Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5822)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- PetroTechManual 4Document32 pagesPetroTechManual 4jose luis100% (1)
- Toyota Production System: 1. TransportDocument9 pagesToyota Production System: 1. TransportRaja PandiNo ratings yet
- Lead Auditor - FoodDocument2 pagesLead Auditor - FoodRaja PandiNo ratings yet
- Amaury SchallerDocument485 pagesAmaury SchallerRaja PandiNo ratings yet
- PET Preform Brochure 11X17 SpreadDocument12 pagesPET Preform Brochure 11X17 SpreadRaja PandiNo ratings yet
- PhoenixPET 990 - PDS 10th Nov 14 FINAL-2015Document1 pagePhoenixPET 990 - PDS 10th Nov 14 FINAL-2015Raja Pandi0% (1)
- Ankle Sprain Advice SheetDocument4 pagesAnkle Sprain Advice SheetRaja PandiNo ratings yet
- Recycling: The RefresherDocument19 pagesRecycling: The RefresherRaja PandiNo ratings yet
- Setting Process Conditions - Injection MoldingDocument44 pagesSetting Process Conditions - Injection MoldingRaja PandiNo ratings yet
- Molding:: Bulk ContainersDocument9 pagesMolding:: Bulk ContainersRaja PandiNo ratings yet
- Brake & Clutch Fluid Dot 3 PDFDocument6 pagesBrake & Clutch Fluid Dot 3 PDFBryan GonzalesNo ratings yet
- Adding A New Switch To An Existing EX4200 Virtual Chassis (CLI Procedure) - Technical Documentation - Support - Juniper NetworksDocument3 pagesAdding A New Switch To An Existing EX4200 Virtual Chassis (CLI Procedure) - Technical Documentation - Support - Juniper NetworksMario Andres Rueda JaimesNo ratings yet
- Decommissioning Technician PDFDocument2 pagesDecommissioning Technician PDFIamSajid JatoiNo ratings yet
- Seismic CompressorsDocument6 pagesSeismic CompressorsnauticasmexicoNo ratings yet
- ASTM A304-05e2 ÓÐÄ© Ë Ã Ð Ãí ÐÔÒ Çó ÄºÏ Ð Ö°ô Ä Ä Êõ Æ (Ó ÎÄ) PDFDocument50 pagesASTM A304-05e2 ÓÐÄ© Ë Ã Ð Ãí ÐÔÒ Çó ÄºÏ Ð Ö°ô Ä Ä Êõ Æ (Ó ÎÄ) PDFcvazquez999No ratings yet
- 13C2-B PumpDocument5 pages13C2-B PumpRicardo AnusoNo ratings yet
- PNNL 24843Document196 pagesPNNL 24843FabSan21No ratings yet
- Airshields C100Document6 pagesAirshields C100Marlon DeteraNo ratings yet
- Rohit Maheshwari: Carrer ObjectiveDocument2 pagesRohit Maheshwari: Carrer ObjectiverohitkotaNo ratings yet
- DIN-EN1676 - Aluminium Ingots For Remelting Spec PDFDocument11 pagesDIN-EN1676 - Aluminium Ingots For Remelting Spec PDFGuru SamyNo ratings yet
- T 19-09 (Bulk Density (Unit Weight) and Voids in Aggregate)Document8 pagesT 19-09 (Bulk Density (Unit Weight) and Voids in Aggregate)tran_lamNo ratings yet
- Commercial Heat Gain - Heat Loss Calculation Load Form: Job Name: Address: Phone/Fax/EmailDocument14 pagesCommercial Heat Gain - Heat Loss Calculation Load Form: Job Name: Address: Phone/Fax/EmailSaul CastroNo ratings yet
- Application of Federal Aviation Administration (FAA) Federal Aviation Regulations Part 21 Requirements To Unmanned Aircraft Systems (UAS)Document33 pagesApplication of Federal Aviation Administration (FAA) Federal Aviation Regulations Part 21 Requirements To Unmanned Aircraft Systems (UAS)Ahmad Zubair RasulyNo ratings yet
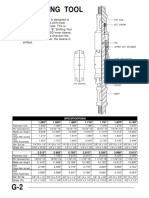
- B Shifting ToolDocument1 pageB Shifting ToolAmanda Delgado67% (3)
- Vector: Scalar QuantityDocument11 pagesVector: Scalar QuantityShan KeerioNo ratings yet
- Technology Attribute Sector 01 Sector 02: Site ID: Site NameDocument15 pagesTechnology Attribute Sector 01 Sector 02: Site ID: Site NameMoses MussNo ratings yet
- Hydrodynamic Studies of Three-Phase Fluidized Bed by CFD Analysis.Document1 pageHydrodynamic Studies of Three-Phase Fluidized Bed by CFD Analysis.sambhurisha mishraNo ratings yet
- Access - Catalog.805b.color - DP&Casing Tools-50Document1 pageAccess - Catalog.805b.color - DP&Casing Tools-50RICHARDNo ratings yet
- Safari - 15 Nov 2019 at 10:13 PMDocument1 pageSafari - 15 Nov 2019 at 10:13 PMcrescente galendezNo ratings yet
- EI2303 Industrial Instrumentation 2Document6 pagesEI2303 Industrial Instrumentation 2Ramanathan SunderNo ratings yet
- OH921Document4 pagesOH921WERMERMNo ratings yet
- Turbine Gas Meter From Manufacture Specifications.Document15 pagesTurbine Gas Meter From Manufacture Specifications.Ellen ShengNo ratings yet
- S2750&S5700&S6720 V200R008C00 Configuration Guide - Basic ConfigurationDocument437 pagesS2750&S5700&S6720 V200R008C00 Configuration Guide - Basic ConfigurationPierre GossenNo ratings yet
- TEMA HT AssignmentDocument12 pagesTEMA HT AssignmentSyeda Khaliqa HamidNo ratings yet
- CISM Application 2017 Later FRM - Eng - 0818Document4 pagesCISM Application 2017 Later FRM - Eng - 0818santuchetu1No ratings yet
- Research Paper Rasa OpensourceDocument9 pagesResearch Paper Rasa OpensourceShahzaib ShahidNo ratings yet
- TestingDocument39 pagesTestingHaji RashidNo ratings yet
- J 32 - Premium Industrial Turbine OilDocument2 pagesJ 32 - Premium Industrial Turbine OilRaden ArdyNo ratings yet