Download as pdf or txt
You might also like
- Complaint - ConcubinageDocument3 pagesComplaint - Concubinagemagaabogasya88% (8)
- Lecithin Production and Utilization: B.F. SZUHAJ, Central Soya Company, Inc., PO Box 1400, Fort Wayne, IN 46802Document4 pagesLecithin Production and Utilization: B.F. SZUHAJ, Central Soya Company, Inc., PO Box 1400, Fort Wayne, IN 46802eaNo ratings yet
- Tall Oil Production and ProcessingDocument11 pagesTall Oil Production and Processinggauravjuyal1988No ratings yet
- Palm Oil RefiningDocument10 pagesPalm Oil Refiningharrison_sNo ratings yet
- A Compact Dual-Band Balanced Slot Antenna For LTE ApplicationsDocument4 pagesA Compact Dual-Band Balanced Slot Antenna For LTE ApplicationsArun KumarNo ratings yet
- PleadingsDocument231 pagesPleadingspit1xNo ratings yet
- Chapter 2.2 Soybean Oil Rev1Document35 pagesChapter 2.2 Soybean Oil Rev1Rathish RagooNo ratings yet
- 3-Andreotti Impianti - Refining PlantsDocument17 pages3-Andreotti Impianti - Refining Plantsel viajantexNo ratings yet
- Lurgi Deodorizing PDFDocument6 pagesLurgi Deodorizing PDFAnonymous 6Nt20xKNo ratings yet
- BiodieselDocument42 pagesBiodieselFachrurrozi IyunkNo ratings yet
- PRO R4 KellensDocument23 pagesPRO R4 Kellensharrysan69No ratings yet
- Fatty Esters: Che 321 Oleochemical TechnologyDocument26 pagesFatty Esters: Che 321 Oleochemical TechnologyMohd RafiqNo ratings yet
- Purifine 1Document3 pagesPurifine 1ricm152No ratings yet
- Clearing The Path in Fats and Oils Refining: Alfa Laval Degumming and Neutralization SolutionsDocument12 pagesClearing The Path in Fats and Oils Refining: Alfa Laval Degumming and Neutralization SolutionsXavi X Qunqi100% (1)
- ADRIANO-SALES - FIRJAM - Oleochemicals-from-Palm-Kernel-Oil Fatty Acid N Fatty Alkohol PDFDocument29 pagesADRIANO-SALES - FIRJAM - Oleochemicals-from-Palm-Kernel-Oil Fatty Acid N Fatty Alkohol PDFjayan perkasaNo ratings yet
- Screw Oil Press/ Oil Expeller: Dr. Hammad KhanDocument15 pagesScrew Oil Press/ Oil Expeller: Dr. Hammad KhanAhmadNo ratings yet
- Chapter 2 - Oil ExtractionDocument42 pagesChapter 2 - Oil Extractionsweetness820% (2)
- Desmet Ballestra GroupDocument25 pagesDesmet Ballestra GroupDesa MadukaraNo ratings yet
- Westfalia Edible Oil Industry Processing Lines RR 13-08-0033Document32 pagesWestfalia Edible Oil Industry Processing Lines RR 13-08-0033Azmi AhmadNo ratings yet
- Effect of Degumming Process On Physicochemical Properties of Sunflower Oil-Lamas y Col 2016Document6 pagesEffect of Degumming Process On Physicochemical Properties of Sunflower Oil-Lamas y Col 2016eugeniaNo ratings yet
- Ethanol ProductionDocument11 pagesEthanol ProductionAravind PVNo ratings yet
- Desodorizacion de Aceites y GrasasDocument15 pagesDesodorizacion de Aceites y GrasasFederico SanchezNo ratings yet
- Essential Rendering OperationsDocument21 pagesEssential Rendering OperationsMauricio GuanellaNo ratings yet
- Pumps and Cooling TowersDocument51 pagesPumps and Cooling TowersMikho SaligueNo ratings yet
- Desmet Purifine1Document3 pagesDesmet Purifine1ricm152No ratings yet
- Deguming PDFDocument62 pagesDeguming PDFLudovicoPeluche100% (1)
- Operation ManualDocument83 pagesOperation ManualAn Son100% (1)
- Degumming of OilDocument31 pagesDegumming of OilGOVIND KUMAR100% (2)
- Vakuumdestillation eDocument2 pagesVakuumdestillation ejesusNo ratings yet
- Deodorizer DetailsDocument19 pagesDeodorizer DetailsDinesh KumarNo ratings yet
- Deodorization - AOCS Lipid LibraryDocument19 pagesDeodorization - AOCS Lipid Librarytalhawasim100% (1)
- 1978 - Edible Oil DeodorizationDocument9 pages1978 - Edible Oil Deodorizationamin342100% (1)
- Quality Specification of Guarantiee Refinery LIPICODocument3 pagesQuality Specification of Guarantiee Refinery LIPICOhasantwinNo ratings yet
- Process Design Considerations For The Production of Ethanol From Corn Stover-FinalDocument19 pagesProcess Design Considerations For The Production of Ethanol From Corn Stover-FinalNikhil wadicharNo ratings yet
- Solvent Extraction Technology For Used Oil TreatmentDocument30 pagesSolvent Extraction Technology For Used Oil TreatmentGyra LuthmanaNo ratings yet
- 3.4 DeodorizationDocument33 pages3.4 DeodorizationLaila FaeizahNo ratings yet
- Edible Oils, Fat, and WaxesDocument37 pagesEdible Oils, Fat, and WaxesNur LaelahNo ratings yet
- Solvent ExtractionDocument20 pagesSolvent Extractionedison58100% (2)
- Solvent Extraction - Literature Review PDFDocument18 pagesSolvent Extraction - Literature Review PDFProcess EngineerNo ratings yet
- 1 - Presentation Genencor 2011 05 25Document120 pages1 - Presentation Genencor 2011 05 25Kannan RanganathanNo ratings yet
- The HyLubeDocument4 pagesThe HyLubeZahoor Hussain RanaNo ratings yet
- Hexane LossDocument6 pagesHexane LossIsrael AdikaNo ratings yet
- Pineno y Terpineol PDFDocument5 pagesPineno y Terpineol PDFLoreli SanchezNo ratings yet
- Poster-Refining of Edible OilDocument1 pagePoster-Refining of Edible OilAman PaulNo ratings yet
- Biodiesel Production by A Continuous Process Using Hetergenous CatalystDocument3 pagesBiodiesel Production by A Continuous Process Using Hetergenous Catalystdstar13No ratings yet
- Colorant in Raw SugarDocument13 pagesColorant in Raw SugarnghiNo ratings yet
- Glutomatic System: Operation ManualDocument36 pagesGlutomatic System: Operation ManualGonzalo MuleroNo ratings yet
- Spent Acid OverviewDocument2 pagesSpent Acid OverviewacckypenrynNo ratings yet
- Degumming Material BalanceDocument18 pagesDegumming Material BalanceSereneTan18_KLNo ratings yet
- Alfa VapDocument2 pagesAlfa Vapkresimir.mikoc9765No ratings yet
- Soap & Food ProcessingDocument17 pagesSoap & Food ProcessingGhazanfer AliNo ratings yet
- Proposal PPT 1Document10 pagesProposal PPT 1Zargul AmmaraNo ratings yet
- Flavor Chemistry CocoaDocument19 pagesFlavor Chemistry CocoaAlmir SilvaNo ratings yet
- Changes in Edible Fats and Oils During ProcessingDocument33 pagesChanges in Edible Fats and Oils During ProcessingAlair Pepe100% (1)
- LIPICODocument17 pagesLIPICOjonisusanto100% (1)
- Chemical Interesterification of Palm, Palm KernelDocument8 pagesChemical Interesterification of Palm, Palm KernelAfsoon QNetNo ratings yet
- DegummingDocument41 pagesDegummingTan Han Kiat100% (2)
- Process For Refining of Used Lubricating OilDocument8 pagesProcess For Refining of Used Lubricating OilSubrata Banerjee100% (2)
- Oils ProcessingDocument6 pagesOils ProcessingAlexNo ratings yet
- Edibls Oil and Fats TechnologyDocument20 pagesEdibls Oil and Fats TechnologyKhurram Shahzad100% (3)
- Solvent ExtractionDocument4 pagesSolvent ExtractiongeethikanayanaprabhaNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Comparison of Diesel and Petrol EnginesFrom EverandComparison of Diesel and Petrol EnginesRating: 2.5 out of 5 stars2.5/5 (3)
- 3-Andreotti Impianti - Refining PlantsDocument17 pages3-Andreotti Impianti - Refining Plantsel viajantexNo ratings yet
- PDF Reader Pro: What's NewDocument15 pagesPDF Reader Pro: What's Newel viajantexNo ratings yet
- Open Source GuidebookDocument77 pagesOpen Source Guidebookel viajantexNo ratings yet
- Fraccionamiento en SecoDocument1 pageFraccionamiento en Secoel viajantexNo ratings yet
- PDF Reader Pro: Quick Start GuideDocument27 pagesPDF Reader Pro: Quick Start Guideel viajantexNo ratings yet
- Agua y GasolinaDocument11 pagesAgua y Gasolinael viajantexNo ratings yet
- Clarian TonsilDocument1 pageClarian Tonsilel viajantexNo ratings yet
- A Picture Is Worth A Thousand Words:) : Open Source Dome For Everyone EverywhereDocument22 pagesA Picture Is Worth A Thousand Words:) : Open Source Dome For Everyone Everywhereel viajantexNo ratings yet
- Turbina Arquimedes PDFDocument6 pagesTurbina Arquimedes PDFel viajantexNo ratings yet
- FI 2015 Global OilseedDocument29 pagesFI 2015 Global Oilseedel viajantexNo ratings yet
- Gasolina ShogunDocument7 pagesGasolina ShogunLourdes CastilloNo ratings yet
- Quiz 3 Fin II - Parte 2Document3 pagesQuiz 3 Fin II - Parte 2RicardoNo ratings yet
- Contacts RGDocument9 pagesContacts RGRyan GillespieNo ratings yet
- Dnbs. 167 / CGM (OPA) - 2003 Dated March 29, 2003Document4 pagesDnbs. 167 / CGM (OPA) - 2003 Dated March 29, 2003Anonymous WkYgrDRNo ratings yet
- Paging RRRDocument153 pagesPaging RRRMark EmakhuNo ratings yet
- (Digest) Ang Yu Asuncion vs. CA, 238 Scra 602 (FCD)Document2 pages(Digest) Ang Yu Asuncion vs. CA, 238 Scra 602 (FCD)RexNo ratings yet
- Designing Organizational Structure: Specialization and CoordinationDocument47 pagesDesigning Organizational Structure: Specialization and CoordinationNil AydınNo ratings yet
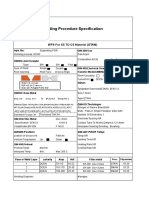
- Welding Procedure Specification: WPS For SS TO CS Material (GTAW)Document1 pageWelding Procedure Specification: WPS For SS TO CS Material (GTAW)Lipika GayenNo ratings yet
- Soliswatt Poly Module 310 330WDocument2 pagesSoliswatt Poly Module 310 330Wyu wongNo ratings yet
- ShrsDocument16 pagesShrsKevin Patel100% (1)
- Panasonic th-50c300k 50c300m 50c300s 50c300t 50c300xDocument38 pagesPanasonic th-50c300k 50c300m 50c300s 50c300t 50c300xalfauzulNo ratings yet
- 1210769.sustainability 14 10649 v2 - 3Document15 pages1210769.sustainability 14 10649 v2 - 3Jelena KilićNo ratings yet
- MPLAB X IDE Simple Tmperature SensorDocument13 pagesMPLAB X IDE Simple Tmperature SensorsivaNo ratings yet
- Great Ideas in Reversing The Tytera MD380 by Travis GoodspeedDocument48 pagesGreat Ideas in Reversing The Tytera MD380 by Travis GoodspeedmbozhoNo ratings yet
- Slide Mini Project GP 1Document22 pagesSlide Mini Project GP 1Adli SyafiqNo ratings yet
- Memory Hierarchy Design-AcaDocument15 pagesMemory Hierarchy Design-AcaGuruCharan SinghNo ratings yet
- PGDM Admissions Brochure Chennai 2021 23Document32 pagesPGDM Admissions Brochure Chennai 2021 23shahulNo ratings yet
- WATO EX 35 Specifications PDFDocument4 pagesWATO EX 35 Specifications PDFabobader2No ratings yet
- FlightbookingconfirmationDocument3 pagesFlightbookingconfirmationhassan1989No ratings yet
- Projects Synopsis: 1. Surendra Singh (08esmec104) 2. Surender Singh (08esmec102)Document7 pagesProjects Synopsis: 1. Surendra Singh (08esmec104) 2. Surender Singh (08esmec102)Hamza HebNo ratings yet
- Understanding MemoryDocument23 pagesUnderstanding MemoryAshok KumarNo ratings yet
- Multiple Choice Questions (MCQ) On Press Working - Page 2 of 2 - Scholarexpress2Document1 pageMultiple Choice Questions (MCQ) On Press Working - Page 2 of 2 - Scholarexpress2Prashant SinghNo ratings yet
- Adams v. City of Suffolk VA, 4th Cir. (1999)Document2 pagesAdams v. City of Suffolk VA, 4th Cir. (1999)Scribd Government DocsNo ratings yet
- Practical Examples On Database Management SystemsDocument9 pagesPractical Examples On Database Management SystemsReem Essam MohamedNo ratings yet
- Nordic TalesDocument8 pagesNordic TalesIrina PurdăNo ratings yet
- Info Iec62271-111 (Ed1.0) enDocument11 pagesInfo Iec62271-111 (Ed1.0) enrlaureanoNo ratings yet
- Course Syllabus in Accounting For Refresher 2Document8 pagesCourse Syllabus in Accounting For Refresher 2Sharon AnchetaNo ratings yet