Download as pdf or txt
You might also like
- Olt AbencoadaDocument2 pagesOlt AbencoadaRamon ProduçõesNo ratings yet
- Interpol Buyers-Black-List 5-6-2020Document47 pagesInterpol Buyers-Black-List 5-6-2020chris perry0% (1)
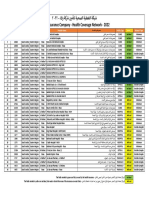
- Walaa Network 2022 شبكة التغطية الصحية-تامين شركة ولاءDocument1 pageWalaa Network 2022 شبكة التغطية الصحية-تامين شركة ولاءMohammed SulimanNo ratings yet
- Australian Standard: Guide To Residential PavementsDocument6 pagesAustralian Standard: Guide To Residential PavementsCity AspireNo ratings yet
- Case Digest - Peralta vs. Civil Service Commission 212 SCRA 425, G.R. No. 95832, Aug. 10, 1992Document2 pagesCase Digest - Peralta vs. Civil Service Commission 212 SCRA 425, G.R. No. 95832, Aug. 10, 1992Lu Cas100% (3)
- Apartment Check List: Tenant's Name Nationality Position Building Name Room No. E-MailDocument7 pagesApartment Check List: Tenant's Name Nationality Position Building Name Room No. E-MailAydaNo ratings yet
- Abe 412-Irrigation and Drainage Engineering Laboratory Exercise No. 5Document12 pagesAbe 412-Irrigation and Drainage Engineering Laboratory Exercise No. 5Jan James GrazaNo ratings yet
- Additional Cases Ch08Document4 pagesAdditional Cases Ch08amanraajNo ratings yet
- Ache Manufacturing Process - Pembangunan Mini LPG Plant 2.2 MMSCFDDocument1 pageAche Manufacturing Process - Pembangunan Mini LPG Plant 2.2 MMSCFDbayu kusumaNo ratings yet
- ITP - Frames 63 To 355 Low VoltageDocument5 pagesITP - Frames 63 To 355 Low VoltageidontlikeebooksNo ratings yet
- Adams Rite 4590, 4591 Paddles Installation InstructionsDocument2 pagesAdams Rite 4590, 4591 Paddles Installation Instructionsgi-locksmithNo ratings yet
- 2023-05-16 Package 21 OC Rev.4Document123 pages2023-05-16 Package 21 OC Rev.4pham locNo ratings yet
- Equipment InspectionDocument8 pagesEquipment InspectionRakesh MenonNo ratings yet
- StumpsDocument9 pagesStumpsprabhat mauryaNo ratings yet
- Modular CNC Mini Lathe-1Document2 pagesModular CNC Mini Lathe-1ModularCNC100% (1)
- Breeching Inlet With Cabinet: Standard Details-Fire Fighting LayoutDocument1 pageBreeching Inlet With Cabinet: Standard Details-Fire Fighting Layoutnithankarthik920No ratings yet
- AL REL EAS E: Lockdown Plate End ViewDocument1 pageAL REL EAS E: Lockdown Plate End ViewJOELNo ratings yet
- MMBC Under W&G ConstructionDocument1 pageMMBC Under W&G ConstructionGokulNo ratings yet
- NAS1149Document6 pagesNAS1149Konelek AeroNo ratings yet
- Nas 1149Document6 pagesNas 1149Andr EkmeNo ratings yet
- Archiplan 123Document1 pageArchiplan 123Jom AsagraNo ratings yet
- Nozzle Schedule: Front View Left SideDocument1 pageNozzle Schedule: Front View Left SidechenhetingNo ratings yet
- G Head DimensionalDocument1 pageG Head DimensionalSergio Andres Ramos CarmonaNo ratings yet
- Equipamento de Processo-ModelDocument1 pageEquipamento de Processo-ModelAna Carolina AlvesNo ratings yet
- Tablero General Normal TGN 3f+n 380i220v 60hzDocument5 pagesTablero General Normal TGN 3f+n 380i220v 60hzMichael TtimpoNo ratings yet
- CRANKSHAFT INSPECTION FORM (1st Inspection / After Disassemble)Document2 pagesCRANKSHAFT INSPECTION FORM (1st Inspection / After Disassemble)Yeremia100% (1)
- 545 7489 (EAG349) - Process FlowDocument1 page545 7489 (EAG349) - Process FlowDurai NaiduNo ratings yet
- CombinepdfDocument18 pagesCombinepdfilmolotsiNo ratings yet
- Adobe Scan Jul 20, 2021Document11 pagesAdobe Scan Jul 20, 2021Syko GamingNo ratings yet
- Dimensions Are For Reference Only. All Dimensions Are Subject To Change Upon Production. Unless Otherwise SpecifiedDocument1 pageDimensions Are For Reference Only. All Dimensions Are Subject To Change Upon Production. Unless Otherwise SpecifiedRUN GONo ratings yet
- NAS1351Document4 pagesNAS1351mxNo ratings yet
- 12-00010WD - D - TCAS I (Garmin GTS 855)Document4 pages12-00010WD - D - TCAS I (Garmin GTS 855)Deleh GonzalezNo ratings yet
- General Notes: Philippine Charity Sweepstakes OfficeDocument15 pagesGeneral Notes: Philippine Charity Sweepstakes OfficeNelson OrejudosNo ratings yet
- JJ Cruz + Associates S-02: Standard HooksDocument1 pageJJ Cruz + Associates S-02: Standard HooksCarlo GarciaNo ratings yet
- The Arctic Shutter - Thermal Window Shutter For Cold ClimatesDocument1 pageThe Arctic Shutter - Thermal Window Shutter For Cold ClimatesKhanh DamNo ratings yet
- Fab Squance Model VesselDocument1 pageFab Squance Model VesselRio PutraNo ratings yet
- MTT20 CAT777G-Appendix-4 PDFDocument59 pagesMTT20 CAT777G-Appendix-4 PDFJose Manuel Carcamo SaezNo ratings yet
- Connection Chart Ods Sizes 1.125" 1.625" 2.125" 2.625" 3.125" GPM 1-10 11-35 36-75 76-120 121 &Document1 pageConnection Chart Ods Sizes 1.125" 1.625" 2.125" 2.625" 3.125" GPM 1-10 11-35 36-75 76-120 121 &JOHNNo ratings yet
- Process Flow Charts Anjar UnitDocument10 pagesProcess Flow Charts Anjar UnitKuna MarndiNo ratings yet
- CD436497.001Document1 pageCD436497.001ahmadNo ratings yet
- FWDS 0241 ADocument2 pagesFWDS 0241 AAlanka PrasadNo ratings yet
- E-03 Main Switch BoardDocument116 pagesE-03 Main Switch BoardJay TandelNo ratings yet
- 1/4" NPT, Outlet Cooling Port 1/4" NPT, INLET Cooling PortDocument1 page1/4" NPT, Outlet Cooling Port 1/4" NPT, INLET Cooling PortRUN GONo ratings yet
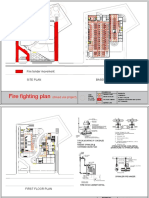
- FireFighting Sreejith170823013Document2 pagesFireFighting Sreejith170823013SreejithNo ratings yet
- Kadir Berk Yilmaz-Model b2205.030109Document1 pageKadir Berk Yilmaz-Model b2205.030109nazeningureNo ratings yet
- Wheel Rut Tester AsmDocument1 pageWheel Rut Tester AsmSaurabh Kumar VermaNo ratings yet
- 4G70mm N2XBY Type Test ReportDocument1 page4G70mm N2XBY Type Test ReportB JoldzicNo ratings yet
- Welding and Inspection Plan (Wip) Part 1: Design: Issued By: DateDocument4 pagesWelding and Inspection Plan (Wip) Part 1: Design: Issued By: DateJorgeAgustínSalgadoMirandaNo ratings yet
- Stonelite: 2400 Hwy 1431 West Marble Falls, TX 78654 800.328.6275Document1 pageStonelite: 2400 Hwy 1431 West Marble Falls, TX 78654 800.328.6275231Sondos Mahmoud AhmedNo ratings yet
- STD - S0068-Drive Way Close To Flalg Pole - RevDDocument1 pageSTD - S0068-Drive Way Close To Flalg Pole - RevDdarren dmuscat1hotmail.comNo ratings yet
- NA2159Document2 pagesNA2159Bogdan RusuNo ratings yet
- BORLOG BH-01 JEMBATAN BAH UpDocument1 pageBORLOG BH-01 JEMBATAN BAH UpBiltsar BardaNo ratings yet
- Brosur Tiang PJU (11metter)Document3 pagesBrosur Tiang PJU (11metter)Untung PrihantoNo ratings yet
- DWG CP18 20755 01 REV01 Ga Drawing PDFDocument1 pageDWG CP18 20755 01 REV01 Ga Drawing PDFEnriquinoNo ratings yet
- STANDARD DETAILS GEN - ModelDocument1 pageSTANDARD DETAILS GEN - ModelAteeq RahmanNo ratings yet
- ED1801 Ventilation Fan WOKDocument46 pagesED1801 Ventilation Fan WOKJOHAN VILCHEZNo ratings yet
- Anchor Chain CableDocument3 pagesAnchor Chain CablevihaanNo ratings yet
- Catalogue BucseDocument36 pagesCatalogue BucseRazvan StanciuNo ratings yet
- Subdivision: of Lot 984, Cad 446-D, Santiago CadastreDocument1 pageSubdivision: of Lot 984, Cad 446-D, Santiago CadastreKenneth T. GuillermoNo ratings yet
- SFSDFDocument1 pageSFSDFbillNo ratings yet
- S 7 PDFDocument1 pageS 7 PDFSam Russel SisonNo ratings yet
- 7-12-0004 Rev7 (Skirt Base Details)Document1 page7-12-0004 Rev7 (Skirt Base Details)sumit kumarNo ratings yet
- M.E. L.O. Auto Filter Vol 1Document6 pagesM.E. L.O. Auto Filter Vol 1Bhavesh NikamNo ratings yet
- Log Drilling Core: SNI 2436 - 2008 Mobile Power Plant and Fixed Gas Engine Power Plant PLTMG Nunukan 2 10MwDocument1 pageLog Drilling Core: SNI 2436 - 2008 Mobile Power Plant and Fixed Gas Engine Power Plant PLTMG Nunukan 2 10MwBambang SantosoNo ratings yet
- 33 KV VCB Panel Crompton Greaves CGL CG Power SolutionsDocument16 pages33 KV VCB Panel Crompton Greaves CGL CG Power SolutionsRAKESH CHANDRA PATRANo ratings yet
- Channel With Side Base Bend Profile-ADocument1 pageChannel With Side Base Bend Profile-AhangloqueNo ratings yet
- 2564 PDFDocument3 pages2564 PDFNitesh Kumar SoniNo ratings yet
- Hertzian Contact Stress Calculator.Document3 pagesHertzian Contact Stress Calculator.Nitesh Kumar SoniNo ratings yet
- Cleat Pad: Sr. Activity New Plan Date RemarksDocument2 pagesCleat Pad: Sr. Activity New Plan Date RemarksNitesh Kumar SoniNo ratings yet
- Casting Design As Influenced by Foundry Practice 7.28.08 PDFDocument80 pagesCasting Design As Influenced by Foundry Practice 7.28.08 PDFNitesh Kumar SoniNo ratings yet
- Op PDFDocument247 pagesOp PDFNitesh Kumar SoniNo ratings yet
- How To Use Coil Springs and Precautions: Radial Bearing (Class 0) Tolerances and AllowancesDocument1 pageHow To Use Coil Springs and Precautions: Radial Bearing (Class 0) Tolerances and AllowancesNitesh Kumar SoniNo ratings yet
- Types of Rolling Element Bearings: Cylindrical Roller Bearings With CageDocument1 pageTypes of Rolling Element Bearings: Cylindrical Roller Bearings With CageNitesh Kumar SoniNo ratings yet
- Item No. Part Number Qty. 1 NH00000237053 1Document9 pagesItem No. Part Number Qty. 1 NH00000237053 1Nitesh Kumar SoniNo ratings yet
- Tool Design Data Book PDFDocument124 pagesTool Design Data Book PDFbmvinay74% (19)
- Date Time IN Time Out Duration RemarkDocument24 pagesDate Time IN Time Out Duration RemarkNitesh Kumar SoniNo ratings yet
- Conveyor Systems enDocument12 pagesConveyor Systems enNitesh Kumar SoniNo ratings yet
- Resume: Skills and To Deliver To Best of My AbilityDocument3 pagesResume: Skills and To Deliver To Best of My AbilityNitesh Kumar SoniNo ratings yet
- Nitesh 1 Year B.E MechanicalDocument2 pagesNitesh 1 Year B.E MechanicalNitesh Kumar SoniNo ratings yet
- Neelesh Kumar Soni: Career ObjectivesDocument3 pagesNeelesh Kumar Soni: Career ObjectivesNitesh Kumar SoniNo ratings yet
- Rajiv Gandhi Proudyogiki Vishwavidyalaya, Bhopal (University of Technology of Madhya Pradesh)Document2 pagesRajiv Gandhi Proudyogiki Vishwavidyalaya, Bhopal (University of Technology of Madhya Pradesh)Nitesh Kumar SoniNo ratings yet
- Unit 3 HTML - RM - PDFDocument41 pagesUnit 3 HTML - RM - PDFlucifermorningstar2092000No ratings yet
- Mindray BC-2800 - Service ManualDocument108 pagesMindray BC-2800 - Service ManualAvilianaK.Bintari80% (5)
- Drip Torch DUCOTSDocument6 pagesDrip Torch DUCOTSQBMontgomeryNo ratings yet
- English Ki Tooti Hui TangDocument2 pagesEnglish Ki Tooti Hui TangGaurav PandeyNo ratings yet
- Tingkat Stres Dan Kualitas Tidur Mahasiswa: Keywords: Level of Stress, Stress Management, Sleep QualityDocument6 pagesTingkat Stres Dan Kualitas Tidur Mahasiswa: Keywords: Level of Stress, Stress Management, Sleep QualityJemmy KherisnaNo ratings yet
- B737 B2 TNA Jul RevisedDocument12 pagesB737 B2 TNA Jul ReviseduspaulrusselNo ratings yet
- Thyrotronic Rectifier ManualDocument3 pagesThyrotronic Rectifier ManualUsama SheikhNo ratings yet
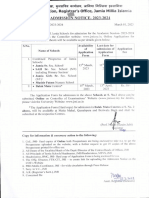
- Notice Admission School 2023march1Document1 pageNotice Admission School 2023march1asif khanNo ratings yet
- Ebook Computer Organization and Design Risc V 1St Edition Patterson Solutions Manual Full Chapter PDFDocument47 pagesEbook Computer Organization and Design Risc V 1St Edition Patterson Solutions Manual Full Chapter PDFjoanneesparzagwjxmyqont100% (13)
- The Board of Directors of Ogle Construction Company Is MeetingDocument1 pageThe Board of Directors of Ogle Construction Company Is MeetingAmit PandeyNo ratings yet
- Dahua DVR 5104C/5408C/5116C Especificaciones: M Odel DH-DVR5104C-V2 DH-DVR5108C DH-DVR5116C SystemDocument1 pageDahua DVR 5104C/5408C/5116C Especificaciones: M Odel DH-DVR5104C-V2 DH-DVR5108C DH-DVR5116C Systemomar mejiaNo ratings yet
- Chapter 1: General Principles in Taxation: Aranea, 98 Phil. 148)Document12 pagesChapter 1: General Principles in Taxation: Aranea, 98 Phil. 148)Rover RossNo ratings yet
- Thermocompressor Efficiency & PerformanceDocument4 pagesThermocompressor Efficiency & PerformancerifqizafrilNo ratings yet
- 06 US V ANG TANG HO Digest With Full CaseDocument14 pages06 US V ANG TANG HO Digest With Full CaseThirdy DemonteverdeNo ratings yet
- Labio, Roan Claire BSN-4: Staffing ScheduleDocument2 pagesLabio, Roan Claire BSN-4: Staffing Schedulenoronisa talusobNo ratings yet
- Biography Hatta RajasaDocument2 pagesBiography Hatta RajasaEvanNo ratings yet
- All Cement Formulae PDFDocument163 pagesAll Cement Formulae PDFGanapathy SubramaniamNo ratings yet
- FBC NotesDocument76 pagesFBC NotesSweatha SNo ratings yet
- Welding Procedure Specification (WPS) : Code: Asme-IxDocument2 pagesWelding Procedure Specification (WPS) : Code: Asme-IxAnonymous 4WzixLwupNo ratings yet
- Caf-8 All Test (Sp-24)Document87 pagesCaf-8 All Test (Sp-24)hashmiabdullah4948No ratings yet
- QuarryDocument4 pagesQuarryAnujith K BabuNo ratings yet
- Liquid Resins Additives - EmeaDocument59 pagesLiquid Resins Additives - Emearndsb.aopNo ratings yet