Download as pdf or txt
You might also like
- Test Bank For Neebs Mental Health Nursing 5th by GormanDocument8 pagesTest Bank For Neebs Mental Health Nursing 5th by GormanWilliam Williams100% (33)
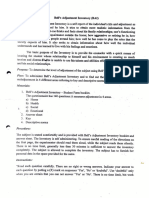
- Bells Adjustment Inventory MaterialsDocument13 pagesBells Adjustment Inventory MaterialsArpitha Rao100% (16)
- Performus X Series Dispensers: Operating ManualDocument26 pagesPerformus X Series Dispensers: Operating ManualGerardo Salazar100% (1)
- Fabric Building Assembly GuideDocument15 pagesFabric Building Assembly GuideWaqas Haider100% (1)
- Strategies 360, KOMO News Election PollingDocument56 pagesStrategies 360, KOMO News Election PollingAlfred Charles20% (5)
- Zelazny, Roger - Robert Sheckley - Bring Me The Head of Prince CharmingDocument170 pagesZelazny, Roger - Robert Sheckley - Bring Me The Head of Prince CharmingAral VorkosiganNo ratings yet
- P280 ManualDocument14 pagesP280 ManualzlatkozdihanNo ratings yet
- XR5 Data SheetDocument7 pagesXR5 Data SheetReeta DuttaNo ratings yet
- Thermal Spray Procedures For OHT Cage - Bearing PDFDocument12 pagesThermal Spray Procedures For OHT Cage - Bearing PDFalan gonzalezNo ratings yet
- Gelbart Course Notes Part 1Document24 pagesGelbart Course Notes Part 1Maciek K.No ratings yet
- David Dakota Blair - Impossible Paths in Langton's AntDocument19 pagesDavid Dakota Blair - Impossible Paths in Langton's AntIrokk100% (1)
- Friction and Wear of Ptfe Comp at Cry TempDocument10 pagesFriction and Wear of Ptfe Comp at Cry Tempa100acomNo ratings yet
- E04 Using Kalsi Seals in Washpipe AssembliesDocument17 pagesE04 Using Kalsi Seals in Washpipe AssembliesSuresh Kumar MittapalliNo ratings yet
- All PPEL-ADocument196 pagesAll PPEL-Ashoaib merchantNo ratings yet
- Racold Solar Etc - PresentationDocument19 pagesRacold Solar Etc - PresentationvijaisumNo ratings yet
- Seal Friction Parker SealsDocument6 pagesSeal Friction Parker SealsChristian MavarezNo ratings yet
- Rotek A22-105e2a Slew BearingDocument1 pageRotek A22-105e2a Slew BearingBimo Cungkring IINo ratings yet
- Canon ImageRUNNER 2318Document120 pagesCanon ImageRUNNER 2318Wam M Ndiyoi0% (1)
- The Maintenance of Extrusion PressesDocument7 pagesThe Maintenance of Extrusion PressesAjit KumarNo ratings yet
- Technical Service Manual: Model Number ChartDocument19 pagesTechnical Service Manual: Model Number ChartIván NavarroNo ratings yet
- Full Text 01Document86 pagesFull Text 01Anonymous bqj5ya0No ratings yet
- Mech Material 1 199 LogoDocument199 pagesMech Material 1 199 LogoSuchitKNo ratings yet
- Lapox Epoxy Resin l12 With Hardener K 6 1 1 KG PackingDocument2 pagesLapox Epoxy Resin l12 With Hardener K 6 1 1 KG PackingKarthick MuruganNo ratings yet
- Timken Seal Specification GuideDocument204 pagesTimken Seal Specification GuideRupesh DesaiNo ratings yet
- NewDealSeals O Ring Handbook 2014Document330 pagesNewDealSeals O Ring Handbook 2014aminivanNo ratings yet
- Shaft Details For INCH Lock NutsDocument4 pagesShaft Details For INCH Lock NutsKOMATSU SHOVELNo ratings yet
- IR2530 Pag112 PDFDocument336 pagesIR2530 Pag112 PDFDANIEL CRIADO REDONDONo ratings yet
- VMC1000IIPARTSLISTPL97Document105 pagesVMC1000IIPARTSLISTPL97Nica BogdanNo ratings yet
- Nitro Shock AbsorbersDocument18 pagesNitro Shock AbsorbersPavan KumarNo ratings yet
- Standard AbrasivesDocument64 pagesStandard AbrasivesjupmozNo ratings yet
- Kisssoft Tutorial 14 Compression SpringsDocument11 pagesKisssoft Tutorial 14 Compression SpringsNguyễnVănLăngNo ratings yet
- Pressure Transducer CatalogueDocument84 pagesPressure Transducer CatalogueMuhammad FahadNo ratings yet
- King Pin Mountinginstructions PDFDocument2 pagesKing Pin Mountinginstructions PDFPRASHANTHNo ratings yet
- A-313 - 98Document7 pagesA-313 - 98José Ramón GutierrezNo ratings yet
- 3M Selection GuideDocument4 pages3M Selection Guideechobravo1No ratings yet
- Flatteners and LevelersDocument6 pagesFlatteners and LevelersMajad RazakNo ratings yet
- AP CatalogDocument68 pagesAP CatalogAndres Cardona Mercado100% (1)
- VEM Permanent Magnet MotorsDocument40 pagesVEM Permanent Magnet MotorscochitoNo ratings yet
- On Cnczone: German Epoxy Granite Milling Machine Here'S An Awesome Project I Recently Heard AboutDocument10 pagesOn Cnczone: German Epoxy Granite Milling Machine Here'S An Awesome Project I Recently Heard AboutYamith GomezNo ratings yet
- Animal Shelter PDFDocument1 pageAnimal Shelter PDFSimu JemwaNo ratings yet
- FAST Value EngineeringDocument12 pagesFAST Value EngineeringgaganbihariNo ratings yet
- MBE3010 - Brakes and ClutchesDocument29 pagesMBE3010 - Brakes and ClutchesShafi NibrajNo ratings yet
- 5.0 Theory of Motorized Valve Actuator ControlsDocument20 pages5.0 Theory of Motorized Valve Actuator ControlsParameswararao BillaNo ratings yet
- Norton WeldingMetalFabCatalog 2011Document182 pagesNorton WeldingMetalFabCatalog 2011RSR_2K5364No ratings yet
- Fatigue Assessment Welded Structures Continuum Element Meshes 13Document15 pagesFatigue Assessment Welded Structures Continuum Element Meshes 13Ankur SaxenaNo ratings yet
- SWEDU-FundamentalsSWE SV 0Document42 pagesSWEDU-FundamentalsSWE SV 0gatoradeqazwsxNo ratings yet
- 7th Sem Mechanical Hydraulic Unit5 NotesDocument14 pages7th Sem Mechanical Hydraulic Unit5 Notesnikhiljm100% (1)
- How To Avoid Cracks in Thin Films During AnnealingDocument8 pagesHow To Avoid Cracks in Thin Films During AnnealingDr-naser MahmoudNo ratings yet
- Extruder ScrewsDocument7 pagesExtruder ScrewsShiven KapilNo ratings yet
- OptiStruct+Tutorial+11.0 SampleDocument10 pagesOptiStruct+Tutorial+11.0 Samplekspetsnaz100% (1)
- Rubber SealsDocument15 pagesRubber Sealssanbarun100% (2)
- Levelers: Internal Stress Coil Set Crossbow Edge Wave Center Buckle Flattening LevelingDocument4 pagesLevelers: Internal Stress Coil Set Crossbow Edge Wave Center Buckle Flattening LevelingangelokyoNo ratings yet
- Fit Tolerance For Plastic PartsDocument16 pagesFit Tolerance For Plastic PartsA_JANNESNo ratings yet
- Building Materials 3,4,5Document17 pagesBuilding Materials 3,4,5muthukumarNo ratings yet
- Living Hinge DesignDocument9 pagesLiving Hinge Designom.mauryaNo ratings yet
- Sealing SolutionsDocument21 pagesSealing Solutionssaravan1891No ratings yet
- Introduction To The Design of Cold-Formed SectionsDocument17 pagesIntroduction To The Design of Cold-Formed SectionssridevikoonathNo ratings yet
- Ribs & Structure DesignDocument17 pagesRibs & Structure DesignHemanth KathaNo ratings yet
- Mechanical Aspects of High Damping Rubber: March 1999Document8 pagesMechanical Aspects of High Damping Rubber: March 1999abdulghafrNo ratings yet
- Mechanical Aspects of High Damping Rubber: March 1999Document8 pagesMechanical Aspects of High Damping Rubber: March 1999abdulghafrNo ratings yet
- How to Make Electrical Machines: Containing Full Directions for Making Electrical Machines, Induction Coils, Dynamos, and Many Novel Toys to Be Worked by ElectricityFrom EverandHow to Make Electrical Machines: Containing Full Directions for Making Electrical Machines, Induction Coils, Dynamos, and Many Novel Toys to Be Worked by ElectricityNo ratings yet
- An 401-18 HP59306A Relay ActuatorDocument8 pagesAn 401-18 HP59306A Relay ActuatorzorkerNo ratings yet
- HP 35s Product SheetDocument2 pagesHP 35s Product SheetzorkerNo ratings yet
- Impedance Matching For 13.56 MHZ NFC Antennas Without VNADocument4 pagesImpedance Matching For 13.56 MHZ NFC Antennas Without VNAzorkerNo ratings yet
- South East Tools Catalog 2015Document164 pagesSouth East Tools Catalog 2015zorkerNo ratings yet
- Blueprint and Quiz Assignment - PortfolioDocument5 pagesBlueprint and Quiz Assignment - Portfolioapi-360838400No ratings yet
- Don M. Barry - Maintenance Parts Management Excellence - A Holistic Anatomy-CRC Press (2022)Document339 pagesDon M. Barry - Maintenance Parts Management Excellence - A Holistic Anatomy-CRC Press (2022)renangemino100% (2)
- Makadwan Nagda Ratlam Pipeline Project (MNRPL) Daily Progress ReportDocument8 pagesMakadwan Nagda Ratlam Pipeline Project (MNRPL) Daily Progress ReportSumit SinghNo ratings yet
- Development of The SATCC Standard SpecificationsDocument8 pagesDevelopment of The SATCC Standard SpecificationsLeevi Kakukuru100% (1)
- Research Into ICT Integration in Pakistan Secondaaary SchoolsDocument11 pagesResearch Into ICT Integration in Pakistan Secondaaary SchoolsKeshawn PaulNo ratings yet
- SUMMARY Ethical and PrivacyDocument8 pagesSUMMARY Ethical and Privacyisraa 20No ratings yet
- Spare Parts ListDocument14 pagesSpare Parts Listchaky212No ratings yet
- E Governance UPSC NotesDocument5 pagesE Governance UPSC NotesranbirkhanNo ratings yet
- Readings in The Philippine HistoryDocument16 pagesReadings in The Philippine HistoryNicole Bongon FloranzaNo ratings yet
- 7SR242 - Duobias Technical Manual Chapter 02 Settings, Configuration and InstrumentsDocument20 pages7SR242 - Duobias Technical Manual Chapter 02 Settings, Configuration and InstrumentsssNo ratings yet
- Purnanga Pranjal A4Document1 pagePurnanga Pranjal A4api-337625785No ratings yet
- Ict-Based Semi-Detailed Lesson PlanDocument22 pagesIct-Based Semi-Detailed Lesson Planejmsato00089No ratings yet
- 5V/-12V/-15V or Adjustable, High-Efficiency, Low I DC-DC InvertersDocument12 pages5V/-12V/-15V or Adjustable, High-Efficiency, Low I DC-DC InverterscarcavaNo ratings yet
- Design of PSC Superstructure PDFDocument168 pagesDesign of PSC Superstructure PDFBilal A BarbhuiyaNo ratings yet
- Science LPDocument8 pagesScience LPMadrigal, Jonabelle E.No ratings yet
- SpeakingDocument330 pagesSpeakingJolan MayaniNo ratings yet
- BE Semester-7 (Mechanical) Question Bank Subject Name:: Internal Combustion Engines (Ep-I)Document2 pagesBE Semester-7 (Mechanical) Question Bank Subject Name:: Internal Combustion Engines (Ep-I)Namra KhanNo ratings yet
- Science Form 1 - Chapter 2Document20 pagesScience Form 1 - Chapter 2Beevy GB85% (39)
- Saurabh SinghDocument26 pagesSaurabh SinghManish SharmaNo ratings yet
- A Feasibility Study of Chico (Manilkara Zapota) As A New Flavor of WineDocument16 pagesA Feasibility Study of Chico (Manilkara Zapota) As A New Flavor of WineKate BartoloNo ratings yet
- The Politic: Why Is The Pie Fallacy So Prevalent? Why Do So Many Even WellDocument3 pagesThe Politic: Why Is The Pie Fallacy So Prevalent? Why Do So Many Even WellEricWallachNo ratings yet
- Long Term Cushioning ProprietisDocument6 pagesLong Term Cushioning ProprietisJhooni SilvaNo ratings yet
- Emotion Detection of Autistic Children Using Support Vector Machine: A ReviewDocument4 pagesEmotion Detection of Autistic Children Using Support Vector Machine: A ReviewAnonymous izrFWiQ100% (2)
- 3M™ Oil Quality Test Strips 1004 and 1005: Product DescriptionDocument2 pages3M™ Oil Quality Test Strips 1004 and 1005: Product DescriptionkhalifapkNo ratings yet
- Unconventional ResourcesDocument8 pagesUnconventional ResourcesjuckyrNo ratings yet
- PV-KK Blast Valve - Product FamilyDocument2 pagesPV-KK Blast Valve - Product FamilyyousufbashaNo ratings yet
- 50 Sample Is T QB ProblemsDocument19 pages50 Sample Is T QB Problemssupermary405No ratings yet
- TWIDO To M221 SubsitutionDocument8 pagesTWIDO To M221 SubsitutionAlejandro Andres Muñoz EscobarNo ratings yet