
How You Can Precommission Process Plant Systematically PDF
How You Can Precommission Process Plant Systematically PDF
You might also like
- Dragline Fire Suppression System RecomendationsDocument5 pagesDragline Fire Suppression System RecomendationsJaya Angel100% (1)
- Refinery ConfigurationDocument1 pageRefinery Configurationriverlife88100% (1)
- Improve Material Balance by Using Proper Flowmeter Corrections - Hydrocarbon Processing - October 2011Document23 pagesImprove Material Balance by Using Proper Flowmeter Corrections - Hydrocarbon Processing - October 2011Huu NguyenNo ratings yet
- Uniflex Eliminate Fuel OilDocument20 pagesUniflex Eliminate Fuel Oilsantoso hadiNo ratings yet
- 3) Project ScheduleDocument7 pages3) Project ScheduleunnicyriacNo ratings yet
- GRP Tank Calculator, Sands Civil Services Estimation To BS 4994Document2 pagesGRP Tank Calculator, Sands Civil Services Estimation To BS 4994Sung Woong Moon100% (1)
- 4 Girish ChitnisDocument22 pages4 Girish ChitnisridanormaNo ratings yet
- Explosion in SW Tanks PDFDocument9 pagesExplosion in SW Tanks PDFJaved MohammedNo ratings yet
- LL Dimgatestat PDFDocument12 pagesLL Dimgatestat PDFsalasineNo ratings yet
- Estimation of Capital InvestmentDocument35 pagesEstimation of Capital InvestmentJu Naid MalikNo ratings yet
- NPRA - NMR and Online Optimization at ISLADocument25 pagesNPRA - NMR and Online Optimization at ISLAAshish SrivastavaNo ratings yet
- Beneficios OleflexDocument5 pagesBeneficios OleflexEmiliano RohweinNo ratings yet
- Refinery Operations: FEATURE: Distillate Pool Maximization by Additional LCO HydroprocessingDocument11 pagesRefinery Operations: FEATURE: Distillate Pool Maximization by Additional LCO Hydroprocessingmsakhtar1No ratings yet
- Gas ProcessDocument20 pagesGas ProcessAhmed ElShoraNo ratings yet
- Reliance HPC Course 2009 - 01 - IntroductionDocument8 pagesReliance HPC Course 2009 - 01 - IntroductionsuprateemNo ratings yet
- Chevron Barclays Presentation 2015Document18 pagesChevron Barclays Presentation 2015Jason kiddNo ratings yet
- Olefins From Conventional and Heavy FeedstocksDocument27 pagesOlefins From Conventional and Heavy FeedstocksTaylorNo ratings yet
- Ref Bref 2015Document754 pagesRef Bref 2015Anonymous nw5AXJqjdNo ratings yet
- Reliance - Wastewater TreatmentDocument4 pagesReliance - Wastewater Treatmentarini_aristia_sNo ratings yet
- SINOPEC Methanol-To-Olefins (S-MTO) Technology Process PDFDocument1 pageSINOPEC Methanol-To-Olefins (S-MTO) Technology Process PDFHendriyana StNo ratings yet
- A4-P 1.0 enDocument171 pagesA4-P 1.0 enmkpq100% (1)
- Ar001Document10 pagesAr001Gary ClarkNo ratings yet
- Use Operator Training Simulators For FCC UnitsDocument3 pagesUse Operator Training Simulators For FCC Unitssaleh4060No ratings yet
- Maximise Ethylene Gain PDFDocument4 pagesMaximise Ethylene Gain PDFRaj KumarNo ratings yet
- UntitledDocument11 pagesUntitledapi-256504985No ratings yet
- HSE - Loss Prevention in The Petrochemical and Chemical-Process High-Tech Industries in TaiwanDocument8 pagesHSE - Loss Prevention in The Petrochemical and Chemical-Process High-Tech Industries in TaiwanLandryNo ratings yet
- Experiences in The OperationDocument7 pagesExperiences in The OperationUsama Bin SabirNo ratings yet
- Kurita Mitigating Coke FormationDocument3 pagesKurita Mitigating Coke FormationMarcelNo ratings yet
- Romeo PdvsaDocument16 pagesRomeo PdvsaAnonymous LSPoghJ5nNo ratings yet
- Distillation: Prepared By: DEEDAR ALI QURESHI Assist By: PHAIXA ABBASI, Former Student of CHM KU. ReferencesDocument76 pagesDistillation: Prepared By: DEEDAR ALI QURESHI Assist By: PHAIXA ABBASI, Former Student of CHM KU. ReferencesIrshad SheikhNo ratings yet
- Alfa Laval Packinox: Combined Feed/effluent Heat ExchangersDocument3 pagesAlfa Laval Packinox: Combined Feed/effluent Heat ExchangersAgnes JoseNo ratings yet
- Ertc 2017 PTQDocument20 pagesErtc 2017 PTQnghiemta18No ratings yet
- Critical Variable in Catalytic Reforming and Unit Monitoring Best PracticesDocument18 pagesCritical Variable in Catalytic Reforming and Unit Monitoring Best Practicesbakhtyar21No ratings yet
- Operator Training System For Hydrocracking Unit PDFDocument7 pagesOperator Training System For Hydrocracking Unit PDFAli Gohar RaoNo ratings yet
- 27 UnionfiningDocument2 pages27 Unionfiningali11111No ratings yet
- 00 PR PH 00002 - 2 Service Definition PhilosophyDocument8 pages00 PR PH 00002 - 2 Service Definition PhilosophyStevanNikolicNo ratings yet
- Gas Processing Plant OperationsDocument15 pagesGas Processing Plant OperationschineduNo ratings yet
- KBC White Paper - RAM Turnaround StrategyDocument6 pagesKBC White Paper - RAM Turnaround Strategywgzheng2001No ratings yet
- Troubleshooting Vacuum Unit Revamp - TDocument6 pagesTroubleshooting Vacuum Unit Revamp - TRafeek Emad AbdElkaderNo ratings yet
- Pre-Sulfiding On-Line Sulfiding ProceduresDocument8 pagesPre-Sulfiding On-Line Sulfiding ProceduresIrma Brennan0% (1)
- Ambatovy Site TourDocument41 pagesAmbatovy Site Tourrabbidhaggis100% (1)
- PED 5 Heat ExchangersDocument74 pagesPED 5 Heat ExchangersoperationmanagerNo ratings yet
- Cricondentherm & Cricondenbar PressuresDocument7 pagesCricondentherm & Cricondenbar PressuresdesertflowNo ratings yet
- CRU PresentationDocument18 pagesCRU PresentationManish KalraNo ratings yet
- Enviromental Fluid Catalytic Cracking Technology PDFDocument43 pagesEnviromental Fluid Catalytic Cracking Technology PDFNoheilly VásquezNo ratings yet
- Design Guidelines For Proplyene Splitters - Rev inDocument10 pagesDesign Guidelines For Proplyene Splitters - Rev intotongopNo ratings yet
- GBH Enterprises, LTD.: GBHE-PEG-MAS-601Document48 pagesGBH Enterprises, LTD.: GBHE-PEG-MAS-601rahulNo ratings yet
- The Oil Sands ProcessDocument2 pagesThe Oil Sands Processdaffodils2No ratings yet
- Fluid Catalytic Cracking of Heavy (Residual) Oil Fractions A Review PDFDocument21 pagesFluid Catalytic Cracking of Heavy (Residual) Oil Fractions A Review PDFMmediong UdofiaNo ratings yet
- TCM 701Document20 pagesTCM 701OYINLOLA ADESOKANNo ratings yet
- Em FlexicokingDocument8 pagesEm FlexicokingHenry Saenz0% (1)
- 07 Catalytic Cracking PDFDocument37 pages07 Catalytic Cracking PDFjeedanNo ratings yet
- PLC Scada Dcs PidDocument4 pagesPLC Scada Dcs PidDevidutta Panda0% (1)
- CHE353 Industrial Training - Final ReportDocument18 pagesCHE353 Industrial Training - Final ReportNishanth GuptaNo ratings yet
- Corrosion Under Insulation Inspection Sample ReportDocument11 pagesCorrosion Under Insulation Inspection Sample Reportduongbk24 luu quang duongNo ratings yet
- The Fires and Explosion at BP Oil Grangemouth Refinery LTDDocument48 pagesThe Fires and Explosion at BP Oil Grangemouth Refinery LTDRoo FaNo ratings yet
- Flare Minimization Strategy For Ethylene PlantsDocument7 pagesFlare Minimization Strategy For Ethylene Plantsysh11No ratings yet
- Sweetening LPG With AminesDocument8 pagesSweetening LPG With AminessizwehNo ratings yet
- Model Answers of FractionationDocument16 pagesModel Answers of FractionationAhmed Mohamed KhalilNo ratings yet
- Structured What If Technique A Complete Guide - 2020 EditionFrom EverandStructured What If Technique A Complete Guide - 2020 EditionNo ratings yet
- Com .& Start-Up Strategy 120926Document24 pagesCom .& Start-Up Strategy 120926rodinsendiong100% (1)
- Final Hazop Nocl Dhds SeiDocument132 pagesFinal Hazop Nocl Dhds SeiPrashanthMNair100% (1)
- CWH IOQ CA FinalDocument31 pagesCWH IOQ CA Finalvishwas salunkheNo ratings yet
- Guide For Installation of Solar PV Systems PDFDocument26 pagesGuide For Installation of Solar PV Systems PDFRobert Montoya100% (1)
- 1988 William Hooper - Calculate Head Loss Caused by Change in Pipe Size PDFDocument4 pages1988 William Hooper - Calculate Head Loss Caused by Change in Pipe Size PDFRobert Montoya100% (1)
- Implement A Competency Management System For Process SafetyDocument3 pagesImplement A Competency Management System For Process SafetyRobert MontoyaNo ratings yet
- Solve Operator Training in A Challengin Refining Industry PDFDocument3 pagesSolve Operator Training in A Challengin Refining Industry PDFRobert MontoyaNo ratings yet
- Solve Operator Training in A Challengin Refining Industry PDFDocument3 pagesSolve Operator Training in A Challengin Refining Industry PDFRobert MontoyaNo ratings yet
- Advanced Steam System Optimization Program PDFDocument5 pagesAdvanced Steam System Optimization Program PDFRobert MontoyaNo ratings yet
- Advanced Process Control Quick and Easy Energy SavingDocument3 pagesAdvanced Process Control Quick and Easy Energy SavingRobert MontoyaNo ratings yet
- The Importance of Intensive Steam Trap ManagementDocument4 pagesThe Importance of Intensive Steam Trap ManagementRobert MontoyaNo ratings yet
- Automated Decoking Solves Coker Safety ChallengesDocument4 pagesAutomated Decoking Solves Coker Safety ChallengesRobert MontoyaNo ratings yet
- Reduce Coke Formation and Save Operating Costs With Optimization of DMDS in Ethane Cracking FurnacesDocument4 pagesReduce Coke Formation and Save Operating Costs With Optimization of DMDS in Ethane Cracking FurnacesRobert MontoyaNo ratings yet
- Comparative Analyses of Common Project Execution AlternativesDocument3 pagesComparative Analyses of Common Project Execution AlternativesRobert MontoyaNo ratings yet
- Svrcek S 3 Phase Separator ArticleDocument12 pagesSvrcek S 3 Phase Separator ArticleRobert MontoyaNo ratings yet
- Improve Amine Unit Efficiency by Optimazing Operating Conditiong PDFDocument4 pagesImprove Amine Unit Efficiency by Optimazing Operating Conditiong PDFRobert MontoyaNo ratings yet
- Space Maker DrawingsDocument1 pageSpace Maker DrawingsAbd RaNo ratings yet
- A Theoretical Frame To Study Stability of Fresh Concrete - SpringerLinkDocument6 pagesA Theoretical Frame To Study Stability of Fresh Concrete - SpringerLinkPritha DasNo ratings yet
- Harga Clean & Care Update MEI 2022Document5 pagesHarga Clean & Care Update MEI 2022Popy HandiniNo ratings yet
- BS7671-2008 RatingFactorsDocument2 pagesBS7671-2008 RatingFactorspejakm1No ratings yet
- Conect OresDocument172 pagesConect OresJuan Diego García LópezNo ratings yet
- R1111-SPC-PL-00-001 Line Pipe General Specification Rev 0Document34 pagesR1111-SPC-PL-00-001 Line Pipe General Specification Rev 0AHMED AMIRA100% (1)
- INC Professional Dyno Test RoomsDocument9 pagesINC Professional Dyno Test RoomsAchmad SaifulNo ratings yet
- Plexus Selector GuideDocument8 pagesPlexus Selector GuideLodewykbronnNo ratings yet
- Pre-Course-HW-Tailor BrownDocument2 pagesPre-Course-HW-Tailor BrownTailorNo ratings yet
- P IpesDocument15 pagesP IpesMelvin EsguerraNo ratings yet
- E Bearings CompleteDocument463 pagesE Bearings CompletetahamohamedNo ratings yet
- Design Guidelines For Horizontal Drains Used For Slope StabilizationDocument390 pagesDesign Guidelines For Horizontal Drains Used For Slope StabilizationCostinel CristescuNo ratings yet
- Vicroads Guide To Restraining Concrete Panels & BeamsDocument18 pagesVicroads Guide To Restraining Concrete Panels & BeamsStuart EdwardsNo ratings yet
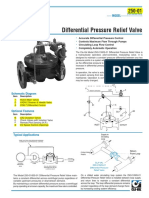
- Differential Pressure Valve E-250-01Document3 pagesDifferential Pressure Valve E-250-01Navin RamnauthNo ratings yet
- S+S Regeltechnik 1101-3050-5261-000 PT1000Document2 pagesS+S Regeltechnik 1101-3050-5261-000 PT1000NORODDINENo ratings yet
- Material Take-Off: Saudi Arabian Oil CompanyDocument4 pagesMaterial Take-Off: Saudi Arabian Oil CompanybillNo ratings yet
- Solarban 60 Short Form Specs Final 11 23 20Document10 pagesSolarban 60 Short Form Specs Final 11 23 20Jesse TarrNo ratings yet
- UPR 377 M MEP ISG 016 PVC Conduits & AccessoriesDocument117 pagesUPR 377 M MEP ISG 016 PVC Conduits & Accessoriesjagathmukundhan00No ratings yet
- Axial Load Capacity of Columns: (Short) : N ST G ST G ST STDocument9 pagesAxial Load Capacity of Columns: (Short) : N ST G ST G ST STAurora VillalunaNo ratings yet
- 2 3 1 PaffordablehousingdesignDocument3 pages2 3 1 Paffordablehousingdesignapi-348898646No ratings yet
- Planning, Analysis and Design of (G+20) Multi-Storey Residential Building Using Staad - ProDocument8 pagesPlanning, Analysis and Design of (G+20) Multi-Storey Residential Building Using Staad - ProShameer ShajiNo ratings yet
- GPT Installation Instructions - LoresDocument7 pagesGPT Installation Instructions - LoresEWheelerFKNo ratings yet
- Abstract of Cost Village Churu BlockDocument14 pagesAbstract of Cost Village Churu BlockMohit AgarwalNo ratings yet
- Pump Head CalculationDocument14 pagesPump Head CalculationSolymanElsayedSolymanNo ratings yet
- Rebar Accomplishment (As of October 30,2020)Document43 pagesRebar Accomplishment (As of October 30,2020)Kris Camille MoralesNo ratings yet
- Pyrot Assembly InstallationDocument52 pagesPyrot Assembly InstallationDimitris NikouNo ratings yet
- Markup: Markup For A Construction BusinessDocument9 pagesMarkup: Markup For A Construction BusinessjakejowersNo ratings yet




































































































Download as pdf or txt
You might also like
- Dragline Fire Suppression System RecomendationsDocument5 pagesDragline Fire Suppression System RecomendationsJaya Angel100% (1)
- Refinery ConfigurationDocument1 pageRefinery Configurationriverlife88100% (1)
- Improve Material Balance by Using Proper Flowmeter Corrections - Hydrocarbon Processing - October 2011Document23 pagesImprove Material Balance by Using Proper Flowmeter Corrections - Hydrocarbon Processing - October 2011Huu NguyenNo ratings yet
- Uniflex Eliminate Fuel OilDocument20 pagesUniflex Eliminate Fuel Oilsantoso hadiNo ratings yet
- 3) Project ScheduleDocument7 pages3) Project ScheduleunnicyriacNo ratings yet
- GRP Tank Calculator, Sands Civil Services Estimation To BS 4994Document2 pagesGRP Tank Calculator, Sands Civil Services Estimation To BS 4994Sung Woong Moon100% (1)
- 4 Girish ChitnisDocument22 pages4 Girish ChitnisridanormaNo ratings yet
- Explosion in SW Tanks PDFDocument9 pagesExplosion in SW Tanks PDFJaved MohammedNo ratings yet
- LL Dimgatestat PDFDocument12 pagesLL Dimgatestat PDFsalasineNo ratings yet
- Estimation of Capital InvestmentDocument35 pagesEstimation of Capital InvestmentJu Naid MalikNo ratings yet
- NPRA - NMR and Online Optimization at ISLADocument25 pagesNPRA - NMR and Online Optimization at ISLAAshish SrivastavaNo ratings yet
- Beneficios OleflexDocument5 pagesBeneficios OleflexEmiliano RohweinNo ratings yet
- Refinery Operations: FEATURE: Distillate Pool Maximization by Additional LCO HydroprocessingDocument11 pagesRefinery Operations: FEATURE: Distillate Pool Maximization by Additional LCO Hydroprocessingmsakhtar1No ratings yet
- Gas ProcessDocument20 pagesGas ProcessAhmed ElShoraNo ratings yet
- Reliance HPC Course 2009 - 01 - IntroductionDocument8 pagesReliance HPC Course 2009 - 01 - IntroductionsuprateemNo ratings yet
- Chevron Barclays Presentation 2015Document18 pagesChevron Barclays Presentation 2015Jason kiddNo ratings yet
- Olefins From Conventional and Heavy FeedstocksDocument27 pagesOlefins From Conventional and Heavy FeedstocksTaylorNo ratings yet
- Ref Bref 2015Document754 pagesRef Bref 2015Anonymous nw5AXJqjdNo ratings yet
- Reliance - Wastewater TreatmentDocument4 pagesReliance - Wastewater Treatmentarini_aristia_sNo ratings yet
- SINOPEC Methanol-To-Olefins (S-MTO) Technology Process PDFDocument1 pageSINOPEC Methanol-To-Olefins (S-MTO) Technology Process PDFHendriyana StNo ratings yet
- A4-P 1.0 enDocument171 pagesA4-P 1.0 enmkpq100% (1)
- Ar001Document10 pagesAr001Gary ClarkNo ratings yet
- Use Operator Training Simulators For FCC UnitsDocument3 pagesUse Operator Training Simulators For FCC Unitssaleh4060No ratings yet
- Maximise Ethylene Gain PDFDocument4 pagesMaximise Ethylene Gain PDFRaj KumarNo ratings yet
- UntitledDocument11 pagesUntitledapi-256504985No ratings yet
- HSE - Loss Prevention in The Petrochemical and Chemical-Process High-Tech Industries in TaiwanDocument8 pagesHSE - Loss Prevention in The Petrochemical and Chemical-Process High-Tech Industries in TaiwanLandryNo ratings yet
- Experiences in The OperationDocument7 pagesExperiences in The OperationUsama Bin SabirNo ratings yet
- Kurita Mitigating Coke FormationDocument3 pagesKurita Mitigating Coke FormationMarcelNo ratings yet
- Romeo PdvsaDocument16 pagesRomeo PdvsaAnonymous LSPoghJ5nNo ratings yet
- Distillation: Prepared By: DEEDAR ALI QURESHI Assist By: PHAIXA ABBASI, Former Student of CHM KU. ReferencesDocument76 pagesDistillation: Prepared By: DEEDAR ALI QURESHI Assist By: PHAIXA ABBASI, Former Student of CHM KU. ReferencesIrshad SheikhNo ratings yet
- Alfa Laval Packinox: Combined Feed/effluent Heat ExchangersDocument3 pagesAlfa Laval Packinox: Combined Feed/effluent Heat ExchangersAgnes JoseNo ratings yet
- Ertc 2017 PTQDocument20 pagesErtc 2017 PTQnghiemta18No ratings yet
- Critical Variable in Catalytic Reforming and Unit Monitoring Best PracticesDocument18 pagesCritical Variable in Catalytic Reforming and Unit Monitoring Best Practicesbakhtyar21No ratings yet
- Operator Training System For Hydrocracking Unit PDFDocument7 pagesOperator Training System For Hydrocracking Unit PDFAli Gohar RaoNo ratings yet
- 27 UnionfiningDocument2 pages27 Unionfiningali11111No ratings yet
- 00 PR PH 00002 - 2 Service Definition PhilosophyDocument8 pages00 PR PH 00002 - 2 Service Definition PhilosophyStevanNikolicNo ratings yet
- Gas Processing Plant OperationsDocument15 pagesGas Processing Plant OperationschineduNo ratings yet
- KBC White Paper - RAM Turnaround StrategyDocument6 pagesKBC White Paper - RAM Turnaround Strategywgzheng2001No ratings yet
- Troubleshooting Vacuum Unit Revamp - TDocument6 pagesTroubleshooting Vacuum Unit Revamp - TRafeek Emad AbdElkaderNo ratings yet
- Pre-Sulfiding On-Line Sulfiding ProceduresDocument8 pagesPre-Sulfiding On-Line Sulfiding ProceduresIrma Brennan0% (1)
- Ambatovy Site TourDocument41 pagesAmbatovy Site Tourrabbidhaggis100% (1)
- PED 5 Heat ExchangersDocument74 pagesPED 5 Heat ExchangersoperationmanagerNo ratings yet
- Cricondentherm & Cricondenbar PressuresDocument7 pagesCricondentherm & Cricondenbar PressuresdesertflowNo ratings yet
- CRU PresentationDocument18 pagesCRU PresentationManish KalraNo ratings yet
- Enviromental Fluid Catalytic Cracking Technology PDFDocument43 pagesEnviromental Fluid Catalytic Cracking Technology PDFNoheilly VásquezNo ratings yet
- Design Guidelines For Proplyene Splitters - Rev inDocument10 pagesDesign Guidelines For Proplyene Splitters - Rev intotongopNo ratings yet
- GBH Enterprises, LTD.: GBHE-PEG-MAS-601Document48 pagesGBH Enterprises, LTD.: GBHE-PEG-MAS-601rahulNo ratings yet
- The Oil Sands ProcessDocument2 pagesThe Oil Sands Processdaffodils2No ratings yet
- Fluid Catalytic Cracking of Heavy (Residual) Oil Fractions A Review PDFDocument21 pagesFluid Catalytic Cracking of Heavy (Residual) Oil Fractions A Review PDFMmediong UdofiaNo ratings yet
- TCM 701Document20 pagesTCM 701OYINLOLA ADESOKANNo ratings yet
- Em FlexicokingDocument8 pagesEm FlexicokingHenry Saenz0% (1)
- 07 Catalytic Cracking PDFDocument37 pages07 Catalytic Cracking PDFjeedanNo ratings yet
- PLC Scada Dcs PidDocument4 pagesPLC Scada Dcs PidDevidutta Panda0% (1)
- CHE353 Industrial Training - Final ReportDocument18 pagesCHE353 Industrial Training - Final ReportNishanth GuptaNo ratings yet
- Corrosion Under Insulation Inspection Sample ReportDocument11 pagesCorrosion Under Insulation Inspection Sample Reportduongbk24 luu quang duongNo ratings yet
- The Fires and Explosion at BP Oil Grangemouth Refinery LTDDocument48 pagesThe Fires and Explosion at BP Oil Grangemouth Refinery LTDRoo FaNo ratings yet
- Flare Minimization Strategy For Ethylene PlantsDocument7 pagesFlare Minimization Strategy For Ethylene Plantsysh11No ratings yet
- Sweetening LPG With AminesDocument8 pagesSweetening LPG With AminessizwehNo ratings yet
- Model Answers of FractionationDocument16 pagesModel Answers of FractionationAhmed Mohamed KhalilNo ratings yet
- Structured What If Technique A Complete Guide - 2020 EditionFrom EverandStructured What If Technique A Complete Guide - 2020 EditionNo ratings yet
- Com .& Start-Up Strategy 120926Document24 pagesCom .& Start-Up Strategy 120926rodinsendiong100% (1)
- Final Hazop Nocl Dhds SeiDocument132 pagesFinal Hazop Nocl Dhds SeiPrashanthMNair100% (1)
- CWH IOQ CA FinalDocument31 pagesCWH IOQ CA Finalvishwas salunkheNo ratings yet
- Guide For Installation of Solar PV Systems PDFDocument26 pagesGuide For Installation of Solar PV Systems PDFRobert Montoya100% (1)
- 1988 William Hooper - Calculate Head Loss Caused by Change in Pipe Size PDFDocument4 pages1988 William Hooper - Calculate Head Loss Caused by Change in Pipe Size PDFRobert Montoya100% (1)
- Implement A Competency Management System For Process SafetyDocument3 pagesImplement A Competency Management System For Process SafetyRobert MontoyaNo ratings yet
- Solve Operator Training in A Challengin Refining Industry PDFDocument3 pagesSolve Operator Training in A Challengin Refining Industry PDFRobert MontoyaNo ratings yet
- Solve Operator Training in A Challengin Refining Industry PDFDocument3 pagesSolve Operator Training in A Challengin Refining Industry PDFRobert MontoyaNo ratings yet
- Advanced Steam System Optimization Program PDFDocument5 pagesAdvanced Steam System Optimization Program PDFRobert MontoyaNo ratings yet
- Advanced Process Control Quick and Easy Energy SavingDocument3 pagesAdvanced Process Control Quick and Easy Energy SavingRobert MontoyaNo ratings yet
- The Importance of Intensive Steam Trap ManagementDocument4 pagesThe Importance of Intensive Steam Trap ManagementRobert MontoyaNo ratings yet
- Automated Decoking Solves Coker Safety ChallengesDocument4 pagesAutomated Decoking Solves Coker Safety ChallengesRobert MontoyaNo ratings yet
- Reduce Coke Formation and Save Operating Costs With Optimization of DMDS in Ethane Cracking FurnacesDocument4 pagesReduce Coke Formation and Save Operating Costs With Optimization of DMDS in Ethane Cracking FurnacesRobert MontoyaNo ratings yet
- Comparative Analyses of Common Project Execution AlternativesDocument3 pagesComparative Analyses of Common Project Execution AlternativesRobert MontoyaNo ratings yet
- Svrcek S 3 Phase Separator ArticleDocument12 pagesSvrcek S 3 Phase Separator ArticleRobert MontoyaNo ratings yet
- Improve Amine Unit Efficiency by Optimazing Operating Conditiong PDFDocument4 pagesImprove Amine Unit Efficiency by Optimazing Operating Conditiong PDFRobert MontoyaNo ratings yet
- Space Maker DrawingsDocument1 pageSpace Maker DrawingsAbd RaNo ratings yet
- A Theoretical Frame To Study Stability of Fresh Concrete - SpringerLinkDocument6 pagesA Theoretical Frame To Study Stability of Fresh Concrete - SpringerLinkPritha DasNo ratings yet
- Harga Clean & Care Update MEI 2022Document5 pagesHarga Clean & Care Update MEI 2022Popy HandiniNo ratings yet
- BS7671-2008 RatingFactorsDocument2 pagesBS7671-2008 RatingFactorspejakm1No ratings yet
- Conect OresDocument172 pagesConect OresJuan Diego García LópezNo ratings yet
- R1111-SPC-PL-00-001 Line Pipe General Specification Rev 0Document34 pagesR1111-SPC-PL-00-001 Line Pipe General Specification Rev 0AHMED AMIRA100% (1)
- INC Professional Dyno Test RoomsDocument9 pagesINC Professional Dyno Test RoomsAchmad SaifulNo ratings yet
- Plexus Selector GuideDocument8 pagesPlexus Selector GuideLodewykbronnNo ratings yet
- Pre-Course-HW-Tailor BrownDocument2 pagesPre-Course-HW-Tailor BrownTailorNo ratings yet
- P IpesDocument15 pagesP IpesMelvin EsguerraNo ratings yet
- E Bearings CompleteDocument463 pagesE Bearings CompletetahamohamedNo ratings yet
- Design Guidelines For Horizontal Drains Used For Slope StabilizationDocument390 pagesDesign Guidelines For Horizontal Drains Used For Slope StabilizationCostinel CristescuNo ratings yet
- Vicroads Guide To Restraining Concrete Panels & BeamsDocument18 pagesVicroads Guide To Restraining Concrete Panels & BeamsStuart EdwardsNo ratings yet
- Differential Pressure Valve E-250-01Document3 pagesDifferential Pressure Valve E-250-01Navin RamnauthNo ratings yet
- S+S Regeltechnik 1101-3050-5261-000 PT1000Document2 pagesS+S Regeltechnik 1101-3050-5261-000 PT1000NORODDINENo ratings yet
- Material Take-Off: Saudi Arabian Oil CompanyDocument4 pagesMaterial Take-Off: Saudi Arabian Oil CompanybillNo ratings yet
- Solarban 60 Short Form Specs Final 11 23 20Document10 pagesSolarban 60 Short Form Specs Final 11 23 20Jesse TarrNo ratings yet
- UPR 377 M MEP ISG 016 PVC Conduits & AccessoriesDocument117 pagesUPR 377 M MEP ISG 016 PVC Conduits & Accessoriesjagathmukundhan00No ratings yet
- Axial Load Capacity of Columns: (Short) : N ST G ST G ST STDocument9 pagesAxial Load Capacity of Columns: (Short) : N ST G ST G ST STAurora VillalunaNo ratings yet
- 2 3 1 PaffordablehousingdesignDocument3 pages2 3 1 Paffordablehousingdesignapi-348898646No ratings yet
- Planning, Analysis and Design of (G+20) Multi-Storey Residential Building Using Staad - ProDocument8 pagesPlanning, Analysis and Design of (G+20) Multi-Storey Residential Building Using Staad - ProShameer ShajiNo ratings yet
- GPT Installation Instructions - LoresDocument7 pagesGPT Installation Instructions - LoresEWheelerFKNo ratings yet
- Abstract of Cost Village Churu BlockDocument14 pagesAbstract of Cost Village Churu BlockMohit AgarwalNo ratings yet
- Pump Head CalculationDocument14 pagesPump Head CalculationSolymanElsayedSolymanNo ratings yet
- Rebar Accomplishment (As of October 30,2020)Document43 pagesRebar Accomplishment (As of October 30,2020)Kris Camille MoralesNo ratings yet
- Pyrot Assembly InstallationDocument52 pagesPyrot Assembly InstallationDimitris NikouNo ratings yet
- Markup: Markup For A Construction BusinessDocument9 pagesMarkup: Markup For A Construction BusinessjakejowersNo ratings yet