
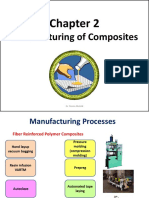
Manufacturing Method For Composites
Manufacturing Method For Composites
You might also like
- JSS1 First TermDocument23 pagesJSS1 First TermMubarak Zubair100% (1)
- DVS 2205 WeldingDocument46 pagesDVS 2205 Weldingseanyin50% (2)
- Okala PDFDocument42 pagesOkala PDFGOTTTEUFELNo ratings yet
- Hypalon 4085 Spec SheetDocument18 pagesHypalon 4085 Spec SheetpadrititaNo ratings yet
- Processing of Polymers and Composites: Lecture 19 - 08/03/2019Document12 pagesProcessing of Polymers and Composites: Lecture 19 - 08/03/2019MK SaravananNo ratings yet
- Frpmanufacturingmethods 151030103025 Lva1 App6891Document47 pagesFrpmanufacturingmethods 151030103025 Lva1 App6891ABeer AkNo ratings yet
- Processing of Polymers and Composites: Lecture 22 - 06/03/2020Document10 pagesProcessing of Polymers and Composites: Lecture 22 - 06/03/2020MK SaravananNo ratings yet
- Textile Composites III-composite MFGDocument10 pagesTextile Composites III-composite MFGYared FikreNo ratings yet
- FRP ProcessingDocument12 pagesFRP ProcessingJhaPraNo ratings yet
- CompositesDocument24 pagesCompositesjrevanthmaniNo ratings yet
- Manufacturing of Green CompositesDocument20 pagesManufacturing of Green CompositesShivansh ThakurNo ratings yet
- Alnx Composites Processes - 3aDocument13 pagesAlnx Composites Processes - 3aShruti SharmaNo ratings yet
- Manufacturing Techniques of FRP CompositesDocument34 pagesManufacturing Techniques of FRP Compositesanon_945096555No ratings yet
- MP 1 (11Th Lecture)Document40 pagesMP 1 (11Th Lecture)muhammad tariqNo ratings yet
- Unit IV Coating of Technical Textiles Coating TechniquesDocument55 pagesUnit IV Coating of Technical Textiles Coating TechniquesPandurang Pawar100% (1)
- TrosDocument14 pagesTrosyeabsira getachewNo ratings yet
- Manufacturing TechniquesDocument18 pagesManufacturing TechniqueskdasrkmsNo ratings yet
- Composite Manufacturing 101Document84 pagesComposite Manufacturing 101veljko100% (1)
- Procedures Practiced For Quality Control and Assurance in FusingDocument18 pagesProcedures Practiced For Quality Control and Assurance in FusingP. Lakshmanakanth100% (1)
- Chapter 07 - Rubber ProcessingDocument17 pagesChapter 07 - Rubber ProcessingMukaram AliNo ratings yet
- Vacuum Bag Forming and Pressure Bag FormingDocument18 pagesVacuum Bag Forming and Pressure Bag FormingaliNo ratings yet
- Bonding CompositeDocument210 pagesBonding CompositeDinesh KumarNo ratings yet
- Manufacturing MethodDocument9 pagesManufacturing MethodMr. SeventeenNo ratings yet
- Fabrication of Composite MaterialsDocument33 pagesFabrication of Composite MaterialsGaurav MauryaNo ratings yet
- Module 2Document54 pagesModule 2akash kumarNo ratings yet
- Processing of Polymers and Composites: Lecture 20 - 11/03/2019Document14 pagesProcessing of Polymers and Composites: Lecture 20 - 11/03/2019MK SaravananNo ratings yet
- Chapter 2 Manufacturing of CompositesDocument38 pagesChapter 2 Manufacturing of CompositesHelmi LandolsiNo ratings yet
- Comp 2Document7 pagesComp 2fan36078No ratings yet
- Mechanical Finishing of NonwovensDocument23 pagesMechanical Finishing of Nonwovensmahes_tex100% (1)
- Advance MF in ICMDocument11 pagesAdvance MF in ICMJhaPraNo ratings yet
- Functions of A Matrix: 1.holds The Fibres Together. 2.protects The Fibres From EnvironmentDocument45 pagesFunctions of A Matrix: 1.holds The Fibres Together. 2.protects The Fibres From EnvironmentNaveen NaviNo ratings yet
- Matrix MaterialDocument51 pagesMatrix MaterialA-13-M Ibrahim OMARNo ratings yet
- Processing of Polymers and Composites: Lecture 18 - 04/03/2019Document24 pagesProcessing of Polymers and Composites: Lecture 18 - 04/03/2019MK SaravananNo ratings yet
- Fusing TechnologyDocument59 pagesFusing TechnologyShreyasiSaxena100% (2)
- Composite Manufacturing ProcessesDocument20 pagesComposite Manufacturing ProcessesNiranjanBandaNo ratings yet
- Kamleshjakahr 170227155414Document20 pagesKamleshjakahr 170227155414Salman FarisNo ratings yet
- Processing of Polymers and CompositesDocument23 pagesProcessing of Polymers and CompositesMK SaravananNo ratings yet
- Fabrication of Composite Bumper 7.1 Manufacturing ProcessDocument5 pagesFabrication of Composite Bumper 7.1 Manufacturing ProcessJagadeeswaran RaviNo ratings yet
- Material Study About FCRPDocument51 pagesMaterial Study About FCRPABeer AkNo ratings yet
- 02 Multilayercompositefilms 110322072335 Phpapp02Document48 pages02 Multilayercompositefilms 110322072335 Phpapp02naveenjeswaniNo ratings yet
- Processing of Polymers and Composites: Lecture 23 - 09/03/2020Document9 pagesProcessing of Polymers and Composites: Lecture 23 - 09/03/2020MK SaravananNo ratings yet
- Composites6 TH SemDocument30 pagesComposites6 TH SemAbhishek BhalchandraNo ratings yet
- Mechanical FinishingDocument23 pagesMechanical Finishingmahes_texNo ratings yet
- Types of Composite ManufacturingDocument42 pagesTypes of Composite Manufacturingu2b11517100% (2)
- Design of CPP Manufacturing Plant and Study Its DefectsDocument33 pagesDesign of CPP Manufacturing Plant and Study Its DefectsSid sidNo ratings yet
- Alternative Methods of JoiningDocument24 pagesAlternative Methods of JoiningNirob Abrar Nishat100% (1)
- EBB 427 (8) Pre-Preg HazizanDocument13 pagesEBB 427 (8) Pre-Preg HazizanTermmy TeoNo ratings yet
- Design of CPP Manufacturing Plant and Study Its DefectsDocument33 pagesDesign of CPP Manufacturing Plant and Study Its DefectsAbdullah AbbasNo ratings yet
- Spmejury FusingDocument13 pagesSpmejury FusingSuman Kumar100% (2)
- Plastics: ThermoformingDocument36 pagesPlastics: ThermoformingMahesh KarpeNo ratings yet
- Subject: Basic Technology Topic: Processing of Materials Sub-Topic: Plastic and Rubber Class: Jss 3Document34 pagesSubject: Basic Technology Topic: Processing of Materials Sub-Topic: Plastic and Rubber Class: Jss 3Abdulrahman IbrahimNo ratings yet
- Mechanical Finishing of NonwovensDocument23 pagesMechanical Finishing of Nonwovensmahes_tex100% (1)
- 02 Extrusion of TubularDocument47 pages02 Extrusion of TubularNguyên CátNo ratings yet
- Dip MouldingDocument25 pagesDip MouldingAbhijeet Agarwal100% (2)
- Interlining & FusingDocument48 pagesInterlining & Fusingnift100% (3)
- Manufacturing Process of PMCDocument23 pagesManufacturing Process of PMCashish mishra100% (1)
- Unit - VDocument27 pagesUnit - VPrakash RNo ratings yet
- Extrusion of Blown Film: Josip MauričDocument47 pagesExtrusion of Blown Film: Josip MauričnamNo ratings yet
- Extrusion of Blown Film: Josip MauričDocument47 pagesExtrusion of Blown Film: Josip MauričnamNo ratings yet
- Flat Film Forming: Andrew Leithead Chris Barr Nick AntonakosDocument32 pagesFlat Film Forming: Andrew Leithead Chris Barr Nick AntonakosHOANGVUNL1988No ratings yet
- Thermoforming 1Document94 pagesThermoforming 1Average GuyNo ratings yet
- Fabrication C3Document34 pagesFabrication C3MunirahNo ratings yet
- Measures of Traffic PerformanceDocument1 pageMeasures of Traffic PerformancetpmendozaNo ratings yet
- Development Sequence of Passenger and Commercial Vehicle Transmissions.Document1 pageDevelopment Sequence of Passenger and Commercial Vehicle Transmissions.tpmendozaNo ratings yet
- Contraction Joint TypesDocument1 pageContraction Joint TypestpmendozaNo ratings yet
- Effective Temperature Scale. Men StrippedDocument1 pageEffective Temperature Scale. Men StrippedtpmendozaNo ratings yet
- Wear Failure AnalysisDocument1 pageWear Failure AnalysistpmendozaNo ratings yet
- Coefficientes For Calculating Heat Flow Into Mine AirwaysDocument1 pageCoefficientes For Calculating Heat Flow Into Mine AirwaystpmendozaNo ratings yet
- The Failure Analysis and Troubleshooting System 5: Design and Specification ResponsibilityDocument1 pageThe Failure Analysis and Troubleshooting System 5: Design and Specification ResponsibilitytpmendozaNo ratings yet
- Erection of TurbineDocument73 pagesErection of TurbineNipun PharliaNo ratings yet
- OGA - Chemical Series - Soda Ash Market Outlook 2019-2025Document20 pagesOGA - Chemical Series - Soda Ash Market Outlook 2019-2025ambarish ramNo ratings yet
- Centralizer & Spacer Systems: For The Drilling & Civil Construction IndustriesDocument3 pagesCentralizer & Spacer Systems: For The Drilling & Civil Construction IndustrieslsatchithananthanNo ratings yet
- Catalogo S15 PDFDocument25 pagesCatalogo S15 PDFJaime ZzaaNo ratings yet
- Pen Holder SHSDocument16 pagesPen Holder SHSabhijeetbose1No ratings yet
- Removable AssignmentDocument12 pagesRemovable AssignmentFairouzNo ratings yet
- Fibres PPT 5 - Ncert QuestionsDocument13 pagesFibres PPT 5 - Ncert Questionsrajesh duaNo ratings yet
- Axalta Coathylene Masterbatch FlyerDocument3 pagesAxalta Coathylene Masterbatch FlyerdiamondicemxNo ratings yet
- Adhesives and Glues Technology BookDocument12 pagesAdhesives and Glues Technology BookprimerdomeNo ratings yet
- Study On Mechanical Behaviour of Banana Fiber Reinforced Epoxy CompositesDocument30 pagesStudy On Mechanical Behaviour of Banana Fiber Reinforced Epoxy Compositespramo_dassNo ratings yet
- Polymer ScienceDocument101 pagesPolymer SciencereddyNo ratings yet
- 0 - Grace's ProjectDocument43 pages0 - Grace's ProjectGrace KujeNo ratings yet
- Some Alternatives For Classic Thermopolymerisable Acrylic DenturesDocument4 pagesSome Alternatives For Classic Thermopolymerisable Acrylic DenturesLisa Purnia CahyaniNo ratings yet
- Material Science ContentDocument24 pagesMaterial Science ContentHoongNo ratings yet
- The Cost of Automotive Polymer CompositesDocument47 pagesThe Cost of Automotive Polymer CompositesIlija Bozovic100% (1)
- Dual Laminate Piping HandbookDocument46 pagesDual Laminate Piping Handbookchemy5No ratings yet
- Manual Bombas SandPiper S20Document24 pagesManual Bombas SandPiper S20Rodrigo F MNo ratings yet
- Fabric Manufacturing - IV NonwovensDocument112 pagesFabric Manufacturing - IV NonwovensMubashir ZulfiqarNo ratings yet
- 2002 Morgan PressDocument7 pages2002 Morgan PressNaveen PadmanabhanNo ratings yet
- FM Approvals CN 1613Document0 pagesFM Approvals CN 1613Marcelo PeixotoNo ratings yet
- Polymer Matrix Composites (PMC) - PowerPoint PPT PresentationDocument23 pagesPolymer Matrix Composites (PMC) - PowerPoint PPT Presentationcuma mencobaNo ratings yet
- Answers To End-Of-Chapter Questions For Chapter 16, PolymersDocument2 pagesAnswers To End-Of-Chapter Questions For Chapter 16, PolymersAliNo ratings yet
- App Note PCB vs. PBT vs. Urea Comparison PDFDocument3 pagesApp Note PCB vs. PBT vs. Urea Comparison PDFcatiav5r18No ratings yet
- Plastic Recycling: Science Progress February 2007Document25 pagesPlastic Recycling: Science Progress February 2007Mohammed Mostafa El HaddadNo ratings yet
- Material ComparisonDocument21 pagesMaterial ComparisonGauthamSarangNo ratings yet
- Project Report For UNOKEM - Unokem Resins Pvt. Ltd.Document31 pagesProject Report For UNOKEM - Unokem Resins Pvt. Ltd.Rahul PancholiNo ratings yet
- Total Polymer Consumption in Automobile Sector in Pune Region Appl Industries Pune MarketingDocument57 pagesTotal Polymer Consumption in Automobile Sector in Pune Region Appl Industries Pune MarketingMustafa S TajaniNo ratings yet
































































































Download as pdf or txt
You might also like
- JSS1 First TermDocument23 pagesJSS1 First TermMubarak Zubair100% (1)
- DVS 2205 WeldingDocument46 pagesDVS 2205 Weldingseanyin50% (2)
- Okala PDFDocument42 pagesOkala PDFGOTTTEUFELNo ratings yet
- Hypalon 4085 Spec SheetDocument18 pagesHypalon 4085 Spec SheetpadrititaNo ratings yet
- Processing of Polymers and Composites: Lecture 19 - 08/03/2019Document12 pagesProcessing of Polymers and Composites: Lecture 19 - 08/03/2019MK SaravananNo ratings yet
- Frpmanufacturingmethods 151030103025 Lva1 App6891Document47 pagesFrpmanufacturingmethods 151030103025 Lva1 App6891ABeer AkNo ratings yet
- Processing of Polymers and Composites: Lecture 22 - 06/03/2020Document10 pagesProcessing of Polymers and Composites: Lecture 22 - 06/03/2020MK SaravananNo ratings yet
- Textile Composites III-composite MFGDocument10 pagesTextile Composites III-composite MFGYared FikreNo ratings yet
- FRP ProcessingDocument12 pagesFRP ProcessingJhaPraNo ratings yet
- CompositesDocument24 pagesCompositesjrevanthmaniNo ratings yet
- Manufacturing of Green CompositesDocument20 pagesManufacturing of Green CompositesShivansh ThakurNo ratings yet
- Alnx Composites Processes - 3aDocument13 pagesAlnx Composites Processes - 3aShruti SharmaNo ratings yet
- Manufacturing Techniques of FRP CompositesDocument34 pagesManufacturing Techniques of FRP Compositesanon_945096555No ratings yet
- MP 1 (11Th Lecture)Document40 pagesMP 1 (11Th Lecture)muhammad tariqNo ratings yet
- Unit IV Coating of Technical Textiles Coating TechniquesDocument55 pagesUnit IV Coating of Technical Textiles Coating TechniquesPandurang Pawar100% (1)
- TrosDocument14 pagesTrosyeabsira getachewNo ratings yet
- Manufacturing TechniquesDocument18 pagesManufacturing TechniqueskdasrkmsNo ratings yet
- Composite Manufacturing 101Document84 pagesComposite Manufacturing 101veljko100% (1)
- Procedures Practiced For Quality Control and Assurance in FusingDocument18 pagesProcedures Practiced For Quality Control and Assurance in FusingP. Lakshmanakanth100% (1)
- Chapter 07 - Rubber ProcessingDocument17 pagesChapter 07 - Rubber ProcessingMukaram AliNo ratings yet
- Vacuum Bag Forming and Pressure Bag FormingDocument18 pagesVacuum Bag Forming and Pressure Bag FormingaliNo ratings yet
- Bonding CompositeDocument210 pagesBonding CompositeDinesh KumarNo ratings yet
- Manufacturing MethodDocument9 pagesManufacturing MethodMr. SeventeenNo ratings yet
- Fabrication of Composite MaterialsDocument33 pagesFabrication of Composite MaterialsGaurav MauryaNo ratings yet
- Module 2Document54 pagesModule 2akash kumarNo ratings yet
- Processing of Polymers and Composites: Lecture 20 - 11/03/2019Document14 pagesProcessing of Polymers and Composites: Lecture 20 - 11/03/2019MK SaravananNo ratings yet
- Chapter 2 Manufacturing of CompositesDocument38 pagesChapter 2 Manufacturing of CompositesHelmi LandolsiNo ratings yet
- Comp 2Document7 pagesComp 2fan36078No ratings yet
- Mechanical Finishing of NonwovensDocument23 pagesMechanical Finishing of Nonwovensmahes_tex100% (1)
- Advance MF in ICMDocument11 pagesAdvance MF in ICMJhaPraNo ratings yet
- Functions of A Matrix: 1.holds The Fibres Together. 2.protects The Fibres From EnvironmentDocument45 pagesFunctions of A Matrix: 1.holds The Fibres Together. 2.protects The Fibres From EnvironmentNaveen NaviNo ratings yet
- Matrix MaterialDocument51 pagesMatrix MaterialA-13-M Ibrahim OMARNo ratings yet
- Processing of Polymers and Composites: Lecture 18 - 04/03/2019Document24 pagesProcessing of Polymers and Composites: Lecture 18 - 04/03/2019MK SaravananNo ratings yet
- Fusing TechnologyDocument59 pagesFusing TechnologyShreyasiSaxena100% (2)
- Composite Manufacturing ProcessesDocument20 pagesComposite Manufacturing ProcessesNiranjanBandaNo ratings yet
- Kamleshjakahr 170227155414Document20 pagesKamleshjakahr 170227155414Salman FarisNo ratings yet
- Processing of Polymers and CompositesDocument23 pagesProcessing of Polymers and CompositesMK SaravananNo ratings yet
- Fabrication of Composite Bumper 7.1 Manufacturing ProcessDocument5 pagesFabrication of Composite Bumper 7.1 Manufacturing ProcessJagadeeswaran RaviNo ratings yet
- Material Study About FCRPDocument51 pagesMaterial Study About FCRPABeer AkNo ratings yet
- 02 Multilayercompositefilms 110322072335 Phpapp02Document48 pages02 Multilayercompositefilms 110322072335 Phpapp02naveenjeswaniNo ratings yet
- Processing of Polymers and Composites: Lecture 23 - 09/03/2020Document9 pagesProcessing of Polymers and Composites: Lecture 23 - 09/03/2020MK SaravananNo ratings yet
- Composites6 TH SemDocument30 pagesComposites6 TH SemAbhishek BhalchandraNo ratings yet
- Mechanical FinishingDocument23 pagesMechanical Finishingmahes_texNo ratings yet
- Types of Composite ManufacturingDocument42 pagesTypes of Composite Manufacturingu2b11517100% (2)
- Design of CPP Manufacturing Plant and Study Its DefectsDocument33 pagesDesign of CPP Manufacturing Plant and Study Its DefectsSid sidNo ratings yet
- Alternative Methods of JoiningDocument24 pagesAlternative Methods of JoiningNirob Abrar Nishat100% (1)
- EBB 427 (8) Pre-Preg HazizanDocument13 pagesEBB 427 (8) Pre-Preg HazizanTermmy TeoNo ratings yet
- Design of CPP Manufacturing Plant and Study Its DefectsDocument33 pagesDesign of CPP Manufacturing Plant and Study Its DefectsAbdullah AbbasNo ratings yet
- Spmejury FusingDocument13 pagesSpmejury FusingSuman Kumar100% (2)
- Plastics: ThermoformingDocument36 pagesPlastics: ThermoformingMahesh KarpeNo ratings yet
- Subject: Basic Technology Topic: Processing of Materials Sub-Topic: Plastic and Rubber Class: Jss 3Document34 pagesSubject: Basic Technology Topic: Processing of Materials Sub-Topic: Plastic and Rubber Class: Jss 3Abdulrahman IbrahimNo ratings yet
- Mechanical Finishing of NonwovensDocument23 pagesMechanical Finishing of Nonwovensmahes_tex100% (1)
- 02 Extrusion of TubularDocument47 pages02 Extrusion of TubularNguyên CátNo ratings yet
- Dip MouldingDocument25 pagesDip MouldingAbhijeet Agarwal100% (2)
- Interlining & FusingDocument48 pagesInterlining & Fusingnift100% (3)
- Manufacturing Process of PMCDocument23 pagesManufacturing Process of PMCashish mishra100% (1)
- Unit - VDocument27 pagesUnit - VPrakash RNo ratings yet
- Extrusion of Blown Film: Josip MauričDocument47 pagesExtrusion of Blown Film: Josip MauričnamNo ratings yet
- Extrusion of Blown Film: Josip MauričDocument47 pagesExtrusion of Blown Film: Josip MauričnamNo ratings yet
- Flat Film Forming: Andrew Leithead Chris Barr Nick AntonakosDocument32 pagesFlat Film Forming: Andrew Leithead Chris Barr Nick AntonakosHOANGVUNL1988No ratings yet
- Thermoforming 1Document94 pagesThermoforming 1Average GuyNo ratings yet
- Fabrication C3Document34 pagesFabrication C3MunirahNo ratings yet
- Measures of Traffic PerformanceDocument1 pageMeasures of Traffic PerformancetpmendozaNo ratings yet
- Development Sequence of Passenger and Commercial Vehicle Transmissions.Document1 pageDevelopment Sequence of Passenger and Commercial Vehicle Transmissions.tpmendozaNo ratings yet
- Contraction Joint TypesDocument1 pageContraction Joint TypestpmendozaNo ratings yet
- Effective Temperature Scale. Men StrippedDocument1 pageEffective Temperature Scale. Men StrippedtpmendozaNo ratings yet
- Wear Failure AnalysisDocument1 pageWear Failure AnalysistpmendozaNo ratings yet
- Coefficientes For Calculating Heat Flow Into Mine AirwaysDocument1 pageCoefficientes For Calculating Heat Flow Into Mine AirwaystpmendozaNo ratings yet
- The Failure Analysis and Troubleshooting System 5: Design and Specification ResponsibilityDocument1 pageThe Failure Analysis and Troubleshooting System 5: Design and Specification ResponsibilitytpmendozaNo ratings yet
- Erection of TurbineDocument73 pagesErection of TurbineNipun PharliaNo ratings yet
- OGA - Chemical Series - Soda Ash Market Outlook 2019-2025Document20 pagesOGA - Chemical Series - Soda Ash Market Outlook 2019-2025ambarish ramNo ratings yet
- Centralizer & Spacer Systems: For The Drilling & Civil Construction IndustriesDocument3 pagesCentralizer & Spacer Systems: For The Drilling & Civil Construction IndustrieslsatchithananthanNo ratings yet
- Catalogo S15 PDFDocument25 pagesCatalogo S15 PDFJaime ZzaaNo ratings yet
- Pen Holder SHSDocument16 pagesPen Holder SHSabhijeetbose1No ratings yet
- Removable AssignmentDocument12 pagesRemovable AssignmentFairouzNo ratings yet
- Fibres PPT 5 - Ncert QuestionsDocument13 pagesFibres PPT 5 - Ncert Questionsrajesh duaNo ratings yet
- Axalta Coathylene Masterbatch FlyerDocument3 pagesAxalta Coathylene Masterbatch FlyerdiamondicemxNo ratings yet
- Adhesives and Glues Technology BookDocument12 pagesAdhesives and Glues Technology BookprimerdomeNo ratings yet
- Study On Mechanical Behaviour of Banana Fiber Reinforced Epoxy CompositesDocument30 pagesStudy On Mechanical Behaviour of Banana Fiber Reinforced Epoxy Compositespramo_dassNo ratings yet
- Polymer ScienceDocument101 pagesPolymer SciencereddyNo ratings yet
- 0 - Grace's ProjectDocument43 pages0 - Grace's ProjectGrace KujeNo ratings yet
- Some Alternatives For Classic Thermopolymerisable Acrylic DenturesDocument4 pagesSome Alternatives For Classic Thermopolymerisable Acrylic DenturesLisa Purnia CahyaniNo ratings yet
- Material Science ContentDocument24 pagesMaterial Science ContentHoongNo ratings yet
- The Cost of Automotive Polymer CompositesDocument47 pagesThe Cost of Automotive Polymer CompositesIlija Bozovic100% (1)
- Dual Laminate Piping HandbookDocument46 pagesDual Laminate Piping Handbookchemy5No ratings yet
- Manual Bombas SandPiper S20Document24 pagesManual Bombas SandPiper S20Rodrigo F MNo ratings yet
- Fabric Manufacturing - IV NonwovensDocument112 pagesFabric Manufacturing - IV NonwovensMubashir ZulfiqarNo ratings yet
- 2002 Morgan PressDocument7 pages2002 Morgan PressNaveen PadmanabhanNo ratings yet
- FM Approvals CN 1613Document0 pagesFM Approvals CN 1613Marcelo PeixotoNo ratings yet
- Polymer Matrix Composites (PMC) - PowerPoint PPT PresentationDocument23 pagesPolymer Matrix Composites (PMC) - PowerPoint PPT Presentationcuma mencobaNo ratings yet
- Answers To End-Of-Chapter Questions For Chapter 16, PolymersDocument2 pagesAnswers To End-Of-Chapter Questions For Chapter 16, PolymersAliNo ratings yet
- App Note PCB vs. PBT vs. Urea Comparison PDFDocument3 pagesApp Note PCB vs. PBT vs. Urea Comparison PDFcatiav5r18No ratings yet
- Plastic Recycling: Science Progress February 2007Document25 pagesPlastic Recycling: Science Progress February 2007Mohammed Mostafa El HaddadNo ratings yet
- Material ComparisonDocument21 pagesMaterial ComparisonGauthamSarangNo ratings yet
- Project Report For UNOKEM - Unokem Resins Pvt. Ltd.Document31 pagesProject Report For UNOKEM - Unokem Resins Pvt. Ltd.Rahul PancholiNo ratings yet
- Total Polymer Consumption in Automobile Sector in Pune Region Appl Industries Pune MarketingDocument57 pagesTotal Polymer Consumption in Automobile Sector in Pune Region Appl Industries Pune MarketingMustafa S TajaniNo ratings yet