
1994 Distributed AI in Industry
1994 Distributed AI in Industry
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5834)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (350)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (824)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (405)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Types of Microscopes Comparison Chart 4 Linear Venn Edit Answer KeyDocument2 pagesTypes of Microscopes Comparison Chart 4 Linear Venn Edit Answer KeyKLRSantosNo ratings yet
- Transpiration Lab ReportDocument7 pagesTranspiration Lab ReportKatelyn Stapler50% (2)
- 2016 CoconutandbananaDocument6 pages2016 CoconutandbananaSrinivas AyyalasomayajulaNo ratings yet
- 1998-Savastano-Agopyan ArticleDocument9 pages1998-Savastano-Agopyan ArticleSrinivas AyyalasomayajulaNo ratings yet
- 2011 Article1379516711 - Ali PDFDocument9 pages2011 Article1379516711 - Ali PDFSrinivas AyyalasomayajulaNo ratings yet
- 1994 - Non Wood Plant Fibre - Literarture Review - US - fplgtr80 PDFDocument148 pages1994 - Non Wood Plant Fibre - Literarture Review - US - fplgtr80 PDFSrinivas AyyalasomayajulaNo ratings yet
- Effect of GGBS On Corrosion of Rebar in ConcreteDocument9 pagesEffect of GGBS On Corrosion of Rebar in ConcreteSrinivas AyyalasomayajulaNo ratings yet
- Effect of Silica Fumes On Corrosion of Rebar in ConcreteDocument6 pagesEffect of Silica Fumes On Corrosion of Rebar in ConcreteSrinivas AyyalasomayajulaNo ratings yet
- Pratibha 01 08 2020Document1 pagePratibha 01 08 2020R MedipalliNo ratings yet
- Kurt IBD HandoutDocument6 pagesKurt IBD Handoutsafsafpath7No ratings yet
- Relevance of Menarche, Menopause, and Other Bioevent To FertilityDocument3 pagesRelevance of Menarche, Menopause, and Other Bioevent To FertilitydattaniranjanNo ratings yet
- Structure and Reproduction of FungiDocument5 pagesStructure and Reproduction of FungiJiyahnBayNo ratings yet
- Insectopia CompendiumDocument53 pagesInsectopia Compendiumnaruto hyuga67% (3)
- Group Assignment Entrepreneurship Program of Diploma in Administrative Management Business Plan: ProposalDocument8 pagesGroup Assignment Entrepreneurship Program of Diploma in Administrative Management Business Plan: ProposalMuhammad ShafiqNo ratings yet
- Model Project Proposal (ITTO)Document22 pagesModel Project Proposal (ITTO)Bhaskar PaulNo ratings yet
- BSC Hons Zoology 2016-17 - 23 - 7 - 18Document45 pagesBSC Hons Zoology 2016-17 - 23 - 7 - 18DHUVADU JAGANATHAMNo ratings yet
- ADD-00003887 IA Traceability Uncertainty Measurement-EnDocument9 pagesADD-00003887 IA Traceability Uncertainty Measurement-EnAnonymous dC6sUCNo ratings yet
- Short Takes On Three Books - American ScientistDocument6 pagesShort Takes On Three Books - American ScientistRay MondoNo ratings yet
- Carbohydrates: PH 105 Pharmacognosy-IDocument75 pagesCarbohydrates: PH 105 Pharmacognosy-IGhanshyam Parmar100% (1)
- Vitt & Vangilder (1983) - Ecology of Snake Community in The Northeastern BrazilDocument24 pagesVitt & Vangilder (1983) - Ecology of Snake Community in The Northeastern BrazilEd MyersNo ratings yet
- Anatomy Final Sem1Document6 pagesAnatomy Final Sem1350705224No ratings yet
- EMBL-EBI Train OnlineDocument19 pagesEMBL-EBI Train OnlineThyagoNo ratings yet
- General Biology - Chapter IDocument10 pagesGeneral Biology - Chapter IG.k. Vinnan Rao100% (2)
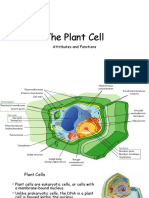
- The Plant CellDocument30 pagesThe Plant CellMichael GentilesNo ratings yet
- Stem Cell Therapy in Heart Diseases - Cell Types, Mechanisms and Improvement StrategiesDocument49 pagesStem Cell Therapy in Heart Diseases - Cell Types, Mechanisms and Improvement StrategiesDana LebadaNo ratings yet
- Intro - EstroG-100 Pres FullDocument60 pagesIntro - EstroG-100 Pres FulllilingNo ratings yet
- Review: Zebrafish (Danio Rerio) Sebagai Model Obesitas Dan Diabetes Melitus Tipe 2Document12 pagesReview: Zebrafish (Danio Rerio) Sebagai Model Obesitas Dan Diabetes Melitus Tipe 2GREESTYNo ratings yet
- Sectra Education Portal - EN - Medical SimulatorDocument4 pagesSectra Education Portal - EN - Medical SimulatorPol Enrique Trigoso EchaizNo ratings yet
- Evaluation of The Performance of Sysmex XN-3100 Automated Hematology Analyzer Regarding The Sysmex XE-2100 and Microscopic ExaminationDocument9 pagesEvaluation of The Performance of Sysmex XN-3100 Automated Hematology Analyzer Regarding The Sysmex XE-2100 and Microscopic ExaminationbalkisNo ratings yet
- Genei Affinity Chromatography Teaching Kit ManualDocument9 pagesGenei Affinity Chromatography Teaching Kit ManualHemant Kawalkar100% (1)
- Kidney Structure and FunctionDocument68 pagesKidney Structure and FunctionAsmara Syed100% (1)
- Humastar300sr enDocument3 pagesHumastar300sr enNghi NguyenNo ratings yet
- Case Study 7B For HS 103 Week 8Document7 pagesCase Study 7B For HS 103 Week 8Rijane Tabonoc OmlangNo ratings yet
- Reading Actual Test 3Document10 pagesReading Actual Test 3Thảo PhươngNo ratings yet
- 1647-Article Text-3369-1-10-20220320Document5 pages1647-Article Text-3369-1-10-20220320Eshan BhaleraoNo ratings yet
- EcoCRM A Recombinant CRM197 Carrier ProteinDocument1 pageEcoCRM A Recombinant CRM197 Carrier ProteinRamakrishnaNo ratings yet











































































Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5834)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (350)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (824)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (405)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Types of Microscopes Comparison Chart 4 Linear Venn Edit Answer KeyDocument2 pagesTypes of Microscopes Comparison Chart 4 Linear Venn Edit Answer KeyKLRSantosNo ratings yet
- Transpiration Lab ReportDocument7 pagesTranspiration Lab ReportKatelyn Stapler50% (2)
- 2016 CoconutandbananaDocument6 pages2016 CoconutandbananaSrinivas AyyalasomayajulaNo ratings yet
- 1998-Savastano-Agopyan ArticleDocument9 pages1998-Savastano-Agopyan ArticleSrinivas AyyalasomayajulaNo ratings yet
- 2011 Article1379516711 - Ali PDFDocument9 pages2011 Article1379516711 - Ali PDFSrinivas AyyalasomayajulaNo ratings yet
- 1994 - Non Wood Plant Fibre - Literarture Review - US - fplgtr80 PDFDocument148 pages1994 - Non Wood Plant Fibre - Literarture Review - US - fplgtr80 PDFSrinivas AyyalasomayajulaNo ratings yet
- Effect of GGBS On Corrosion of Rebar in ConcreteDocument9 pagesEffect of GGBS On Corrosion of Rebar in ConcreteSrinivas AyyalasomayajulaNo ratings yet
- Effect of Silica Fumes On Corrosion of Rebar in ConcreteDocument6 pagesEffect of Silica Fumes On Corrosion of Rebar in ConcreteSrinivas AyyalasomayajulaNo ratings yet
- Pratibha 01 08 2020Document1 pagePratibha 01 08 2020R MedipalliNo ratings yet
- Kurt IBD HandoutDocument6 pagesKurt IBD Handoutsafsafpath7No ratings yet
- Relevance of Menarche, Menopause, and Other Bioevent To FertilityDocument3 pagesRelevance of Menarche, Menopause, and Other Bioevent To FertilitydattaniranjanNo ratings yet
- Structure and Reproduction of FungiDocument5 pagesStructure and Reproduction of FungiJiyahnBayNo ratings yet
- Insectopia CompendiumDocument53 pagesInsectopia Compendiumnaruto hyuga67% (3)
- Group Assignment Entrepreneurship Program of Diploma in Administrative Management Business Plan: ProposalDocument8 pagesGroup Assignment Entrepreneurship Program of Diploma in Administrative Management Business Plan: ProposalMuhammad ShafiqNo ratings yet
- Model Project Proposal (ITTO)Document22 pagesModel Project Proposal (ITTO)Bhaskar PaulNo ratings yet
- BSC Hons Zoology 2016-17 - 23 - 7 - 18Document45 pagesBSC Hons Zoology 2016-17 - 23 - 7 - 18DHUVADU JAGANATHAMNo ratings yet
- ADD-00003887 IA Traceability Uncertainty Measurement-EnDocument9 pagesADD-00003887 IA Traceability Uncertainty Measurement-EnAnonymous dC6sUCNo ratings yet
- Short Takes On Three Books - American ScientistDocument6 pagesShort Takes On Three Books - American ScientistRay MondoNo ratings yet
- Carbohydrates: PH 105 Pharmacognosy-IDocument75 pagesCarbohydrates: PH 105 Pharmacognosy-IGhanshyam Parmar100% (1)
- Vitt & Vangilder (1983) - Ecology of Snake Community in The Northeastern BrazilDocument24 pagesVitt & Vangilder (1983) - Ecology of Snake Community in The Northeastern BrazilEd MyersNo ratings yet
- Anatomy Final Sem1Document6 pagesAnatomy Final Sem1350705224No ratings yet
- EMBL-EBI Train OnlineDocument19 pagesEMBL-EBI Train OnlineThyagoNo ratings yet
- General Biology - Chapter IDocument10 pagesGeneral Biology - Chapter IG.k. Vinnan Rao100% (2)
- The Plant CellDocument30 pagesThe Plant CellMichael GentilesNo ratings yet
- Stem Cell Therapy in Heart Diseases - Cell Types, Mechanisms and Improvement StrategiesDocument49 pagesStem Cell Therapy in Heart Diseases - Cell Types, Mechanisms and Improvement StrategiesDana LebadaNo ratings yet
- Intro - EstroG-100 Pres FullDocument60 pagesIntro - EstroG-100 Pres FulllilingNo ratings yet
- Review: Zebrafish (Danio Rerio) Sebagai Model Obesitas Dan Diabetes Melitus Tipe 2Document12 pagesReview: Zebrafish (Danio Rerio) Sebagai Model Obesitas Dan Diabetes Melitus Tipe 2GREESTYNo ratings yet
- Sectra Education Portal - EN - Medical SimulatorDocument4 pagesSectra Education Portal - EN - Medical SimulatorPol Enrique Trigoso EchaizNo ratings yet
- Evaluation of The Performance of Sysmex XN-3100 Automated Hematology Analyzer Regarding The Sysmex XE-2100 and Microscopic ExaminationDocument9 pagesEvaluation of The Performance of Sysmex XN-3100 Automated Hematology Analyzer Regarding The Sysmex XE-2100 and Microscopic ExaminationbalkisNo ratings yet
- Genei Affinity Chromatography Teaching Kit ManualDocument9 pagesGenei Affinity Chromatography Teaching Kit ManualHemant Kawalkar100% (1)
- Kidney Structure and FunctionDocument68 pagesKidney Structure and FunctionAsmara Syed100% (1)
- Humastar300sr enDocument3 pagesHumastar300sr enNghi NguyenNo ratings yet
- Case Study 7B For HS 103 Week 8Document7 pagesCase Study 7B For HS 103 Week 8Rijane Tabonoc OmlangNo ratings yet
- Reading Actual Test 3Document10 pagesReading Actual Test 3Thảo PhươngNo ratings yet
- 1647-Article Text-3369-1-10-20220320Document5 pages1647-Article Text-3369-1-10-20220320Eshan BhaleraoNo ratings yet
- EcoCRM A Recombinant CRM197 Carrier ProteinDocument1 pageEcoCRM A Recombinant CRM197 Carrier ProteinRamakrishnaNo ratings yet