Download as pdf or txt
You might also like
- Compuneri in Engleza Clasa A IV-aDocument7 pagesCompuneri in Engleza Clasa A IV-aValeriaOlteanu100% (3)
- Concrete Sealer FormulaDocument3 pagesConcrete Sealer FormulamrafigNo ratings yet
- Chemical Formulation: An Overview of Surfactant Based Chemical Preparations Used in Everyday LifeFrom EverandChemical Formulation: An Overview of Surfactant Based Chemical Preparations Used in Everyday LifeRating: 4 out of 5 stars4/5 (5)
- Ingles IiDocument7 pagesIngles Iianon_396586604No ratings yet
- Prototype Formulation For Car Polish: AutomotiveDocument2 pagesPrototype Formulation For Car Polish: AutomotiveRoman100% (2)
- AGITAN Defoamer Technologies PDFDocument15 pagesAGITAN Defoamer Technologies PDFMarco Lopez100% (1)
- Resins For: Vehicle Refinish & Commercial Transportation CoatingsDocument6 pagesResins For: Vehicle Refinish & Commercial Transportation CoatingsEmilio HipolaNo ratings yet
- AkzoNobel TB 09fabric CleaningCatalogDocument27 pagesAkzoNobel TB 09fabric CleaningCatalogteddyde100% (1)
- Acid Thickener Tech DataDocument3 pagesAcid Thickener Tech Dataanneleiaaa62% (21)
- Ethox ProductsDocument24 pagesEthox Productsbd1972100% (4)
- Strategies for Formulations Development: A Step-by-Step Guide Using JMPFrom EverandStrategies for Formulations Development: A Step-by-Step Guide Using JMPRating: 5 out of 5 stars5/5 (3)
- Soap-Making Manual A Practical Handbook on the Raw Materials, Their Manipulation, Analysis and Control in the Modern Soap Plant.From EverandSoap-Making Manual A Practical Handbook on the Raw Materials, Their Manipulation, Analysis and Control in the Modern Soap Plant.Rating: 4 out of 5 stars4/5 (2)
- Inflammatory Bowel DiseaseDocument42 pagesInflammatory Bowel DiseaseCarmelli Mariae Calugay100% (2)
- ACUSOL™ 880 and ACUSOL 882: Detergent Grade Rheology Modifiers and StabilizersDocument9 pagesACUSOL™ 880 and ACUSOL 882: Detergent Grade Rheology Modifiers and StabilizersMohammad MariasaNo ratings yet
- HK - Classification of Cleaning AgentDocument15 pagesHK - Classification of Cleaning AgentSuranjan Chakraborty100% (1)
- Antifoam CompoundDocument7 pagesAntifoam CompoundMishra KewalNo ratings yet
- Silicon Wax Emulsion For Polyurethane Water Release AgentDocument3 pagesSilicon Wax Emulsion For Polyurethane Water Release Agentmyosi laboratoriumNo ratings yet
- Nonionic Surfactants & Their Industrial ApplicationsDocument8 pagesNonionic Surfactants & Their Industrial ApplicationsGovind PatelNo ratings yet
- PvaDocument5 pagesPvaShrinil DesaiNo ratings yet
- Antifouling ArticleDocument16 pagesAntifouling ArticleAbbas Ali100% (1)
- Lutensol XP Surfactants Nonionic Surfactants For DetergentsDocument11 pagesLutensol XP Surfactants Nonionic Surfactants For DetergentsKaran Kumar VermaNo ratings yet
- Surfactants+ Prop +detg.Document101 pagesSurfactants+ Prop +detg.Ramchandra Chaudhari100% (4)
- Polishes, Coatings and SealersDocument30 pagesPolishes, Coatings and SealersIdkaNo ratings yet
- Main Chemicals Used in PVC Cement - XueyanghuDocument2 pagesMain Chemicals Used in PVC Cement - XueyanghuTychNo ratings yet
- Cleaner CompositionsDocument10 pagesCleaner Compositionsyilmaz_uuurNo ratings yet
- H-HS-0043 AP Abrasive Cream CleanerDocument1 pageH-HS-0043 AP Abrasive Cream CleanerDania UzairNo ratings yet
- 18 3 4 FormulationsDocument6 pages18 3 4 FormulationsAnkur Sethi100% (1)
- 4 Evonik Cationicsurfactantshousehold2014 140821133037 Phpapp01Document96 pages4 Evonik Cationicsurfactantshousehold2014 140821133037 Phpapp01topguitar100% (1)
- 26 1998 01 Formulation Information Auto Care ApplicationsDocument24 pages26 1998 01 Formulation Information Auto Care Applicationszuber ahmedNo ratings yet
- Kitchen SprayDocument1 pageKitchen SprayJorge RibeiroNo ratings yet
- Product Safety Data Sheet: Section 1: IDocument17 pagesProduct Safety Data Sheet: Section 1: ILiemar EstayNo ratings yet
- 734 Part2 EmulsionDocument28 pages734 Part2 EmulsionAmedeus ErosNo ratings yet
- Surfactants +typeDocument102 pagesSurfactants +typeRamchandra Chaudhari100% (2)
- Formulations For Automotive Appearance ProductsDocument7 pagesFormulations For Automotive Appearance ProductsPaula Andrea Hurtado VélezNo ratings yet
- Surfactants CONDEADocument55 pagesSurfactants CONDEAA Mahmood100% (1)
- EmulsionDocument8 pagesEmulsiontata_77No ratings yet
- McIntyre Surfactant CatalogDocument21 pagesMcIntyre Surfactant CatalogAnonymous qLk7qDHfK0% (1)
- Akzonobel Berol 561.msdsDocument9 pagesAkzonobel Berol 561.msdsHitendra Nath BarmmaNo ratings yet
- Dispersants For Liquid and Solid Pesticide Formulations 2017 PDFDocument35 pagesDispersants For Liquid and Solid Pesticide Formulations 2017 PDFCaroVallejosNo ratings yet
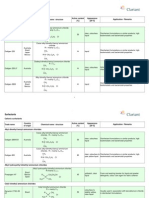
- Clariant Wetting-AgentsDocument7 pagesClariant Wetting-AgentsAPEX SON100% (1)
- 26-1655B-01 Auto Appearance Ebook PDFDocument87 pages26-1655B-01 Auto Appearance Ebook PDFJorge Manuel Matos100% (1)
- Why Use Citric AcidDocument4 pagesWhy Use Citric AcidIsha Life Sciences100% (1)
- HarpicDocument12 pagesHarpicreptilia89No ratings yet
- HLB SeriesDocument3 pagesHLB SeriesDownload AppsNo ratings yet
- Sodium Lauryl Ether Sulfate (Sles/Aes) : Shanghai Lezon Consulting Co., LTDDocument16 pagesSodium Lauryl Ether Sulfate (Sles/Aes) : Shanghai Lezon Consulting Co., LTDManuel Montaño100% (1)
- Hard Surface Cleaning ProductPortfolioDocument14 pagesHard Surface Cleaning ProductPortfolioDebra McCollam100% (2)
- Cationic SurfactantsDocument4 pagesCationic SurfactantsAlfonso PeñarandaNo ratings yet
- B 0023 Economy Cream With Mineral OilDocument1 pageB 0023 Economy Cream With Mineral Oilpajaron200100% (1)
- Detergency 2019Document19 pagesDetergency 2019rajesh kandimalla100% (2)
- Pesticide Formulation (AGCH 357)Document72 pagesPesticide Formulation (AGCH 357)Kaium Sau100% (1)
- Synperonic EthoxylatesDocument2 pagesSynperonic Ethoxylatesjacky ye100% (1)
- H-AC-0014 Leather Plastic Polish PDFDocument1 pageH-AC-0014 Leather Plastic Polish PDFWellington SilvaNo ratings yet
- TexCare SRN 100 and 170Document4 pagesTexCare SRN 100 and 170Nikesh Shah100% (1)
- 2015 Montan Waxes and Special Wax Blends For Car Polish Base Formulations enDocument11 pages2015 Montan Waxes and Special Wax Blends For Car Polish Base Formulations enMohsen Golmohammadi100% (1)
- Dishwashing LiquidDocument1 pageDishwashing Liquidmagdy100% (1)
- Glass CleanerDocument2 pagesGlass CleanerRafique PNo ratings yet
- Brochure Alcohol Ethox StepanDocument24 pagesBrochure Alcohol Ethox StepanMiguel Angel Diaz100% (2)
- Highlights in Colloid ScienceFrom EverandHighlights in Colloid ScienceDimo PlatikanovNo ratings yet
- Soap-Making Manual. A practical Handbook on the RControl in the modern Soap PlantFrom EverandSoap-Making Manual. A practical Handbook on the RControl in the modern Soap PlantRating: 5 out of 5 stars5/5 (2)
- Handbook of Vinyl FormulatingFrom EverandHandbook of Vinyl FormulatingRichard F GrossmanRating: 3 out of 5 stars3/5 (1)
- Value Chain Analysis of Organic Cotton Sub Sector in TanzaniaDocument15 pagesValue Chain Analysis of Organic Cotton Sub Sector in TanzaniaOchieng JustusNo ratings yet
- Parag Project On Parag Milk PDFDocument99 pagesParag Project On Parag Milk PDFAshish ChaubeyNo ratings yet
- 3d Mixed Conditionals IntermediateDocument3 pages3d Mixed Conditionals IntermediateTea JurasNo ratings yet
- Blüthgen & Klein (2011) Basic Appl EcolDocument10 pagesBlüthgen & Klein (2011) Basic Appl EcolCélio Moura NetoNo ratings yet
- Triomax CatalogueDocument61 pagesTriomax CatalogueraresionutNo ratings yet
- A 15-Minute Test Đề Số 1: I. Choose the best answerDocument9 pagesA 15-Minute Test Đề Số 1: I. Choose the best answerAS Ngọc ÁnhNo ratings yet
- Sop RB Ampath Resident PDFDocument2 pagesSop RB Ampath Resident PDFJimmyandAnusha DulyNo ratings yet
- Update To The Medium-Term Management Plan and The Results of The Group Strategy ReevaluationDocument38 pagesUpdate To The Medium-Term Management Plan and The Results of The Group Strategy ReevaluationprabathnilanNo ratings yet
- Pachacuti Inca YupanquiDocument2 pagesPachacuti Inca YupanquiFranciscoGonzalezNo ratings yet
- Phones 2017 PDFDocument161 pagesPhones 2017 PDFNuna VRNo ratings yet
- 三民 B1L4-7 - 教師卷Document13 pages三民 B1L4-7 - 教師卷aoNo ratings yet
- Aloe Arborescens - Alternative Cancer TreatmentsDocument5 pagesAloe Arborescens - Alternative Cancer Treatmentsjavier-oviedo100% (2)
- Wine Dinner MenuDocument1 pageWine Dinner MenueatlocalmenusNo ratings yet
- High Altitude Wetlands of PakistanDocument23 pagesHigh Altitude Wetlands of PakistanSyed Najam Khurshid100% (1)
- Bahasa Inggris: Notice Do Not Throw Trash in The ToiletDocument7 pagesBahasa Inggris: Notice Do Not Throw Trash in The Toiletstikesmuhammadiyah gombongNo ratings yet
- Lista Empresas Costa 2018Document23 pagesLista Empresas Costa 2018Yeimith NieblesNo ratings yet
- Optimizing The Row Spacing and Seeding Density To Improve Yield and Quality of SugarcaneDocument5 pagesOptimizing The Row Spacing and Seeding Density To Improve Yield and Quality of SugarcaneBiện Tuấn AnNo ratings yet
- Conservation AgricultureDocument241 pagesConservation AgriculturePriyanka Prabhakar75% (4)
- List of Tools, Equipment and Materials Agricultural Crops Production NC IiDocument2 pagesList of Tools, Equipment and Materials Agricultural Crops Production NC IiSheila Jane Dela Pena-Lasala0% (2)
- Daftar Siswa Kelas XDocument14 pagesDaftar Siswa Kelas XSugiati SugiatiNo ratings yet
- Menu 3Document6 pagesMenu 3Maria VivianiNo ratings yet
- Comma Practice Quiz With AnswersDocument3 pagesComma Practice Quiz With Answersapi-326069441No ratings yet
- Three Men in A Boat by Jerome K. Jerome Book PDFDocument44 pagesThree Men in A Boat by Jerome K. Jerome Book PDFTM CHAPHANANo ratings yet
- Asam Arakhidonat STZDocument6 pagesAsam Arakhidonat STZAlmas TNo ratings yet
- Everyday MannersDocument10 pagesEveryday MannersRandie Chadha'sNo ratings yet
- Everworld #4 Realm of The Reaper: K.A. ApplegateDocument111 pagesEverworld #4 Realm of The Reaper: K.A. Applegatefredhot16No ratings yet
- Connect 5 by Mohamed ArifaDocument16 pagesConnect 5 by Mohamed Arifasarasalamam57No ratings yet