefectsDocument75 pagesCrystal DefectsAshok PradhanNo ratings yet
- Defects LatestDocument55 pagesDefects LatestJaddu MSDNo ratings yet
- Favor Calcular Integrales Por Álgebra y Sustitución Tan) : DX X X XDocument1 pageFavor Calcular Integrales Por Álgebra y Sustitución Tan) : DX X X XSantiago Javier Casallas HernandezNo ratings yet
- Chapter 2 Crystal StructureDocument38 pagesChapter 2 Crystal StructureAbo Abdo100% (1)
- Biology - XI - Photosynthesis in Higher Plants - IntroductionDocument47 pagesBiology - XI - Photosynthesis in Higher Plants - IntroductionSDO BSNL NALAGARHNo ratings yet
- Class XII Physics AssignmentDocument28 pagesClass XII Physics AssignmentApex Institute100% (1)
- 1261 XII Physics Support Material Study Notes and VBQ 2014 15Document370 pages1261 XII Physics Support Material Study Notes and VBQ 2014 15RajdeepNo ratings yet
- SO9 BinaryPD-1Document13 pagesSO9 BinaryPD-1Muhammad Tanweer Khan YousafzaiNo ratings yet
- NCERT Solutions Class 12 Maths Chapter 4 DeterminantsDocument80 pagesNCERT Solutions Class 12 Maths Chapter 4 Determinantskunal vayaNo ratings yet
- 3D GeometryDocument111 pages3D GeometryDipesh VermaNo ratings yet
- QB - CFD (U1 & U2) PDFDocument3 pagesQB - CFD (U1 & U2) PDFGanesh Natarajan SNo ratings yet
- 2 D MotionDocument28 pages2 D Motionmusic_is_mypassionNo ratings yet
- 6 1 Formulae Ray OpticsDocument14 pages6 1 Formulae Ray OpticsNathanianNo ratings yet
- IC Engines-ClassificationDocument21 pagesIC Engines-ClassificationChintu Santhu0% (1)
- Engineering Physics-Important Questions: Shorts UNIT - 1 (Units and Dimensions)Document4 pagesEngineering Physics-Important Questions: Shorts UNIT - 1 (Units and Dimensions)psatyasankarNo ratings yet
- 11 Introduction To Engineering MaterialsDocument20 pages11 Introduction To Engineering MaterialsomkardashetwarNo ratings yet
- Transistors Notes 4Document13 pagesTransistors Notes 4Anil Sai100% (1)
- Std. XII Math Question BankDocument59 pagesStd. XII Math Question BankNikhil ShrivastavNo ratings yet
- Complex Number IIDocument18 pagesComplex Number IIAadarsh AgarwalNo ratings yet
- Metal Casting NotesDocument14 pagesMetal Casting NotesMathew Joel MathewNo ratings yet
- LatticeDocument56 pagesLatticeCarlos UrregoNo ratings yet
- Rapid Prototyping and ToolingDocument3 pagesRapid Prototyping and Toolingappuanandh7811No ratings yet
- MP 1st Module NotesDocument39 pagesMP 1st Module NotesKailas Sree ChandranNo ratings yet
- Physics: Aurora ClassesDocument21 pagesPhysics: Aurora ClassesxentrixxNo ratings yet
- Sheet Metal OperationsDocument52 pagesSheet Metal OperationsthakruNo ratings yet
- Lecture 4-5-6 - Casting - Processes PDFDocument94 pagesLecture 4-5-6 - Casting - Processes PDFhimanshu singhNo ratings yet
- ThermalpowerstationDocument26 pagesThermalpowerstationk rajendraNo ratings yet
- Question Bank Unit I: Electrostatics.: Very Short Answer Type Questions (1, 2, 3 Marks)Document7 pagesQuestion Bank Unit I: Electrostatics.: Very Short Answer Type Questions (1, 2, 3 Marks)NathanianNo ratings yet
- Physics XII Chapter Wise Question BankDocument87 pagesPhysics XII Chapter Wise Question BankAdiba khanNo ratings yet
- Extrusion and Drawing: Manufacturing ProcessesDocument41 pagesExtrusion and Drawing: Manufacturing ProcessesEloisa Nher Hipolito100% (1)
- UNIT 1 Part - 1Document122 pagesUNIT 1 Part - 1Ysv PavuluriNo ratings yet
- De Morgan's TheoremDocument2 pagesDe Morgan's Theoremdipu212100% (1)
- Assignment For UNIT IDocument2 pagesAssignment For UNIT IParamasivam VeerappanNo ratings yet
- Physics Book Back One MarkDocument11 pagesPhysics Book Back One MarkThaddeus MooreNo ratings yet
- 3 PDFDocument199 pages3 PDFsanku surya sai charanNo ratings yet
- Physics 12 Hot PhysicsDocument50 pagesPhysics 12 Hot PhysicsdhirendrasisodiaNo ratings yet
- Machine Tools and Digital MFG UQSDocument3 pagesMachine Tools and Digital MFG UQSAnonymous f1UCK4No ratings yet
- Transistor EnglishDocument5 pagesTransistor EnglishArif KusumaNo ratings yet
- Advanced Manufacturing Technology 2-Marks Question and Answer Unit-IDocument44 pagesAdvanced Manufacturing Technology 2-Marks Question and Answer Unit-IM.ThirunavukkarasuNo ratings yet
- Selvam College of Technology, Namakkal - 03 PH: 9942099122: Unit - 1 1Document22 pagesSelvam College of Technology, Namakkal - 03 PH: 9942099122: Unit - 1 1Saravanan Mathi0% (1)
- Advance Machining ProcessDocument201 pagesAdvance Machining ProcessAnmol SharmaNo ratings yet
- Handouts: Kongunadu College of Engineering and Technology (Autonomous)Document59 pagesHandouts: Kongunadu College of Engineering and Technology (Autonomous)Akilesh SNo ratings yet
- ME2026 Unconventional Machining - PDF.WWW - Chennaiuniversity.net NotesDocument27 pagesME2026 Unconventional Machining - PDF.WWW - Chennaiuniversity.net NotesSiva Raman100% (1)
- Metallic Oxynitride Thin Films by Reactive Sputtering and Related Deposition Methods: Process, Properties and ApplicationsFrom EverandMetallic Oxynitride Thin Films by Reactive Sputtering and Related Deposition Methods: Process, Properties and ApplicationsNo ratings yet
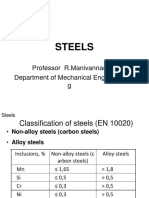
- Steels: Professor R.Manivannan Department of Mechanical Engineerin GDocument28 pagesSteels: Professor R.Manivannan Department of Mechanical Engineerin GManivannan JeevaNo ratings yet
- Experimental Investigation On Waste Heat Harvesting System Analysis by Thermo-Electric Generator Used Automobile Catalytic ConverterDocument3 pagesExperimental Investigation On Waste Heat Harvesting System Analysis by Thermo-Electric Generator Used Automobile Catalytic ConverterManivannan JeevaNo ratings yet
- Mechanics of Materials I:: Fundamentals of Stress & Strain and Axial LoadingDocument10 pagesMechanics of Materials I:: Fundamentals of Stress & Strain and Axial LoadingManivannan JeevaNo ratings yet
- Mechanics of Materials I:: Fundamentals of Stress & Strain and Axial LoadingDocument5 pagesMechanics of Materials I:: Fundamentals of Stress & Strain and Axial LoadingManivannan JeevaNo ratings yet
- Ce 8381 - Strength of Materials and Fluid Mechanics and Machinery Laboratory ManualDocument38 pagesCe 8381 - Strength of Materials and Fluid Mechanics and Machinery Laboratory ManualManivannan JeevaNo ratings yet
- Nanotechnology: Past, Present, and FutureDocument1 pageNanotechnology: Past, Present, and FutureManivannan JeevaNo ratings yet
- Cam and Follower PDFDocument3 pagesCam and Follower PDFManivannan JeevaNo ratings yet
- Name: ................................. Signature: ................................Document1 pageName: ................................. Signature: ................................Manivannan JeevaNo ratings yet
- Prof.R.Manivannan,: Assistant Professor/Mechanical EnggDocument2 pagesProf.R.Manivannan,: Assistant Professor/Mechanical EnggManivannan JeevaNo ratings yet
- Semester - I Faculty of Mechanical Engineering M.E. Engineering Design ED 9212 CAD LaboratoryDocument2 pagesSemester - I Faculty of Mechanical Engineering M.E. Engineering Design ED 9212 CAD LaboratoryManivannan JeevaNo ratings yet
- UNIT-1: Department of Mechanical EngineeringDocument14 pagesUNIT-1: Department of Mechanical EngineeringManivannan JeevaNo ratings yet
- Design of Machine Elements Two MarksDocument23 pagesDesign of Machine Elements Two MarksManivannan JeevaNo ratings yet
- Counselling Schedule For Mbbs/Bds 2013-2014 Government MBBSDocument2 pagesCounselling Schedule For Mbbs/Bds 2013-2014 Government MBBSManivannan JeevaNo ratings yet
- Avs Engineering College, Salem Department of Electrical and Electronics Engineering Library Book ListDocument2 pagesAvs Engineering College, Salem Department of Electrical and Electronics Engineering Library Book ListManivannan JeevaNo ratings yet
- Muthayammal Engineering College, Rasipuram-637408 Department of Mechanical Engineering Me1302 Design of Machine Elements (Two Marks)Document3 pagesMuthayammal Engineering College, Rasipuram-637408 Department of Mechanical Engineering Me1302 Design of Machine Elements (Two Marks)Manivannan JeevaNo ratings yet
- Symantec Messaging Gateway 9.5.3 Installation GuideDocument111 pagesSymantec Messaging Gateway 9.5.3 Installation Guidefspoitoru123No ratings yet
- Civil Engineers Letter of Reference For MastersDocument2 pagesCivil Engineers Letter of Reference For MastersSyed ShaheenNo ratings yet
- ASME BPVC 2010 - VIII - Division 1 - Rules For Construction of Pressure Vessels - 2011a AddendaDocument860 pagesASME BPVC 2010 - VIII - Division 1 - Rules For Construction of Pressure Vessels - 2011a Addendafabiorenzi86% (7)
- Tractors: TsaidclDocument10 pagesTractors: TsaidclSamsher AliNo ratings yet
- NTCU Admission Guidelines PDFDocument194 pagesNTCU Admission Guidelines PDFkamal__singhNo ratings yet
- Uas Project Apk Menu Makanan IrfanDocument10 pagesUas Project Apk Menu Makanan IrfanIrfan TarabubunNo ratings yet
- Transportation, Transshipment, and Assignment Problems: Chapter TopicsDocument20 pagesTransportation, Transshipment, and Assignment Problems: Chapter TopicsHaseeb AhmedNo ratings yet
- En 50355 - enDocument36 pagesEn 50355 - enharry100% (1)
- Getting Started With IFIXDocument138 pagesGetting Started With IFIXchris75726No ratings yet
- AtlantaHomeImprovementJanuary2014 PDFDocument80 pagesAtlantaHomeImprovementJanuary2014 PDFYudi Momenk0% (1)
- Product Data Sheet: Dehnguard Modular DG M TT 275 FM (952 315)Document1 pageProduct Data Sheet: Dehnguard Modular DG M TT 275 FM (952 315)dfghjNo ratings yet
- Scope of WorkDocument28 pagesScope of WorkShuhan Mohammad Ariful HoqueNo ratings yet
- CP E80.70 RemoteAccessClients ForWin AdminGuideDocument142 pagesCP E80.70 RemoteAccessClients ForWin AdminGuideVenkatesh KonadaNo ratings yet
- Overview of CSTR Design With MatlabDocument3 pagesOverview of CSTR Design With MatlabhlvijaykumarNo ratings yet
- Resume Hugo HuamaniDocument2 pagesResume Hugo Huamanihugoluis_hNo ratings yet
- 85010-0144 - MNEC Communications PDFDocument4 pages85010-0144 - MNEC Communications PDFRaviNo ratings yet
- Difference Between Struts 1 and Struts 2 FrameworkDocument3 pagesDifference Between Struts 1 and Struts 2 FrameworkmihirhotaNo ratings yet
- TAD1641GE: Volvo Penta Genset EngineDocument2 pagesTAD1641GE: Volvo Penta Genset EngineHenry PabloNo ratings yet
- Lec 5 Solver SettingsDocument34 pagesLec 5 Solver Settingsvivek4peaceNo ratings yet
- Listening Test 1 Script: Section 1Document7 pagesListening Test 1 Script: Section 1yeNo ratings yet
- ControllerDocument2 pagesControlleral-if0% (1)
- Aldehydes, Ketons and Carboxylic Acid Unit 11 MCQDocument4 pagesAldehydes, Ketons and Carboxylic Acid Unit 11 MCQAbhinav TripathiNo ratings yet
- An-32 Hydraulic SystemDocument23 pagesAn-32 Hydraulic SystemlmnduniaNo ratings yet
- Antisubmarine Weapons State ArtDocument14 pagesAntisubmarine Weapons State Artoldseas2ppf100% (2)
- Excell - 30keys Memory Service Eng (21263)Document35 pagesExcell - 30keys Memory Service Eng (21263)Javier Zegarra100% (1)
- ME524 - Chapter 2 - Calculation of Elastic Properties of Composite - Spring 2022Document23 pagesME524 - Chapter 2 - Calculation of Elastic Properties of Composite - Spring 2022Sulaiman AL MajdubNo ratings yet
- MSDS Colacor 600Document3 pagesMSDS Colacor 600mndmatt100% (2)
- MSDS Packing Materials PDFDocument10 pagesMSDS Packing Materials PDFNuril HidayatiNo ratings yet
- Curriculum Vitae: S.Mullainathan MOB: 8524896757Document2 pagesCurriculum Vitae: S.Mullainathan MOB: 8524896757BaraneedharanNo ratings yet