Download as pdf or txt
You might also like
- CWB W47.1 Study Guide PDFDocument33 pagesCWB W47.1 Study Guide PDFalexayala515193% (15)
- Astm D 6287Document3 pagesAstm D 6287Su Pham0% (2)
- Astm D7843 - 21Document6 pagesAstm D7843 - 21MARIVEL BASANo ratings yet
- D6224-09 Standard Practice For In-Service Monitoring of Lubricating Oil For Auxiliary Power Plant EquipmentDocument15 pagesD6224-09 Standard Practice For In-Service Monitoring of Lubricating Oil For Auxiliary Power Plant EquipmentAlabbas FadhelNo ratings yet
- Lubrication FundamentalsDocument63 pagesLubrication FundamentalsAhmed100% (2)
- Oil AnalysisDocument80 pagesOil AnalysisSreekumar RajendrababuNo ratings yet
- Lubrication and Lubricant Selection PDFDocument297 pagesLubrication and Lubricant Selection PDFjuanmanuel_4615958No ratings yet
- Lubrication ManagementDocument35 pagesLubrication ManagementDwi April Yanto100% (1)
- Open Gear Lubricants Best PracaticesDocument1 pageOpen Gear Lubricants Best PracaticesToppy ToppyNo ratings yet
- Aerospace Material SpecificationDocument9 pagesAerospace Material SpecificationKlaualaNo ratings yet
- Turbine Oil Analysis Report Interpretation - June15 TLTDocument7 pagesTurbine Oil Analysis Report Interpretation - June15 TLTAnibal Rios100% (1)
- Steam Turbine Oil ChallengesDocument10 pagesSteam Turbine Oil Challengessevero97100% (2)
- Practical Approaches To Controllong Sludge and Varnish in Turbine OilsDocument17 pagesPractical Approaches To Controllong Sludge and Varnish in Turbine OilsDimas Febrian SaputraNo ratings yet
- How To Select and Service A Turbine OilDocument8 pagesHow To Select and Service A Turbine Oildaniel adam100% (2)
- Phosphate Ester Based Fluids For Turbine Lubrication and Steam Turbine Electro-Hydraulic Control (EHC) ApplicationsDocument5 pagesPhosphate Ester Based Fluids For Turbine Lubrication and Steam Turbine Electro-Hydraulic Control (EHC) ApplicationsJicheng PiaoNo ratings yet
- Ruler Vs Rpvot Fluitec Doc1003Document3 pagesRuler Vs Rpvot Fluitec Doc1003api-221802169100% (1)
- Understanding Lubrication From The BearingDocument22 pagesUnderstanding Lubrication From The BearingengrsurifNo ratings yet
- Annual Outage Maintenence Check List - BFPTDocument8 pagesAnnual Outage Maintenence Check List - BFPTSamuelTrinandoNo ratings yet
- Turbine Oil QualityDocument13 pagesTurbine Oil QualityJagadish PatraNo ratings yet
- Oil Analysis Fundamentals PDFDocument36 pagesOil Analysis Fundamentals PDFHendra D100% (1)
- Oil Analysis - Ruller and MPC TestDocument81 pagesOil Analysis - Ruller and MPC Testmaidul.islam100% (1)
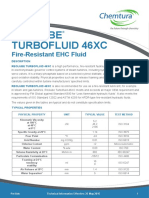
- Reolube TF 46xc Data SheetDocument5 pagesReolube TF 46xc Data SheetMario MullerNo ratings yet
- Oil Lubrication GuideDocument204 pagesOil Lubrication Guidemail.mulyadi100% (6)
- Trends in Industrial Gear OilDocument8 pagesTrends in Industrial Gear OilM.Tayyab100% (1)
- EPRI TR 1004384 Lube Oil Predictive Maintenance PDFDocument238 pagesEPRI TR 1004384 Lube Oil Predictive Maintenance PDFLuis Gonzalez100% (1)
- Is Rod Drop The Right Measurement For My Reciprocating Compressor?Document4 pagesIs Rod Drop The Right Measurement For My Reciprocating Compressor?Sagar MishraNo ratings yet
- CLS Body of Knowledge-2016 PDFDocument4 pagesCLS Body of Knowledge-2016 PDFSantos Junnior Hipolito SandovalNo ratings yet
- Lubrication and Seal Oil Systems - Common Problems and Practical SolutionsDocument14 pagesLubrication and Seal Oil Systems - Common Problems and Practical SolutionsCALLESJNo ratings yet
- Maintenance Turbine Lubrication SystemDocument358 pagesMaintenance Turbine Lubrication SystemFRANCISCO JOSE GARCIA IBAÑEZ100% (3)
- Troubleshooting Rolling Element Bearing ProblemsDocument24 pagesTroubleshooting Rolling Element Bearing ProblemsnekoNcenNo ratings yet
- Turbine Oil Condition Monitoring Training GuideDocument8 pagesTurbine Oil Condition Monitoring Training Guidemauriciojj100% (1)
- General Discussions On Lubricating OilsDocument59 pagesGeneral Discussions On Lubricating OilsHari PurwadiNo ratings yet
- Des Case PML Manual DigitalDocument195 pagesDes Case PML Manual DigitalFraz Ahmad50% (2)
- Comparison - Shell HTO S2 Vs Competitor Fluids - 2018Document1 pageComparison - Shell HTO S2 Vs Competitor Fluids - 2018Vipul GodseNo ratings yet
- MP3510E - FINAL (Lubrication Catalogue)Document106 pagesMP3510E - FINAL (Lubrication Catalogue)Farhan AnwarNo ratings yet
- Türbin Seal SistemleriDocument72 pagesTürbin Seal SistemleriJoseph100% (1)
- Condition Monitoring of Steam Turbines by Performance AnalysisDocument25 pagesCondition Monitoring of Steam Turbines by Performance Analysisabuhurairaqazi100% (2)
- Noria Training CatalogDocument28 pagesNoria Training Catalogaal_shurafaNo ratings yet
- Failure Analysis of A Diesel Generator Connecting Rod PDFDocument8 pagesFailure Analysis of A Diesel Generator Connecting Rod PDFLeyner Ignacio CorreaNo ratings yet
- Lubrication Best Practices For Better Asset ManagementDocument12 pagesLubrication Best Practices For Better Asset ManagementJango69100% (1)
- The Rights and Wrongs of Greasing From Selection To ApplicationDocument6 pagesThe Rights and Wrongs of Greasing From Selection To ApplicationCeciliagorra100% (2)
- CASE STUDY 2 - SteelDocument19 pagesCASE STUDY 2 - SteelAnkit UjjwalNo ratings yet
- Reliabilityweb Uptime Element ChartDocument1 pageReliabilityweb Uptime Element ChartHesham MahdyNo ratings yet
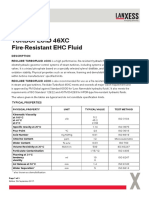
- Reolube Turbofluid 46Xc Fire-Resistant EHC Fluid: Data SheetDocument5 pagesReolube Turbofluid 46Xc Fire-Resistant EHC Fluid: Data SheetJicheng PiaoNo ratings yet
- Compact Equalizing Tilting Pad Thrust Bearings-CE ...Document14 pagesCompact Equalizing Tilting Pad Thrust Bearings-CE ...Sirish Shrestha100% (1)
- Lubricant & LubricationDocument4 pagesLubricant & LubricationmimNo ratings yet
- Contamination CodesDocument25 pagesContamination CodesMuhd Ridwan Saroni100% (1)
- Ruler - Technology: Remaining Useful Life Evaluation RoutineDocument6 pagesRuler - Technology: Remaining Useful Life Evaluation RoutineLord Krsnik100% (1)
- How To Write A Lubrication ProcedureDocument5 pagesHow To Write A Lubrication ProceduremawooaNo ratings yet
- Case Study SentinelDocument2 pagesCase Study Sentinelashumishra007100% (2)
- D6224Document13 pagesD6224rimi7al100% (1)
- EspDocument390 pagesEspSHIVAJI CHOUDHURY100% (1)
- Approved Lubrication DDocument2 pagesApproved Lubrication DMostafa MohamedNo ratings yet
- Contamination Control Part2Document3 pagesContamination Control Part2Othman MansoorNo ratings yet
- The Handbook of Tribology Data - An Excellent Friction, Lubrication and Wear Resource (PDFDrive)Document1,090 pagesThe Handbook of Tribology Data - An Excellent Friction, Lubrication and Wear Resource (PDFDrive)Kani SelvanNo ratings yet
- Hy-Pro Gearbox Filtration OverviewDocument4 pagesHy-Pro Gearbox Filtration OverviewlubangjarumNo ratings yet
- Guide To EM Bearing LubricationDocument12 pagesGuide To EM Bearing LubricationAnonymous alQXB11EgQ100% (1)
- 06 Oil AnalysisDocument70 pages06 Oil Analysissriabolfazl100% (8)
- Machinery Lubrication November December 2017 PDFDocument89 pagesMachinery Lubrication November December 2017 PDFJorge Cuadros BlasNo ratings yet
- 7300en PDFDocument9 pages7300en PDFWaris La Joi Wakatobi100% (1)
- Wear Particle Analysis of OilDocument7 pagesWear Particle Analysis of OilChandan KumarNo ratings yet
- Damage Analysis Chart 2Document1 pageDamage Analysis Chart 2NuM NaNo ratings yet
- Nytro Izar II: Designed For Heavy Duty Product DescriptionDocument2 pagesNytro Izar II: Designed For Heavy Duty Product DescriptionToppy ToppyNo ratings yet
- PDS - CHALLENGER SUPER BIKE RACING SAE 10W-40 10W-50 10W-60 (EN) Rev.19-00Document2 pagesPDS - CHALLENGER SUPER BIKE RACING SAE 10W-40 10W-50 10W-60 (EN) Rev.19-00Toppy ToppyNo ratings yet
- PDS - AEROL SYNTHETIC S (EN) Rev.18-00Document2 pagesPDS - AEROL SYNTHETIC S (EN) Rev.18-00Toppy ToppyNo ratings yet
- Unit ID: YRC Heat Transfer Oil: 25053010:: Unit Type: Unit Make: Unit Model:: Site: Location: Name CodeDocument6 pagesUnit ID: YRC Heat Transfer Oil: 25053010:: Unit Type: Unit Make: Unit Model:: Site: Location: Name CodeToppy ToppyNo ratings yet
- Shell Tellus S2 VX 15: Performance, Features & BenefitsDocument2 pagesShell Tellus S2 VX 15: Performance, Features & BenefitsToppy ToppyNo ratings yet
- Foam and Air ReleaseDocument5 pagesFoam and Air ReleaseToppy ToppyNo ratings yet
- Micropitting Can Lead To Macro Problems: Technical TopicDocument2 pagesMicropitting Can Lead To Macro Problems: Technical TopicToppy ToppyNo ratings yet
- Annua Report 2017Document248 pagesAnnua Report 2017Toppy ToppyNo ratings yet
- Brochure Mi 2023 (Idr - Usd)Document5 pagesBrochure Mi 2023 (Idr - Usd)sarahNo ratings yet
- Combustion CalculationsDocument6 pagesCombustion CalculationsknsaravanaNo ratings yet
- SBL Specimen Exam 2 Pre-SeenDocument10 pagesSBL Specimen Exam 2 Pre-SeenMyo NaingNo ratings yet
- RECYCLED AGGREGATES in CONCRETEDocument9 pagesRECYCLED AGGREGATES in CONCRETECptcafecpt Cptcafe100% (1)
- Kimmco Rigid Pipe CoveringDocument7 pagesKimmco Rigid Pipe CoveringMohamad MhannaNo ratings yet
- Pre Requisite Programs Main PresentationDocument19 pagesPre Requisite Programs Main PresentationASIF EJAZNo ratings yet
- ps08 sp12 PDFDocument8 pagesps08 sp12 PDFQ_TNo ratings yet
- TMR Service ManualDocument35 pagesTMR Service Manualalzobir2003No ratings yet
- Space Frames: Ar.C.Naga Vaishnavi Ar.M.PadmaDocument31 pagesSpace Frames: Ar.C.Naga Vaishnavi Ar.M.PadmasindhuraNo ratings yet
- Maintenance RecommendationsDocument15 pagesMaintenance Recommendationsmsalem730% (1)
- TDS & ComparisonDocument8 pagesTDS & ComparisonSyed Tauseef Haider100% (1)
- Performance Curves For Centrifugal PumpsDocument17 pagesPerformance Curves For Centrifugal Pumpsjack100% (1)
- Pilot Valve SizingDocument4 pagesPilot Valve SizingJason ThomasNo ratings yet
- Introduction To Piping EngineerDocument46 pagesIntroduction To Piping EngineerFebrianto Edy PratamaNo ratings yet
- Sizing - ThermowellDocument3 pagesSizing - ThermowellJennifer Adriana Lozano ForeroNo ratings yet
- New Ray-Bar CatalogDocument4 pagesNew Ray-Bar Catalogladan tamaddonNo ratings yet
- 188295585Document6 pages188295585mpsr91281No ratings yet
- The Journal of Supercritical FluidsDocument5 pagesThe Journal of Supercritical FluidsSeema YadavNo ratings yet
- Manual Spectrometria 55/55BDocument144 pagesManual Spectrometria 55/55BLaura SepulvedaNo ratings yet
- GC80-85-Compact OM EN 20221511 WDocument114 pagesGC80-85-Compact OM EN 20221511 WRestoux LudovicNo ratings yet
- CNC TurningDocument5 pagesCNC TurningJournalNX - a Multidisciplinary Peer Reviewed JournalNo ratings yet
- Accumulators PDFDocument20 pagesAccumulators PDFBoris TimkoNo ratings yet
- SLC CatalogDocument19 pagesSLC CatalogLuke GomezNo ratings yet
- Voltage Drop GuideDocument2 pagesVoltage Drop Guidemherold2No ratings yet
- EMC Aspects of High Speed Digital DesignDocument30 pagesEMC Aspects of High Speed Digital DesignMuhammad ShihabNo ratings yet
- US4143639 Friction Heat Space Heater, Eugene FrenetteDocument6 pagesUS4143639 Friction Heat Space Heater, Eugene FrenetteBastien Gall de SilléNo ratings yet