Download as pdf or txt
You might also like
- LNG Cooldown Stresses PipeDocument10 pagesLNG Cooldown Stresses Pipechemsac2100% (2)
- Medical Gas DesignDocument8 pagesMedical Gas Designwetchkrub100% (1)
- Stress Corrosion CrackingDocument2 pagesStress Corrosion CrackingrenatobellarosaNo ratings yet
- Nitric Acid ProductionDocument46 pagesNitric Acid Productionbotolwa80% (5)
- D7582 15 Proximate by Macro TGADocument9 pagesD7582 15 Proximate by Macro TGAcolorNo ratings yet
- Esab DublexDocument8 pagesEsab DublexSuphi YükselNo ratings yet
- Cladding & Overlay - Ni InstituteDocument24 pagesCladding & Overlay - Ni Institutesajid aslamNo ratings yet
- 06 VD Mee-Welding of Super Duplex Stainless SteelsDocument12 pages06 VD Mee-Welding of Super Duplex Stainless SteelsKareem AbdelazizNo ratings yet
- 06 VD Mee-Welding of Super Duplex Stainless Steels PDFDocument12 pages06 VD Mee-Welding of Super Duplex Stainless Steels PDFVishal Sparkle QE3No ratings yet
- Datasheet-Sandvik-254-Smo-En-V2021-04-22 18 - 35 Version 1Document10 pagesDatasheet-Sandvik-254-Smo-En-V2021-04-22 18 - 35 Version 1darioNo ratings yet
- Datasheet-Sandvik-Saf-2205-En-V2020-01-17 14 - 15 Version 1 PDFDocument15 pagesDatasheet-Sandvik-Saf-2205-En-V2020-01-17 14 - 15 Version 1 PDFDaniel GomezNo ratings yet
- Sub Marc WeldDocument4 pagesSub Marc WeldzhangjlNo ratings yet
- New Approach To Development and Manufacturing TechDocument6 pagesNew Approach To Development and Manufacturing Techpepe martinezNo ratings yet
- CuniDocument32 pagesCunikampit100% (1)
- Datasheet-Sandvik-27-31-4-Lcu-En-V2017-09-19 16 - 34 Version 1Document3 pagesDatasheet-Sandvik-27-31-4-Lcu-En-V2017-09-19 16 - 34 Version 1laz_kNo ratings yet
- Duplex Stainless Steels To Sulphide SCC++Document18 pagesDuplex Stainless Steels To Sulphide SCC++Enp JgcNo ratings yet
- VDM Alloy 926 Cronifer 1925 Hmo: Material Data Sheet No. 5002 February 2003 EditionDocument12 pagesVDM Alloy 926 Cronifer 1925 Hmo: Material Data Sheet No. 5002 February 2003 Editionrohitshukla23No ratings yet
- 1 2CrMo and CrMoV Profile Rev1Document23 pages1 2CrMo and CrMoV Profile Rev1Wael MansourNo ratings yet
- Giunzione e ManutenzioneDocument29 pagesGiunzione e Manutenzionerenhat parulian sitorusNo ratings yet
- Consumables For Duplex Stainless SteelDocument6 pagesConsumables For Duplex Stainless SteelMohamed FaragNo ratings yet
- Wire Electrode ShipbuildingDocument30 pagesWire Electrode ShipbuildingMuhammad BaqiNo ratings yet
- Norsok M-001 - Materials Selection GuidanceDocument29 pagesNorsok M-001 - Materials Selection GuidanceWalid LabidiNo ratings yet
- Cu Ni FabricationDocument28 pagesCu Ni FabricationAli Varmazyar100% (1)
- Daiko Product CatalogueDocument27 pagesDaiko Product Cataloguerajbujji478sdNo ratings yet
- B-62 2507 Rev 06Document5 pagesB-62 2507 Rev 06Shaik ShahNo ratings yet
- Pub 139 Copper Nickel Welding and Fabrication PDFDocument32 pagesPub 139 Copper Nickel Welding and Fabrication PDFG.SWAMI100% (1)
- EngineeringWithCladSteel2ndEd PDFDocument24 pagesEngineeringWithCladSteel2ndEd PDFUNIISCRIBDNo ratings yet
- 4 A Primer For Duplex Corrosion Solutions Presentation PDFDocument51 pages4 A Primer For Duplex Corrosion Solutions Presentation PDFAnonymous GE8mQqxNo ratings yet
- Dev Corrosion Abrasion Resisitant Overlay MenonCook 012415 PDFDocument19 pagesDev Corrosion Abrasion Resisitant Overlay MenonCook 012415 PDFunknown1711No ratings yet
- Corrosion Engineering For Marine Applications PDFDocument9 pagesCorrosion Engineering For Marine Applications PDFDhanasekaran ArumugamNo ratings yet
- Sandvik 2RE69: Austenitic Stainless SteelDocument4 pagesSandvik 2RE69: Austenitic Stainless SteelalexmontellNo ratings yet
- Corrosion Prevention and ProtectionDocument9 pagesCorrosion Prevention and ProtectionKyaw Kyaw AungNo ratings yet
- Datasheet-Saf-2205-En-V2021-09-23 08 - 17 Version 1Document15 pagesDatasheet-Saf-2205-En-V2021-09-23 08 - 17 Version 1Ade Indra WijayaNo ratings yet
- High Quality Products For Welding and CladdingDocument25 pagesHigh Quality Products For Welding and Claddingsanketpavi21100% (1)
- AVESTA How To Weld Duplex SteelDocument20 pagesAVESTA How To Weld Duplex SteelGMacella100% (1)
- Welding of CrMo Steels For Power Generation and Petrochemical ApplicationsDocument12 pagesWelding of CrMo Steels For Power Generation and Petrochemical ApplicationsDries Vandezande100% (1)
- UNS S32760 Superduplex Stainless Steel For Wet FGD Air Pollution SystemsDocument15 pagesUNS S32760 Superduplex Stainless Steel For Wet FGD Air Pollution SystemsdsoNo ratings yet
- Datasheet-Saf-2205-En-V2022-10-26 14 - 02 Version 1Document17 pagesDatasheet-Saf-2205-En-V2022-10-26 14 - 02 Version 1पवन द्विवेदीNo ratings yet
- Choice of Specifications and Design Codes For Duplex Stainless SteelsDocument12 pagesChoice of Specifications and Design Codes For Duplex Stainless SteelsRonald Leyva GiraldoNo ratings yet
- Welding of 2205 Duplex Stainless Steel PipesDocument5 pagesWelding of 2205 Duplex Stainless Steel PipesMarcelo Varejão CasarinNo ratings yet
- IIW, IX-H-736-11 DSS Welding DSS - Review of Current Recommendations 2011Document17 pagesIIW, IX-H-736-11 DSS Welding DSS - Review of Current Recommendations 2011Anonymous jlciIdX8q100% (1)
- Welding Technology Steelconstr - EngDocument32 pagesWelding Technology Steelconstr - EngLukman Tarigan SumatraNo ratings yet
- Stellite 21Document2 pagesStellite 21Mohsen ParpinchiNo ratings yet
- 02 Hilkes Gross Welding of CrMo Steels For Power Generation and Petrochemical ApplicationsDocument12 pages02 Hilkes Gross Welding of CrMo Steels For Power Generation and Petrochemical Applicationsivanmatijevic100% (1)
- Welding Duplex Stainless SteelDocument44 pagesWelding Duplex Stainless SteelTran Thanh HaoNo ratings yet
- Metrode Welding Duplex & Superduplex Stainless SteelsDocument18 pagesMetrode Welding Duplex & Superduplex Stainless SteelsClaudia Mms50% (2)
- High Temperature Steels in Pulverised Coal Technology - ccc234Document70 pagesHigh Temperature Steels in Pulverised Coal Technology - ccc234vnchromeNo ratings yet
- SANICRODocument20 pagesSANICROSantosh JayasavalNo ratings yet
- 22%Cr Duplex Stainless Steels: Astm Bs en & Din BS UNS Proprietary Alloys IncludeDocument7 pages22%Cr Duplex Stainless Steels: Astm Bs en & Din BS UNS Proprietary Alloys IncludeOnM deptNo ratings yet
- Duplex Stainless SteelsDocument24 pagesDuplex Stainless Steelsbhavesh nakumNo ratings yet
- Duplex Beaune 2010Document10 pagesDuplex Beaune 2010aliNo ratings yet
- Advance Vanadium Modified Steels For High Pressure Hydrogen ReactorsDocument7 pagesAdvance Vanadium Modified Steels For High Pressure Hydrogen ReactorsMatthieuNo ratings yet
- Corrosion Resistant OCTG and Bar For Sour Gas Service PDFDocument14 pagesCorrosion Resistant OCTG and Bar For Sour Gas Service PDFallouche_abdNo ratings yet
- HX-Mechanical Design StandardsDocument5 pagesHX-Mechanical Design StandardsDnyaneshwar GawandeNo ratings yet
- Paper No.: Case Study: Solving The Puzzle of 10-Inch Duplex Stainless Steel Flowline Weld FailureDocument13 pagesPaper No.: Case Study: Solving The Puzzle of 10-Inch Duplex Stainless Steel Flowline Weld FailurefrfparasNo ratings yet
- Production Technology Ch21Document16 pagesProduction Technology Ch21Nimmagadda BharathNo ratings yet
- Corus SHS Welding GuideDocument42 pagesCorus SHS Welding GuidesanggythaNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Presentation in Maintence of Heat ExchangersDocument16 pagesPresentation in Maintence of Heat ExchangersKareem AbdelazizNo ratings yet
- Asme Viii - Div.1 (2019) - Quality Control SystemDocument3 pagesAsme Viii - Div.1 (2019) - Quality Control SystemKareem AbdelazizNo ratings yet
- 28046E01Document72 pages28046E01Kareem AbdelazizNo ratings yet
- F (11-16) Requst For Renewal - Qualify WeldersDocument2 pagesF (11-16) Requst For Renewal - Qualify WeldersKareem AbdelazizNo ratings yet
- WPS P 011Document3 pagesWPS P 011Kareem AbdelazizNo ratings yet
- Kareem Ebraheem Abdelaziz: Welding QC EngineerDocument2 pagesKareem Ebraheem Abdelaziz: Welding QC EngineerKareem AbdelazizNo ratings yet
- Sumed - TK 01-2017 Rev 0Document4 pagesSumed - TK 01-2017 Rev 0Kareem AbdelazizNo ratings yet
- Company Specification: Piping and Piping Components of Line For Plants Assembling and Inspection of PipingDocument17 pagesCompany Specification: Piping and Piping Components of Line For Plants Assembling and Inspection of PipingKareem AbdelazizNo ratings yet
- Piping Classes: Company SpecificationDocument8 pagesPiping Classes: Company SpecificationKareem AbdelazizNo ratings yet
- Ayman Ayman Ayman Ayman Mohamed Mohamed Mohamed MohamedDocument4 pagesAyman Ayman Ayman Ayman Mohamed Mohamed Mohamed MohamedKareem AbdelazizNo ratings yet
- Radiographic Examination ReportDocument1 pageRadiographic Examination ReportKareem AbdelazizNo ratings yet
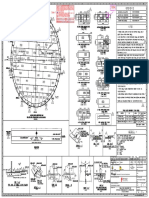
- 193201DVDAS5873 EXDE01 01 Bottom Plate Development For Off Spec Condensate Storage TankDocument1 page193201DVDAS5873 EXDE01 01 Bottom Plate Development For Off Spec Condensate Storage TankKareem AbdelazizNo ratings yet
- Catalog Soldamatic - SEABERYDocument11 pagesCatalog Soldamatic - SEABERYKareem AbdelazizNo ratings yet
- 1) Intro To MinitabDocument29 pages1) Intro To MinitabKareem AbdelazizNo ratings yet
- 06 VD Mee-Welding of Super Duplex Stainless SteelsDocument12 pages06 VD Mee-Welding of Super Duplex Stainless SteelsKareem AbdelazizNo ratings yet
- Pre-Feasibility Study ReportDocument77 pagesPre-Feasibility Study ReportAgnimitramNo ratings yet
- Atex MarkingDocument1 pageAtex Markinggangotri05No ratings yet
- Contango Oil & Gas Co. PresentationDocument18 pagesContango Oil & Gas Co. PresentationCale SmithNo ratings yet
- 1 s2.0 S2352484721014414 MainDocument39 pages1 s2.0 S2352484721014414 Main胡林炜No ratings yet
- Section 9 - ProppantsDocument18 pagesSection 9 - ProppantsIllimination Illuminated MinisatanNo ratings yet
- A 217Document1 pageA 217AnuranjanNo ratings yet
- Nonrenewable EnergyDocument50 pagesNonrenewable EnergyJulia WinNo ratings yet
- Hydrogen CompressorDocument10 pagesHydrogen CompressorRuchiraNo ratings yet
- TP 6101Document2 pagesTP 6101Roberto Sanchez ZapataNo ratings yet
- AICD Discussion - SelectionDocument5 pagesAICD Discussion - SelectionMarkus LandingtonNo ratings yet
- 5 Vitreous Carbon Mersen 04Document6 pages5 Vitreous Carbon Mersen 04abasakNo ratings yet
- Clean Hydrogen Production Methods by Sushant KumarDocument75 pagesClean Hydrogen Production Methods by Sushant KumarJohnny Villarroel100% (1)
- Super Critical Salient FeaturesDocument16 pagesSuper Critical Salient Featureshanumehrotra100% (1)
- TrainingDocument165 pagesTrainingmohsolehNo ratings yet
- Diesel Oil: HydrocarbonsDocument3 pagesDiesel Oil: Hydrocarbonssanjeev kumarNo ratings yet
- Management Discussion and Analysis ReportDocument9 pagesManagement Discussion and Analysis Reportchowamit88No ratings yet
- Small Modular Reactors For Enhancing Energy SecuriDocument28 pagesSmall Modular Reactors For Enhancing Energy SecuriTechZenNo ratings yet
- Experiences Implementing The Smart Furnace Control SystemDocument13 pagesExperiences Implementing The Smart Furnace Control SystemAdmon Automation100% (1)
- Jenbacher Type 6 Fs en Metric 2016Document2 pagesJenbacher Type 6 Fs en Metric 2016laiquz zamanNo ratings yet
- Dynetek Luxfer Container and Modules 2013 Rev 3Document40 pagesDynetek Luxfer Container and Modules 2013 Rev 3spbgcng.dnpNo ratings yet
- Precept 4 - Combined CycleDocument4 pagesPrecept 4 - Combined CycleAlessandro BalduzziNo ratings yet
- DR Daddy RuhiyatDocument16 pagesDR Daddy RuhiyatHilmawan FeunmulNo ratings yet
- Brock TurbulatorDocument36 pagesBrock TurbulatorhorstiillingNo ratings yet
- ASME Sec - VIII Recap, Tank GaugingDocument28 pagesASME Sec - VIII Recap, Tank GaugingCITRIX100% (1)
- CPB30503 Petrochemicals & Petroleum Refining Technology Experiment 2: Determination of API Gravity Full Lab ReportDocument9 pagesCPB30503 Petrochemicals & Petroleum Refining Technology Experiment 2: Determination of API Gravity Full Lab ReportSiti Hajar Mohamed67% (3)
- Major Projects NigeriaDocument16 pagesMajor Projects Nigeriafle92100% (1)