Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5825)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- PC58UU-3 Partsbook PDFDocument374 pagesPC58UU-3 Partsbook PDFMbahdiro Kolenx100% (2)
- Parts Manual: S135XL, S155XL (S6.00XL, S7.00XL) (B024)Document698 pagesParts Manual: S135XL, S155XL (S6.00XL, S7.00XL) (B024)vitor rodrigues100% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Distributor-Type Diesel Fuel-Injection Pumps 2003 PDFDocument135 pagesDistributor-Type Diesel Fuel-Injection Pumps 2003 PDFGuilherme Leite JS91% (11)
- Cummins Part CatalogDocument19 pagesCummins Part CatalogChen Caroline100% (2)
- Technical Manual Powertech 8 1 L Diesel Engines Base Engine (366 507) 140Document150 pagesTechnical Manual Powertech 8 1 L Diesel Engines Base Engine (366 507) 140Nick Fuenmayor Antunez100% (1)
- A Computational Approach For The Unsteady Flow of Maxw - 2018 - Alexandria Engin PDFDocument8 pagesA Computational Approach For The Unsteady Flow of Maxw - 2018 - Alexandria Engin PDFJay KasodariyaNo ratings yet
- Numerical Evaluation of Wind Pressures On Flat Roofs With The I&C ModelDocument10 pagesNumerical Evaluation of Wind Pressures On Flat Roofs With The I&C ModelJay KasodariyaNo ratings yet
- Comparative Study On The Evaluation of Wind Load On Buildings Using Computational Fluid Dynamics and IS: 875 (Part-3)Document3 pagesComparative Study On The Evaluation of Wind Load On Buildings Using Computational Fluid Dynamics and IS: 875 (Part-3)Jay KasodariyaNo ratings yet
- Effect of Temperature On Wind Forces On Tall Building Using Numerical Approach - Computational Fluid Dynamics (CFD)Document6 pagesEffect of Temperature On Wind Forces On Tall Building Using Numerical Approach - Computational Fluid Dynamics (CFD)Jay KasodariyaNo ratings yet
- Pneumatic BikeDocument20 pagesPneumatic BikeAjithspykeNo ratings yet
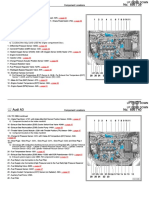
- 2.0+TDI+component+locationsDocument18 pages2.0+TDI+component+locationsalmir karahodzicNo ratings yet
- Aviation Fuels PDFDocument5 pagesAviation Fuels PDFTaylor RainesNo ratings yet
- Maintenance of Diesel EnginesDocument34 pagesMaintenance of Diesel Engines8276 Vipin KumarNo ratings yet
- Mazda OilDocument1 pageMazda OilCandace FrankNo ratings yet
- 宗申W190发动机说明书Document7 pages宗申W190发动机说明书tlpeterNo ratings yet
- 3CX-T-PC Precision Control (Servo) 9812/0010: ServiceDocument2 pages3CX-T-PC Precision Control (Servo) 9812/0010: ServiceRomanNo ratings yet
- AD830268 - Automotive AssyDocument519 pagesAD830268 - Automotive AssyVigneshVickeyNo ratings yet
- Catalogo PDFDocument646 pagesCatalogo PDFCesar Ruben Sosa100% (1)
- Part CatalougeDocument14 pagesPart CatalougeNikkikumar MaisuriyaNo ratings yet
- Parts Catalog: 0CR10-M32504ENDocument144 pagesParts Catalog: 0CR10-M32504ENmedelin spotNo ratings yet
- MAN Biogas EngineDocument16 pagesMAN Biogas EngineMuhammad rizkiNo ratings yet
- Tafe TrainingDocument20 pagesTafe TrainingDarshan Gajera100% (1)
- Cummins Marine Products Guide 2023Document140 pagesCummins Marine Products Guide 2023Application Engineer Jakson MarineNo ratings yet
- Factors Affecting ThrustDocument4 pagesFactors Affecting ThrustShabeer830100% (2)
- Manual de Motor Honda Civic Ex 2000Document63 pagesManual de Motor Honda Civic Ex 2000David Emmanuel Turcios CarrilloNo ratings yet
- Specifications: 1104E EngineDocument40 pagesSpecifications: 1104E EngineMohammed ElbadriNo ratings yet
- 42 2007 New EditionDocument43 pages42 2007 New EditionElisebarreNo ratings yet
- Yangdong Not EnabledDocument4 pagesYangdong Not EnabledalawiNo ratings yet
- WH713 1 WH714 1 WH714H 1 WH716 SN 395F70001-Up PDFDocument655 pagesWH713 1 WH714 1 WH714H 1 WH716 SN 395F70001-Up PDFdrmasster100% (1)
- Uk About Uk Inventions in The Mexican ContextDocument22 pagesUk About Uk Inventions in The Mexican ContextJoel RezaNo ratings yet
- Find SynonymsDocument2 pagesFind SynonymsWilderAlexanderMC100% (1)
- Training ReportDocument28 pagesTraining ReportjohnNo ratings yet
- Chevrolet 1980 LT Services - 6 E-F - Control Emisiones y EscapeDocument48 pagesChevrolet 1980 LT Services - 6 E-F - Control Emisiones y EscapeAdrian OliferukNo ratings yet
- Tad1651Ge: 16.12 Liter, In-Line 6 CylinderDocument2 pagesTad1651Ge: 16.12 Liter, In-Line 6 CylinderSze TimNo ratings yet