Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5823)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Test Bank For Pathophysiology Concepts of Human Disease 1st Edition Matthew Sorenson Lauretta Quinn Diane KleinDocument36 pagesTest Bank For Pathophysiology Concepts of Human Disease 1st Edition Matthew Sorenson Lauretta Quinn Diane Kleinknobbyettinjn4u4f100% (44)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Insert - PreciControl Anti-SARS-CoV-2 S.ms - 09289313190.v1.enDocument2 pagesInsert - PreciControl Anti-SARS-CoV-2 S.ms - 09289313190.v1.enLilik IndrawatiNo ratings yet
- (BS 1133-6.1-1991) - Packaging Code. Protection of Metal Surfaces Against Corrosion During Transport and Storage. Cleaning and Drying of Metal SurfacesDocument34 pages(BS 1133-6.1-1991) - Packaging Code. Protection of Metal Surfaces Against Corrosion During Transport and Storage. Cleaning and Drying of Metal SurfacesTowkir AhmmadNo ratings yet
- TC SopDocument1 pageTC SopMaham QureshiNo ratings yet
- Nike-Inc.-Master DatsDocument60 pagesNike-Inc.-Master DatsMaham QureshiNo ratings yet
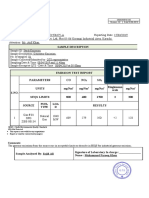
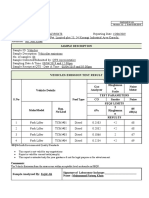
- Generator Emissions ReportDocument9 pagesGenerator Emissions ReportMaham QureshiNo ratings yet
- FLT Preventive Maintenance Daily Checklist - UPLDocument2 pagesFLT Preventive Maintenance Daily Checklist - UPLMaham QureshiNo ratings yet
- Sustainability Accounting Standards Board: Sasb Standard - Apparel, Accessories and FootwearDocument2 pagesSustainability Accounting Standards Board: Sasb Standard - Apparel, Accessories and FootwearMaham QureshiNo ratings yet
- Vehicular EmissionsDocument2 pagesVehicular EmissionsMaham QureshiNo ratings yet
- Lux LevelDocument3 pagesLux LevelMaham QureshiNo ratings yet
- Sample Description: S.No - Location Parameters To Be Analyzed Standar D Units Resul TS Test Method SeqsDocument1 pageSample Description: S.No - Location Parameters To Be Analyzed Standar D Units Resul TS Test Method SeqsMaham QureshiNo ratings yet
- Sample Description: CommentsDocument4 pagesSample Description: CommentsMaham QureshiNo ratings yet
- Workplace ViolenceDocument383 pagesWorkplace ViolenceAmeni Hlioui ChokriNo ratings yet
- Common ColdDocument8 pagesCommon Coldghica05No ratings yet
- Hyperthyroidism in PregnancyDocument5 pagesHyperthyroidism in PregnancyOhazurike EphraimNo ratings yet
- Post Harvesting (Stages of Ripeness)Document3 pagesPost Harvesting (Stages of Ripeness)Mark Levi CannonNo ratings yet
- Haris AhmedDocument1 pageHaris Ahmedhr.vostroworldNo ratings yet
- Gulfood Exhibitor List N 1Document19 pagesGulfood Exhibitor List N 1Lupu CarmenNo ratings yet
- DDA Strategic PlanDocument92 pagesDDA Strategic PlanJudith AinembabaziNo ratings yet
- Pancreatic Cancer StagingDocument1 pagePancreatic Cancer StagingShashankNo ratings yet
- 23L11273 - Priyanka Salimath - Role of Probiotics in Gut HealthDocument14 pages23L11273 - Priyanka Salimath - Role of Probiotics in Gut HealthPoulami MukherjeeNo ratings yet
- Bio-Psychosocial Demara Final AssessmentDocument8 pagesBio-Psychosocial Demara Final Assessmentapi-311012291No ratings yet
- DR Mohd Kaleem Khan Assistant Professor Department of Forensic Medicine JNMCH AMU AligarhDocument48 pagesDR Mohd Kaleem Khan Assistant Professor Department of Forensic Medicine JNMCH AMU Aligarhranjithreddy916gmailNo ratings yet
- Administration of Drugs: Studenta:Vornices Olivia Grupa: F1903Document16 pagesAdministration of Drugs: Studenta:Vornices Olivia Grupa: F1903Eugeniu UrsuNo ratings yet
- Using The Psychopathy Checklist-Revised With Female Samples: Reliability, Validity, and Implications For Clinical UtilityDocument16 pagesUsing The Psychopathy Checklist-Revised With Female Samples: Reliability, Validity, and Implications For Clinical UtilityIsa Abu YahyaNo ratings yet
- Research Final Draft (Part2)Document28 pagesResearch Final Draft (Part2)Mae Colmenares100% (10)
- Aqa Health and Social Care Coursework Examples GcseDocument5 pagesAqa Health and Social Care Coursework Examples Gcsekezevifohoh3100% (1)
- CE Laws 4140 Phil Labor Code 2Document5 pagesCE Laws 4140 Phil Labor Code 2jun junNo ratings yet
- Envirotemp FR3 FluidDocument8 pagesEnvirotemp FR3 FluidMannepalli SrihariNo ratings yet
- 02 Clinical EngineeringDocument47 pages02 Clinical EngineeringasdfghjhgfdsaasdfghjNo ratings yet
- Tribal Development Through Five Year Plans in India - An Overview PDFDocument23 pagesTribal Development Through Five Year Plans in India - An Overview PDFdevath sureshNo ratings yet
- Skills Assessment Checklist: MODULE 11: Hypothermia PreventionDocument2 pagesSkills Assessment Checklist: MODULE 11: Hypothermia PreventionSae TumNo ratings yet
- Us Healthcare SystemDocument20 pagesUs Healthcare SystemGrahame EvansNo ratings yet
- 19 - Suspended Scaffolding Construction Major Program Points 075Document12 pages19 - Suspended Scaffolding Construction Major Program Points 075BensonNo ratings yet
- AstraZeneca AB Et. Al. v. Mylan Laboratories Et. Al.Document16 pagesAstraZeneca AB Et. Al. v. Mylan Laboratories Et. Al.PriorSmartNo ratings yet
- HR PoliciesDocument4 pagesHR PoliciesGanapati KattigeNo ratings yet
- Module 1 Road To TheRight Choice - Jan7Document68 pagesModule 1 Road To TheRight Choice - Jan7Man Havvy100% (15)
- Intelligent Luxury Under A Hot Blue Sky: Abu Dhabi'S RiseDocument24 pagesIntelligent Luxury Under A Hot Blue Sky: Abu Dhabi'S RiseCity A.M.No ratings yet
- Janto Mogrovejo Carmen TresDocument71 pagesJanto Mogrovejo Carmen TresMaría HernándezNo ratings yet