Download as pdf or txt
You might also like
- Asme B31.8 Nozzles CalcDocument16 pagesAsme B31.8 Nozzles CalcSAMER OSMANNo ratings yet
- Forged High Pressure FittingsDocument30 pagesForged High Pressure Fittingsjuliorojo70No ratings yet
- HopperDocument1 pageHopperalihussain97420No ratings yet
- Cable Tray & Tray Support Drawings PDFDocument14 pagesCable Tray & Tray Support Drawings PDFprabhu85No ratings yet
- Structure WoodenDocument14 pagesStructure WoodenAngélica María González FlórezNo ratings yet
- Sun GearDocument1 pageSun Gearapi-439460086No ratings yet
- PDF Cable Tray Amp Tray Support Drawingspdf - CompressDocument14 pagesPDF Cable Tray Amp Tray Support Drawingspdf - CompressMohan BabuNo ratings yet
- Thin Material: Nozzle Segment Indication ZonesDocument1 pageThin Material: Nozzle Segment Indication ZonesChidiebere Samuel OkogwuNo ratings yet
- Civil Work Specification Part 39Document10 pagesCivil Work Specification Part 39AM MANo ratings yet
- Planet GearDocument1 pagePlanet Gearapi-439358555No ratings yet
- Example 3D View: S S M Dwi.C SandyDocument1 pageExample 3D View: S S M Dwi.C SandysamiNo ratings yet
- Technical Information: Tonnage CalculationDocument2 pagesTechnical Information: Tonnage CalculationmdkhandaveNo ratings yet
- Top View Steel & Concrete Base: Detail - CDocument1 pageTop View Steel & Concrete Base: Detail - CGrab StrongNo ratings yet
- Tci - Astm A182 Stainless High Pressure Fittings PDFDocument15 pagesTci - Astm A182 Stainless High Pressure Fittings PDFBhavani PrasadNo ratings yet
- 150X8 HNBR 75-80 2.7% 2 Cavity-15-09-2023-03Document1 page150X8 HNBR 75-80 2.7% 2 Cavity-15-09-2023-03Genx Tools AccountantNo ratings yet
- Ujian Praktik - Bubut - Sheet1Document1 pageUjian Praktik - Bubut - Sheet1melianaeclsNo ratings yet
- Toggle SpringDocument1 pageToggle Springrohit negiNo ratings yet
- 6x5x2 SARANADocument1 page6x5x2 SARANAGrab StrongNo ratings yet
- Hms22a 03492 B ArtDocument2 pagesHms22a 03492 B ArtRabiul IslamNo ratings yet
- 904 Front View Side View 3D View: 4202504782 Ga DrawingDocument1 page904 Front View Side View 3D View: 4202504782 Ga DrawingDarshit VyasNo ratings yet
- Purlin Data Sheet MEIDocument1 pagePurlin Data Sheet MEIKamal FayazNo ratings yet
- Isometric View Scale: 1:15: Designed by Date Size Drawing Title REV Project Steel TowerDocument1 pageIsometric View Scale: 1:15: Designed by Date Size Drawing Title REV Project Steel TowerHussein RammalNo ratings yet
- BdataDocument4 pagesBdatadieselcudiNo ratings yet
- Batre AAADocument2 pagesBatre AAAFalisha RivienaNo ratings yet
- ShaftDocument1 pageShaftmohamed.hassan031No ratings yet
- Pipe Cut PCR BSPP2 012Document15 pagesPipe Cut PCR BSPP2 012beerratbullNo ratings yet
- Uruk Hai Swordsman Helm Foam TemplateDocument3 pagesUruk Hai Swordsman Helm Foam TemplateelarropieroNo ratings yet
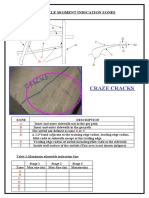
- Craze Cracks: Nozzle Segment Indication ZonesDocument1 pageCraze Cracks: Nozzle Segment Indication ZonesChidiebere Samuel OkogwuNo ratings yet
- Bar Bending Schedule No.: Tanda - CHPDocument3 pagesBar Bending Schedule No.: Tanda - CHPbipradasdharNo ratings yet
- 22bme0399 VL2023240101741 Ast03Document14 pages22bme0399 VL2023240101741 Ast03towibo1372No ratings yet
- ProjectDocument3 pagesProjectSyafiq AlifNo ratings yet
- sheet2mmDocument1 pagesheet2mmhoussemeddinekhemiri.businessNo ratings yet
- Piton de BronceDocument1 pagePiton de BronceDiana V. RosalesNo ratings yet
- USB1Document1 pageUSB1basmalahosam1907No ratings yet
- Size Scale Drawing Number REV SheetDocument2 pagesSize Scale Drawing Number REV SheetCarlos LopezNo ratings yet
- Detail Drawing Fabrication (Column & Beam) - Approved BIBDocument15 pagesDetail Drawing Fabrication (Column & Beam) - Approved BIB09yogi sepriawanNo ratings yet
- Sample Question Bank-18me43Document6 pagesSample Question Bank-18me43YogeshPalanisamyNo ratings yet
- Che FukDocument1 pageChe FukJae Hacuculaiy SamoreNo ratings yet
- FastenerDocument3 pagesFastenerFlourdeliza Hernandez MaalihanNo ratings yet
- DIN 11851 - Union - Stainless Steel PDFDocument8 pagesDIN 11851 - Union - Stainless Steel PDFAsep JajangNo ratings yet
- For Hilti Anchor Design, Following Data Is RequiredDocument2 pagesFor Hilti Anchor Design, Following Data Is RequiredsonofalexanderNo ratings yet
- Design Grizzly FCBK02 IsometricDocument1 pageDesign Grizzly FCBK02 IsometricSurya AdiNo ratings yet
- WINCHDocument1 pageWINCHJeofel NavarroNo ratings yet
- RCC93 Flat Slabs (Tables)Document15 pagesRCC93 Flat Slabs (Tables)Cioabla BogdanNo ratings yet
- Malaysian Logistic Return Material / Scrap Material FormDocument1 pageMalaysian Logistic Return Material / Scrap Material Formzz9No ratings yet
- Parr Magnetic Drive Shields Installation InstructionsDocument1 pageParr Magnetic Drive Shields Installation InstructionslorenzoNo ratings yet
- Cut Out For Drilling Template: Drawing TitleDocument2 pagesCut Out For Drilling Template: Drawing TitleJd DibrellNo ratings yet
- Elite SCDK 24 11Document1 pageElite SCDK 24 11A-1 DESIGN SOLUTIONNo ratings yet
- M3 - WS5 Ay1011s2 1112S1Document1 pageM3 - WS5 Ay1011s2 1112S1ignatiusNo ratings yet
- Quick Sheet: ASME B16.34 Forged Steel Piston Check ValvesDocument2 pagesQuick Sheet: ASME B16.34 Forged Steel Piston Check ValvesMorteza AtarianNo ratings yet
- Pitch 1 Diamond Knurling: Pt. Sugih Instrumendo AbadiDocument1 pagePitch 1 Diamond Knurling: Pt. Sugih Instrumendo AbadiagusNo ratings yet
- Part Detail Drawing 1200-E-4006: Document TitleDocument4 pagesPart Detail Drawing 1200-E-4006: Document TitleAnwar SadatNo ratings yet
- Acrilic 1Mm: Note Unspecified Edge: Champer 0.3Document2 pagesAcrilic 1Mm: Note Unspecified Edge: Champer 0.3AgungNo ratings yet
- Bulging: Nozzle Segment Indication ZonesDocument1 pageBulging: Nozzle Segment Indication ZonesChidiebere Samuel OkogwuNo ratings yet
- WIS5 Paper 2 Rev 3Document4 pagesWIS5 Paper 2 Rev 3Ahmed ShakirNo ratings yet
- Body Repair: SectionDocument54 pagesBody Repair: SectionederengNo ratings yet
- ANURAG Section ModelDocument1 pageANURAG Section ModelAjay JainNo ratings yet
- Spreadsheets To BS 8110: Advisory Group ECBP Typical Floor To BS8110 RMW 11-Jun-2020 123 CHG - R68Document23 pagesSpreadsheets To BS 8110: Advisory Group ECBP Typical Floor To BS8110 RMW 11-Jun-2020 123 CHG - R68Hossen LeopoldNo ratings yet
- TABLE FRONT SUPPORT 1 NOSDocument1 pageTABLE FRONT SUPPORT 1 NOSBhavin VadgamaNo ratings yet
- Scribd Document To Get One For Free1234Document1 pageScribd Document To Get One For Free1234danielwilloughbyNo ratings yet
- Scribd Document To Get One For Free12Document1 pageScribd Document To Get One For Free12danielwilloughbyNo ratings yet
- Drill Depth Clearance PDFDocument1 pageDrill Depth Clearance PDFdanielwilloughbyNo ratings yet
- Tyre Bag Ge Map 2010Document2 pagesTyre Bag Ge Map 2010danielwilloughbyNo ratings yet
- Residential Parking Permit ApplicationDocument2 pagesResidential Parking Permit ApplicationdanielwilloughbyNo ratings yet
- Maps - AWPR Project Map Oct-2012Document1 pageMaps - AWPR Project Map Oct-2012danielwilloughbyNo ratings yet