Download as pdf or txt
You might also like
- S.G.Iron GuidelinesDocument28 pagesS.G.Iron GuidelinesTarun Chakraborty100% (3)
- Quiz DP 13Document5 pagesQuiz DP 13JOSE CARLOS MAR RANGELNo ratings yet
- Insurance Broking SystemDocument44 pagesInsurance Broking SystemKavin Mahesh Kavin75% (8)
- Shoretel VPN Concentrator 4550/5300 Configuration GuideDocument55 pagesShoretel VPN Concentrator 4550/5300 Configuration GuideJoeSchmoe1999No ratings yet
- HR DetailsDocument1 pageHR DetailsMadhu shree100% (1)
- Eamesetal Thermostatic Valves 2014Document10 pagesEamesetal Thermostatic Valves 2014rickitek gaaso100% (1)
- X BAR R ChartDocument4 pagesX BAR R ChartGaurao WarungaseNo ratings yet
- Marketing Project On MahindraDocument58 pagesMarketing Project On MahindraAbhishek SutarNo ratings yet
- Whitepaper Oeeoverview PDFDocument9 pagesWhitepaper Oeeoverview PDFbasura12345No ratings yet
- Case Study - MousetrapDocument6 pagesCase Study - Mousetrapjanela bautistaNo ratings yet
- ArgonDocument8 pagesArgonariane8910No ratings yet
- KP ThermostatsDocument9 pagesKP ThermostatsMargaret DaughertyNo ratings yet
- X-Bar R ChartDocument3 pagesX-Bar R ChartShanmugam BalasubramaniamNo ratings yet
- Product Data Sheet: Argon (Ar)Document2 pagesProduct Data Sheet: Argon (Ar)adammzjin100% (1)
- Thyssenkrupp - Supplier Rating PDFDocument18 pagesThyssenkrupp - Supplier Rating PDFmihaichfNo ratings yet
- Argon Pure GasDocument2 pagesArgon Pure GasRaghu Pathy100% (1)
- Badger Knowledge Base Metal Bellows Expansion Joint HandbookDocument24 pagesBadger Knowledge Base Metal Bellows Expansion Joint Handbookli100% (1)
- Statistical Process Control ChartDocument69 pagesStatistical Process Control ChartLeechel Ella Recalde (Ellie)No ratings yet
- Coordinate Measuring Machine (CMM)Document21 pagesCoordinate Measuring Machine (CMM)info_azeet100% (1)
- Metallic Bellow QAPDocument2 pagesMetallic Bellow QAPPavul Raj100% (1)
- 06.section SensitivityDocument4 pages06.section Sensitivityandrian hermanNo ratings yet
- 0.checklist, GP3014 ISO 9001 2015 EvaluationDocument42 pages0.checklist, GP3014 ISO 9001 2015 EvaluationAshraf Serag100% (1)
- Failure Mode and Effects Analysis (Process Fmea) : Wrong Grade of Material ReeivedDocument6 pagesFailure Mode and Effects Analysis (Process Fmea) : Wrong Grade of Material Reeiveddada kolekarNo ratings yet
- Controlling The Defects of Paint Shop PDFDocument4 pagesControlling The Defects of Paint Shop PDFRahul SasidharanNo ratings yet
- Power Press-1 OEE For Month of Aug-2015: Machine Name OEE Detail Description of Loss TimeDocument20 pagesPower Press-1 OEE For Month of Aug-2015: Machine Name OEE Detail Description of Loss TimeVikas KashyapNo ratings yet
- Defects, Root Causes in Casting Process and Their Remedies: ReviewDocument9 pagesDefects, Root Causes in Casting Process and Their Remedies: ReviewPrabagarane RamachandranNo ratings yet
- 6 - Sand Casting DefectsDocument38 pages6 - Sand Casting DefectsSaniyahNo ratings yet
- MsaDocument25 pagesMsaMonu SharmaNo ratings yet
- Hi-Tech Engineering: Supplier Rating FormDocument1 pageHi-Tech Engineering: Supplier Rating FormVinod Sale100% (1)
- 8D Problem Solving Steering ReserviorDocument22 pages8D Problem Solving Steering ReserviorAvinash BatraNo ratings yet
- Fasteners Part-3 Is.1369.1.1993Document9 pagesFasteners Part-3 Is.1369.1.1993Manish ThakurNo ratings yet
- METHODOLOGY FOR Vendor Rating SystemDocument5 pagesMETHODOLOGY FOR Vendor Rating SystemRangaNo ratings yet
- Sampling Plan Some IdeaDocument10 pagesSampling Plan Some IdeaPrashant Puri100% (1)
- Questionnaire For Casting FoundriesDocument10 pagesQuestionnaire For Casting FoundriesAmit PintoNo ratings yet
- An Introduction To ISO/TS 16949:2002: by George TaoDocument91 pagesAn Introduction To ISO/TS 16949:2002: by George Taogerald904640No ratings yet
- Die Inward Inspection ReportDocument2 pagesDie Inward Inspection ReportRahul DevkateNo ratings yet
- Presentation TemplateDocument18 pagesPresentation Templatesaibabu sai100% (1)
- DK Qap QHS 12-FR 03-R6 - CarDocument1 pageDK Qap QHS 12-FR 03-R6 - CarErlan Gus HermawanNo ratings yet
- Kaizen PdcaDocument32 pagesKaizen Pdcamfernand100% (1)
- The Effect of Porosity On The Fatigue Life of Cast Aluminium-SiliconDocument12 pagesThe Effect of Porosity On The Fatigue Life of Cast Aluminium-SiliconSatis MrtNo ratings yet
- 7 Steps For Evolving Autonomous Maintenance: Step Name Description 1 Initial Clean-UpDocument24 pages7 Steps For Evolving Autonomous Maintenance: Step Name Description 1 Initial Clean-UpPanch BNo ratings yet
- What Are QC Circle Activities?: TQM Study ProgrammeDocument62 pagesWhat Are QC Circle Activities?: TQM Study ProgrammeMd Saiful islam BhuiyanNo ratings yet
- QMS Awareness ProgramDocument9 pagesQMS Awareness ProgramshravandownloadNo ratings yet
- 5S QuizDocument1 page5S QuizJagveer TomarNo ratings yet
- Bgl-Pm-Qa-12 Control of Non Conforming OutputsDocument4 pagesBgl-Pm-Qa-12 Control of Non Conforming OutputsMohit SinghNo ratings yet
- Is 1570 7Document18 pagesIs 1570 7Raj K Sharma100% (1)
- Supplier Rating System SpreadsheetDocument2 pagesSupplier Rating System Spreadsheeteliteboy06100% (1)
- MTBF - MTTRDocument11 pagesMTBF - MTTRYogesh BadheNo ratings yet
- Inprocess Inspection ReportDocument1 pageInprocess Inspection ReportSanjay KumarNo ratings yet
- Management Walk-Through Check List: What We See What We Want To See SalesDocument6 pagesManagement Walk-Through Check List: What We See What We Want To See SalesDhananjay PatilNo ratings yet
- PYP Exhibition Guide 2019Document5 pagesPYP Exhibition Guide 2019bikram bharati100% (1)
- 7 QC Tools: Training Module OnDocument38 pages7 QC Tools: Training Module OnSomnath BanerjeeNo ratings yet
- Suppliers Evaluation Form - Aluminium Suppliers-2007Document6 pagesSuppliers Evaluation Form - Aluminium Suppliers-2007savan anvekarNo ratings yet
- Attribute Gauge R&RDocument5 pagesAttribute Gauge R&Rhel2905No ratings yet
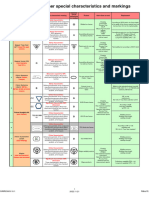
- Customer Special CharacteristicsDocument1 pageCustomer Special Characteristicspundhir12898No ratings yet
- HeattreatmentDocument21 pagesHeattreatmentroyalmechnoNo ratings yet
- Annealing BatchDocument17 pagesAnnealing BatchGokulraju RangasamyNo ratings yet
- 1 Vernier Calipers: Atas Kebaikan HQSDocument14 pages1 Vernier Calipers: Atas Kebaikan HQSAbdul MujibNo ratings yet
- Automated Mechanism For Retrieval of Spectrocoin Sample From Copper DieDocument2 pagesAutomated Mechanism For Retrieval of Spectrocoin Sample From Copper DieBONFRINGNo ratings yet
- Application of Integrated Taguchi and TOPSIS Method For Optimization of Process Parameters For Dimensional Accuracy in Turning of EN25 SteelDocument9 pagesApplication of Integrated Taguchi and TOPSIS Method For Optimization of Process Parameters For Dimensional Accuracy in Turning of EN25 SteelKenan MuhamedagicNo ratings yet
- Lorenzana Javier Macalalad Magalong Final Visual Inspection ProcessDocument8 pagesLorenzana Javier Macalalad Magalong Final Visual Inspection ProcessEndi KustamsiNo ratings yet
- Paper Cost Reduction PDPDocument13 pagesPaper Cost Reduction PDPkuldeepNo ratings yet
- Measuring and Developing A Process For Better Quality: Scrapping ProcessDocument54 pagesMeasuring and Developing A Process For Better Quality: Scrapping ProcessAnupam BaliNo ratings yet
- Ijs DR 1604042Document6 pagesIjs DR 1604042Habtamu GesesuNo ratings yet
- Application of Plan-Do-Check-Act Cycle For Quality and Productivity Improvement - A ReviewDocument5 pagesApplication of Plan-Do-Check-Act Cycle For Quality and Productivity Improvement - A ReviewBassam AlqadasiNo ratings yet
- Phesgo Patient Quick HitDocument32 pagesPhesgo Patient Quick HitTarun ChakrabortyNo ratings yet
- Country Presentation On: WelcomeDocument52 pagesCountry Presentation On: WelcomeTarun ChakrabortyNo ratings yet
- 9001.2015 Vision StatementDocument1 page9001.2015 Vision StatementTarun ChakrabortyNo ratings yet
- 9001.2015 Company ProfileDocument2 pages9001.2015 Company ProfileTarun ChakrabortyNo ratings yet
- Management Team: Organizational Chart Q-013-003aDocument3 pagesManagement Team: Organizational Chart Q-013-003aTarun ChakrabortyNo ratings yet
- What Have We Done For You Lately?: by Reginald D. Forrest, Sorelmetal Technical ServicesDocument3 pagesWhat Have We Done For You Lately?: by Reginald D. Forrest, Sorelmetal Technical ServicesTarun ChakrabortyNo ratings yet
- 4) Supplier Development Specialist Profile - Metallurgist 23.07.19Document2 pages4) Supplier Development Specialist Profile - Metallurgist 23.07.19Tarun ChakrabortyNo ratings yet
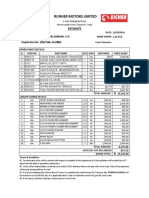
- Runner Motors Limited: EstimateDocument2 pagesRunner Motors Limited: EstimateTarun Chakraborty100% (1)
- Costing Calculation of Hard Product MachiningDocument1 pageCosting Calculation of Hard Product MachiningTarun ChakrabortyNo ratings yet
- Ductile Iron Flanged Fittings: SpecificationsDocument20 pagesDuctile Iron Flanged Fittings: SpecificationsTarun ChakrabortyNo ratings yet
- List of Materials: FM/7.4/01/001 Ferro Alloys & Fluxes For Melting ShopDocument5 pagesList of Materials: FM/7.4/01/001 Ferro Alloys & Fluxes For Melting ShopTarun ChakrabortyNo ratings yet
- Casting Simulation Software - Applications and BenefitsDocument4 pagesCasting Simulation Software - Applications and BenefitsTarun ChakrabortyNo ratings yet
- QualityimprovementDocument6 pagesQualityimprovementTarun ChakrabortyNo ratings yet
- Ferro TungstenDocument9 pagesFerro TungstenTarun ChakrabortyNo ratings yet
- 1railway SleepersDocument7 pages1railway SleepersTarun ChakrabortyNo ratings yet
- Automatic Metal Pouring PDFDocument4 pagesAutomatic Metal Pouring PDFTarun ChakrabortyNo ratings yet
- B978 075064284 2 - 50008 9Document5 pagesB978 075064284 2 - 50008 9Tarun ChakrabortyNo ratings yet
- Electrotherm India LTD PDFDocument11 pagesElectrotherm India LTD PDFTarun ChakrabortyNo ratings yet
- DS-2CD2625FWD-IZS 2 MP IR Varifocal Bullet Network Camera: Key FeaturesDocument5 pagesDS-2CD2625FWD-IZS 2 MP IR Varifocal Bullet Network Camera: Key Featuressutan rayaNo ratings yet
- gl5600 08p User ManualDocument10 pagesgl5600 08p User ManualHưng Nguyễn ThànhNo ratings yet
- Exchange Course OutlineDocument4 pagesExchange Course OutlineOskhaledNo ratings yet
- CP R75.40 Installation and Upgrade GuideDocument135 pagesCP R75.40 Installation and Upgrade GuideLuis RodriguesNo ratings yet
- Naviswork GuidenceDocument29 pagesNaviswork GuidenceSyahrul Saleh Latar100% (1)
- BTEQ Command ListDocument4 pagesBTEQ Command ListSai Manikanth ThiyyaguraNo ratings yet
- ABAP BC402 Abap Programming TechniquesDocument415 pagesABAP BC402 Abap Programming TechniquesFlorin V. Iagaru100% (1)
- Engineer Estimate ManualDocument24 pagesEngineer Estimate ManualNes-tValdezNo ratings yet
- Quotation I3, I5, I7Document5 pagesQuotation I3, I5, I7Rupesh SreenivasNo ratings yet
- Practical File OF E-Commerce: Submitted To: SubmittedbyDocument23 pagesPractical File OF E-Commerce: Submitted To: SubmittedbyBansal UjjavalNo ratings yet
- FVM PresentationDocument33 pagesFVM PresentationManas Manoj RedijNo ratings yet
- A Parking Management System Based On Wireless Sensor NetworkDocument10 pagesA Parking Management System Based On Wireless Sensor NetworkKlarizze GanNo ratings yet
- Online Job PortalDocument2 pagesOnline Job PortalAmit Amit67% (3)
- Use of Document Management Systems - A Case Study of The Finnish Construction IndustryDocument14 pagesUse of Document Management Systems - A Case Study of The Finnish Construction IndustryNOURELHOUDA BENDAOUDNo ratings yet
- Administracion de Bases de Datos en Progress PDFDocument742 pagesAdministracion de Bases de Datos en Progress PDFJose Miguel GomezNo ratings yet
- Jawhar Ammar CVDocument4 pagesJawhar Ammar CVJawhar AmmarNo ratings yet
- Compiling Zdoom GZdoom ZandronumDocument29 pagesCompiling Zdoom GZdoom ZandronumEmil Yavorov ZaharievNo ratings yet
- W62838 Dalian-Conference-Center China eDocument1 pageW62838 Dalian-Conference-Center China eJovita ChiaraNo ratings yet
- Ims 11Document8 pagesIms 11Alessandro PazNo ratings yet
- Class 11 Computer Guess PaperDocument23 pagesClass 11 Computer Guess Papertwr878s9d9No ratings yet
- Multimatrix - EwmDocument40 pagesMultimatrix - Ewmanon_459511045No ratings yet
- ( ( Win!) ) Free Itunes Gift Card Codes Generator 2020 (Free Itunes) - Gift Card Codes - 2020 #Itunes# Free Apple Giftcard GeneratorDocument2 pages( ( Win!) ) Free Itunes Gift Card Codes Generator 2020 (Free Itunes) - Gift Card Codes - 2020 #Itunes# Free Apple Giftcard Generatorhassan hussein50% (2)
- 手柄JC6000 Profibus - Technical Description 150dpiDocument7 pages手柄JC6000 Profibus - Technical Description 150dpiKhizar HayatNo ratings yet
- General Register Organization Stack Organization Addressing Modes Data Transfer and Manipulation Program Control Risc and CiscDocument46 pagesGeneral Register Organization Stack Organization Addressing Modes Data Transfer and Manipulation Program Control Risc and Ciscyogesh kumarNo ratings yet
- Understanding Clock Domain Crossing Issues and CDC Verification in A SocDocument12 pagesUnderstanding Clock Domain Crossing Issues and CDC Verification in A SocHariharan SNo ratings yet