Download as pdf or txt
You might also like
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 4 out of 5 stars4/5 (9)
- Interview Questions For QAQC MechanicalDocument33 pagesInterview Questions For QAQC MechanicalBalakumar95% (353)
- D0107 (2013-N) NES: Characteristic of Car Body Spot WeldsDocument8 pagesD0107 (2013-N) NES: Characteristic of Car Body Spot WeldsRicardo F.A.No ratings yet
- Welder Qualification and CertificationDocument5 pagesWelder Qualification and CertificationMohamed Ibrahim100% (2)
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Off-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderFrom EverandOff-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderRating: 5 out of 5 stars5/5 (2)
- M-001 - Materials Selection (Rev. 4, Aug. 2004)Document34 pagesM-001 - Materials Selection (Rev. 4, Aug. 2004)AliNaqviNo ratings yet
- BS 806 Boiler PipingDocument153 pagesBS 806 Boiler PipingAmrit Pal SinghNo ratings yet
- Welding Positions. Weld GuruDocument11 pagesWelding Positions. Weld GuruValli RajuNo ratings yet
- Welder Certification PDFDocument3 pagesWelder Certification PDFSivaratnam NavatharanNo ratings yet
- What Is A Welding CertificationDocument12 pagesWhat Is A Welding Certificationmjinspector100% (1)
- Welding Certifications and Welder Qualification Tests PDFDocument7 pagesWelding Certifications and Welder Qualification Tests PDFArjun JpNo ratings yet
- ASTM Welding Procedures A36 To A930Document22 pagesASTM Welding Procedures A36 To A930Israel Mojica MNo ratings yet
- Welder Essential Variables Explored and ExplainedDocument13 pagesWelder Essential Variables Explored and ExplainedTeerachai PruksapitakulNo ratings yet
- WELD-Aluminum TIG Welding Rods - Maine Welding CompanyDocument4 pagesWELD-Aluminum TIG Welding Rods - Maine Welding CompanypeterNo ratings yet
- How To Test Pipe FittingDocument6 pagesHow To Test Pipe FittingYaneYangNo ratings yet
- Index HTMLDocument2 pagesIndex HTMLCarlos PadillaNo ratings yet
- Weldguru Com Weld Types JointsDocument6 pagesWeldguru Com Weld Types Jointsm.shafqat naseemNo ratings yet
- Visual Welding Inspector Course TopicsDocument40 pagesVisual Welding Inspector Course TopicsJohn Dare100% (2)
- ASME B31.1 2018 (Inspection-Academy)Document31 pagesASME B31.1 2018 (Inspection-Academy)royal0% (1)
- Welding: Munther DiyabDocument113 pagesWelding: Munther DiyabMunther MohdNo ratings yet
- 9 Different Types of Welding Processes & Their AdvantagesDocument14 pages9 Different Types of Welding Processes & Their AdvantagesMohamedNo ratings yet
- ThesisDocument48 pagesThesismuhammad amir100% (1)
- Welding CertificatesDocument12 pagesWelding CertificatesABHISHEK DOLLENo ratings yet
- Introduction 2Document16 pagesIntroduction 2Mohamed HassanNo ratings yet
- Welding Standard Codes and Specialization and CertificationDocument12 pagesWelding Standard Codes and Specialization and CertificationOgundeyi JoshuaNo ratings yet
- Welding Symbols - Diagrams & Types - PERFECT POWER - Welders, Welding Wire, Welding Equipment, Accessories & GearDocument15 pagesWelding Symbols - Diagrams & Types - PERFECT POWER - Welders, Welding Wire, Welding Equipment, Accessories & GearPrince of Darkness nNo ratings yet
- Welding Procedure SpecificationDocument21 pagesWelding Procedure Specificationboypardede100% (9)
- Basic Welding GuideDocument71 pagesBasic Welding GuideIsac Newton100% (1)
- What Is Welding Inspector ?: DefinisiDocument20 pagesWhat Is Welding Inspector ?: DefinisiBagasAdiNugroho100% (1)
- Updated WMS - Welding of Duplex Stainless SteelDocument5 pagesUpdated WMS - Welding of Duplex Stainless Steelcameron toolseeNo ratings yet
- WIS5 Imperfections 2006 PDFDocument81 pagesWIS5 Imperfections 2006 PDFWatcharapong Puangthaisong100% (1)
- WpsDocument14 pagesWpsstanley100% (1)
- Brazing Copper To SteelDocument3 pagesBrazing Copper To SteelathulpcucekNo ratings yet
- Welding Documentation (BBX 10504) : C1: IntroductionDocument20 pagesWelding Documentation (BBX 10504) : C1: IntroductionAhnaf Fadhlur Rahman Bin Awang HanibNo ratings yet
- Field Welding InspectionDocument13 pagesField Welding InspectionkundanNo ratings yet
- 09 Welding Procedures and Qualifcations As Per ASME SEC IXDocument7 pages09 Welding Procedures and Qualifcations As Per ASME SEC IXvilukNo ratings yet
- Importance of Welding: QA/QC DepartmentDocument55 pagesImportance of Welding: QA/QC Departmentimran jamil0% (1)
- NAME 345 Welding TechnologyDocument14 pagesNAME 345 Welding TechnologyHR TusherNo ratings yet
- Weld Fit Up Inspection Employee TrainingDocument10 pagesWeld Fit Up Inspection Employee TrainingMohammad RizwanNo ratings yet
- Welder Qualification and Certification: What Is Certification? "Certification"Document22 pagesWelder Qualification and Certification: What Is Certification? "Certification"Pawan PatilNo ratings yet
- Field Welding Inspection GuideDocument15 pagesField Welding Inspection Guideranjit.rajappa19709872100% (19)
- Welders QualificationDocument22 pagesWelders QualificationSreedhar Patnaik.M100% (2)
- Weld Quality: Level 1-Chap 6Document102 pagesWeld Quality: Level 1-Chap 6joehodohNo ratings yet
- Welding Inspection PresentationDocument46 pagesWelding Inspection PresentationChristo Van Den Heever100% (1)
- Welding Quality Control: TopicsDocument26 pagesWelding Quality Control: TopicsKamarul NizamNo ratings yet
- WELD-Arc Welding Electrode Classification System - Maine Welding CompanyDocument5 pagesWELD-Arc Welding Electrode Classification System - Maine Welding CompanypeterNo ratings yet
- Weld Fit Up Inspection Employee TrainingDocument10 pagesWeld Fit Up Inspection Employee TrainingviswamanojNo ratings yet
- Welding Tips & Tricks: All you need to know about welding machines, welding helmets, and welding gogglesFrom EverandWelding Tips & Tricks: All you need to know about welding machines, welding helmets, and welding gogglesRating: 1 out of 5 stars1/5 (1)
- Hand Book For Steel Structure Quality Control on SiteFrom EverandHand Book For Steel Structure Quality Control on SiteNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- The Art of Sculpture Welding: From Concept to CreationFrom EverandThe Art of Sculpture Welding: From Concept to CreationNo ratings yet
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AFrom EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANo ratings yet
- Screwcutting in the Lathe for Home Machinists: Reference Handbook for Both Imperial and Metric ProjectsFrom EverandScrewcutting in the Lathe for Home Machinists: Reference Handbook for Both Imperial and Metric ProjectsNo ratings yet
- Geothermal Piping SelectionDocument38 pagesGeothermal Piping SelectionRajiv SanthanamNo ratings yet
- Geothermal Steam Water Separator Sizing For Optimising Power Plant CostDocument8 pagesGeothermal Steam Water Separator Sizing For Optimising Power Plant CostRajiv SanthanamNo ratings yet
- Application of An Isokinetic Probe For Steam Quality and Purity in Geothermal Energy. A Thesis PDFDocument4 pagesApplication of An Isokinetic Probe For Steam Quality and Purity in Geothermal Energy. A Thesis PDFRajiv SanthanamNo ratings yet
- Centrifugal Compressor Config-SelectionDocument44 pagesCentrifugal Compressor Config-SelectionRajiv Santhanam100% (2)
- Centrifugal Pump RotodynamicsDocument28 pagesCentrifugal Pump RotodynamicsRajiv SanthanamNo ratings yet
- IGCC For Power Generation: by Dr. D.N. Reddy, Director Er. K. Basu, Adviser Dr. V.K. Sethi, Research AdviserDocument25 pagesIGCC For Power Generation: by Dr. D.N. Reddy, Director Er. K. Basu, Adviser Dr. V.K. Sethi, Research AdviserRajiv SanthanamNo ratings yet
- Liquid Drainer PN16 / PN40: Forged SteelDocument14 pagesLiquid Drainer PN16 / PN40: Forged SteelErdincNo ratings yet
- Chapter01 PDFDocument12 pagesChapter01 PDFRanjanNo ratings yet
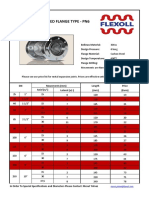
- Flexoll Price ListDocument10 pagesFlexoll Price ListRibhi HamdanNo ratings yet
- RT Film InterpretationDocument33 pagesRT Film Interpretationglazetm100% (8)
- Maintenance and Inspection ProceduresDocument24 pagesMaintenance and Inspection ProceduresNIKHILNo ratings yet
- Catalog: Consumable Welding ProductsDocument76 pagesCatalog: Consumable Welding ProductsNicole S. TeodoroNo ratings yet
- Exam Review: Prepared By: Date: DescriptionDocument17 pagesExam Review: Prepared By: Date: DescriptionMedaNo ratings yet
- Catalog Orbitalum Tube Cut-BevelDocument84 pagesCatalog Orbitalum Tube Cut-BevelAnonymous vF4wgBTdSbNo ratings yet
- Welding Procedures of Turbine Blades by Using ER 309L Austenitic Filler WireDocument8 pagesWelding Procedures of Turbine Blades by Using ER 309L Austenitic Filler Wireeko siswono100% (1)
- Brochure PDFDocument9 pagesBrochure PDFken silkNo ratings yet
- Scheme of Examination: B. TECH. (3 Semester) Mechanical EngineeringDocument144 pagesScheme of Examination: B. TECH. (3 Semester) Mechanical EngineeringNikhil Aggarwal0% (1)
- Ventilation GuideDocument223 pagesVentilation GuideCantir Dumitru100% (2)
- MECH 313 Engineering Drawing & Design: Lectures 12 and 13Document66 pagesMECH 313 Engineering Drawing & Design: Lectures 12 and 13RUBY_05No ratings yet
- Welding Theory Paper-1-1Document8 pagesWelding Theory Paper-1-1peace technicalNo ratings yet
- Introduction To NDT BasicDocument27 pagesIntroduction To NDT BasicAngela WalkerNo ratings yet
- SL 300A Weld Head Rev Operation ManualDocument78 pagesSL 300A Weld Head Rev Operation ManualsunhuynhNo ratings yet
- 2 Certification ActivitiesDocument4 pages2 Certification Activitiessuparna100% (1)
- Appendix 3 Example Report E9Document3 pagesAppendix 3 Example Report E9Laith SalmanNo ratings yet
- Filler Metal Data Handbook - CompleteDocument330 pagesFiller Metal Data Handbook - Completeessnelson100% (2)
- Uha 34Document934 pagesUha 34Chandra ShekarNo ratings yet
- Report WeldingDocument11 pagesReport WeldingSomasundaram SomanoNo ratings yet
- Rajeev Internship ReportDocument46 pagesRajeev Internship ReportrajivNo ratings yet
- Piping InterviewDocument9 pagesPiping Interviewsatyammmishra0101No ratings yet
- Welding ParametersDocument34 pagesWelding ParametersmilindNo ratings yet
- Sa 134Document6 pagesSa 134edisson_barreraNo ratings yet
- Gas WeldingDocument15 pagesGas WeldingAbhimanyuPradhanNo ratings yet
- GMAW Welding ParametersDocument32 pagesGMAW Welding Parametersnarutothunderjet216No ratings yet