Download as pdf or txt
You might also like
- INKOMA - Shaft-Hub Connections - Polygonaxlar Enligt DIN 32711 Och DIN 32712Document18 pagesINKOMA - Shaft-Hub Connections - Polygonaxlar Enligt DIN 32711 Och DIN 32712kristoffer_mossheden100% (2)
- Recycling of PET Plastic Waste - Literature ReviewDocument57 pagesRecycling of PET Plastic Waste - Literature ReviewHala Hashim Merghani91% (43)
- Project Report On Plastic Granule/polymer Manufacturing UnitDocument8 pagesProject Report On Plastic Granule/polymer Manufacturing UnitEIRI Board of Consultants and Publishers50% (2)
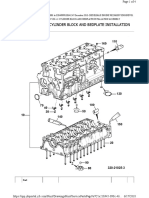
- 380engine Parts ManualDocument108 pages380engine Parts Manualkokila infraltdNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Demand Forecasting of Plastic Product by Ranjan Jharkhand 8195990639Document48 pagesDemand Forecasting of Plastic Product by Ranjan Jharkhand 8195990639rupesh singhNo ratings yet
- CNC ProgrammingDocument62 pagesCNC ProgrammingSanjog Maiti100% (2)
- Industrial TraningDocument16 pagesIndustrial TraningVIKRAM PATELNo ratings yet
- Billet size: - φ 25 x 70 mm: Straight, Taper And Radius TurningDocument16 pagesBillet size: - φ 25 x 70 mm: Straight, Taper And Radius TurningAnonymous NywZANxoNo ratings yet
- CNC TRAINDocument124 pagesCNC TRAINakshat naiduNo ratings yet
- Computer Aided Engineering: Assignment On CNC ProgrammingDocument13 pagesComputer Aided Engineering: Assignment On CNC ProgrammingShaswata BoseNo ratings yet
- QuickTURN 2D DesignDocument2 pagesQuickTURN 2D Designtouqeeraslam_uetNo ratings yet
- Jaguar Compressor CatalogueDocument14 pagesJaguar Compressor CatalogueShafikul IslamNo ratings yet
- NUM CNC Mill Program Example With G45 Pocket Milling G81 G84 G87 - Helman CNCDocument4 pagesNUM CNC Mill Program Example With G45 Pocket Milling G81 G84 G87 - Helman CNCpriyankaNo ratings yet
- Ricoh-Spc820-Catalogo de PecasDocument113 pagesRicoh-Spc820-Catalogo de PecasIzio Gabriel Nascimento SilvaNo ratings yet
- Oil Pump Promotion From Sunyue MachineryDocument3 pagesOil Pump Promotion From Sunyue Machineryanon_485665212100% (2)
- CNC MillingDocument4 pagesCNC Millingkishore nandyalaNo ratings yet
- CIM LAB Manual-1 PDFDocument40 pagesCIM LAB Manual-1 PDFgagan100% (1)
- Report CNCDocument27 pagesReport CNCYam BlackNo ratings yet
- Camworks Manual Based On Vtu SyllabusDocument25 pagesCamworks Manual Based On Vtu Syllabusviper7887No ratings yet
- CNC MachiningDocument6 pagesCNC MachiningZaid HassanNo ratings yet
- Tugas CNC DahrieDocument17 pagesTugas CNC Dahriemustafa berutuNo ratings yet
- Cam Lab ManualDocument29 pagesCam Lab ManualBalaji ManianNo ratings yet
- Thread Angle Thread Depth Minor Dia (Core Dia) Major DIA /outer DiaDocument6 pagesThread Angle Thread Depth Minor Dia (Core Dia) Major DIA /outer DiaHARISH VERMANo ratings yet
- Tugas CNC Turning SwansoftDocument7 pagesTugas CNC Turning SwansoftsyahrNo ratings yet
- Me 445 Integrated Manufacturing Technologies Experiment 2 "Process Planning in Turning Machine"Document8 pagesMe 445 Integrated Manufacturing Technologies Experiment 2 "Process Planning in Turning Machine"Sunil SharmaNo ratings yet
- Assignment No.1 SolutionDocument4 pagesAssignment No.1 SolutionHazem AhmedNo ratings yet
- Assignment No: 7 Title: Tool Path Generation For Turn Mill: Roll No: 14ME118 Be MechanicalDocument6 pagesAssignment No: 7 Title: Tool Path Generation For Turn Mill: Roll No: 14ME118 Be MechanicalPranav PawarNo ratings yet
- Lab 2 ReportDocument7 pagesLab 2 ReportiwaleedwasimNo ratings yet
- Threading Tools (SST Series)Document8 pagesThreading Tools (SST Series)Gilberto ManhattanNo ratings yet
- 20 Tooth MXL Pulley (AL20MXL025FB) (5171) - Beltingonline - Com, Supplier of Power Transmission and Conveying ProductsDocument2 pages20 Tooth MXL Pulley (AL20MXL025FB) (5171) - Beltingonline - Com, Supplier of Power Transmission and Conveying ProductsCchandra GoudNo ratings yet
- CNC Milling Program of Letters V K MODIDocument4 pagesCNC Milling Program of Letters V K MODIVinit ModiNo ratings yet
- Diploma Teknologi Pembuatan (Perkakasan) : Nuraini Binti Ab Rahim (15118015)Document5 pagesDiploma Teknologi Pembuatan (Perkakasan) : Nuraini Binti Ab Rahim (15118015)nuraini ab rahimNo ratings yet
- Cam Lab 12k708Document37 pagesCam Lab 12k708Nithish Kumar K MNo ratings yet
- Lathe - Exercise 2014Document8 pagesLathe - Exercise 2014Ramesh Vajram100% (1)
- Pocket ProcessDocument11 pagesPocket Processnuraini ab rahimNo ratings yet
- Dummy ProgramDocument1 pageDummy Programash2291No ratings yet
- Milling ProgramDocument20 pagesMilling ProgramSudeep Kumar SinghNo ratings yet
- Report SampleDocument19 pagesReport SampleYam BlackNo ratings yet
- Ex. No. 1 DateDocument14 pagesEx. No. 1 DateBharat DarsiNo ratings yet
- Comparative Analysis of Face Milling in Dry and Wet Condition of Al 8011 For Minimum Surface Roughness in Face MillingDocument10 pagesComparative Analysis of Face Milling in Dry and Wet Condition of Al 8011 For Minimum Surface Roughness in Face MillingIJRASETPublicationsNo ratings yet
- Caterpillar Cat 226 Skid Steer Loader (Prefix 5FZ) Service Repair Manual (5FZ00001-06699)Document24 pagesCaterpillar Cat 226 Skid Steer Loader (Prefix 5FZ) Service Repair Manual (5FZ00001-06699)rpoy9396615No ratings yet
- Armado 335 Mando FinalDocument15 pagesArmado 335 Mando FinalMiguel Huaman PolarNo ratings yet
- Group 24 (Solar Mobile ChargingDocument22 pagesGroup 24 (Solar Mobile ChargingBanothu RameshNo ratings yet
- CNC ReportDocument8 pagesCNC ReportEkene Chikwendu-OgbodoNo ratings yet
- The Text Used On A Typical Detail Sheet Should Be - Placed HorizontallyDocument30 pagesThe Text Used On A Typical Detail Sheet Should Be - Placed HorizontallyShalom HaileNo ratings yet
- MMT Series For Precise and Efficient ThreadingDocument2 pagesMMT Series For Precise and Efficient Threadingdante eyzaguirreNo ratings yet
- Cam RecordDocument39 pagesCam Recordryan saraNo ratings yet
- PC - M018 - M019 - SPC231SF - SPC232SFDocument77 pagesPC - M018 - M019 - SPC231SF - SPC232SFwodson lemosNo ratings yet
- Circular Interpolation Programming Example 123456Document14 pagesCircular Interpolation Programming Example 123456Kennaa GadaaNo ratings yet
- Program Length: Make Sure That The Integrity and Safety of The Program Is Not CompromisedDocument2 pagesProgram Length: Make Sure That The Integrity and Safety of The Program Is Not CompromisedDavid BumbaloughNo ratings yet
- UntitledDocument3 pagesUntitledswaroop kenganalNo ratings yet
- Exemple ProgramareDocument32 pagesExemple Programarebula123No ratings yet
- ME 473 Unit 5Document21 pagesME 473 Unit 5Ama Serwaa YeboahNo ratings yet
- Ejercicios Semana 7winunisof 1 2 3 4Document12 pagesEjercicios Semana 7winunisof 1 2 3 4Arturo SantNo ratings yet
- CNC Lab ReportDocument3 pagesCNC Lab ReportsakuNo ratings yet
- Cim Lab ProgramsDocument28 pagesCim Lab ProgramsTarun GuptaNo ratings yet
- Skintop® MS-M: Product InformationDocument3 pagesSkintop® MS-M: Product InformationsuolanNo ratings yet
- Odt-N 50: Modular Driven Tool Device For Axial System Din 1809 CouplingDocument24 pagesOdt-N 50: Modular Driven Tool Device For Axial System Din 1809 CouplingPaulo SoaresNo ratings yet
- Home Products Service Solutions Download About Us ForumDocument1 pageHome Products Service Solutions Download About Us ForumEduardo QuiñonesNo ratings yet
- Mtu 18V2000G63 SN 539300233 PDFDocument176 pagesMtu 18V2000G63 SN 539300233 PDFMick VNo ratings yet
- Industrial Molds World Summary: Market Values & Financials by CountryFrom EverandIndustrial Molds World Summary: Market Values & Financials by CountryNo ratings yet
- Design and Performance Studies of The Scanning Magnetron in Terms of V-I Characteristics, Dependence of V-I Characteristics On Scanning Speed, Deposition Rate and Substrate TemperatureDocument5 pagesDesign and Performance Studies of The Scanning Magnetron in Terms of V-I Characteristics, Dependence of V-I Characteristics On Scanning Speed, Deposition Rate and Substrate TemperatureIjsrnet EditorialNo ratings yet
- Dengue With Bradycardia: Clinical Predictors and Prognostic SignificanceDocument5 pagesDengue With Bradycardia: Clinical Predictors and Prognostic SignificanceIjsrnet EditorialNo ratings yet
- Diabetic Factors Associated With Gastrointestinal Symptoms in Adult Patients With Diabetes Mellitus in Dammam and Qatif, Eastern Province, Saudi ArabiaDocument9 pagesDiabetic Factors Associated With Gastrointestinal Symptoms in Adult Patients With Diabetes Mellitus in Dammam and Qatif, Eastern Province, Saudi ArabiaIjsrnet EditorialNo ratings yet
- Berries in DermatologyDocument2 pagesBerries in DermatologyIjsrnet EditorialNo ratings yet
- Demographic Transition of BangladeshDocument5 pagesDemographic Transition of BangladeshIjsrnet EditorialNo ratings yet
- A Study to Develop and Evaluate the Effectiveness of an Awareness Programme on 'Prevention of Child Abuse' in Terms of Knowledge and Attitude of Parents Regarding Child Abuse in Rural Area of Selected District of Haryana, IndiaDocument5 pagesA Study to Develop and Evaluate the Effectiveness of an Awareness Programme on 'Prevention of Child Abuse' in Terms of Knowledge and Attitude of Parents Regarding Child Abuse in Rural Area of Selected District of Haryana, IndiaIjsrnet EditorialNo ratings yet
- A Study On Quality and Quantity of Sleep Disturbances Associated With Their Quality of Life in Psychiatric PatientsDocument6 pagesA Study On Quality and Quantity of Sleep Disturbances Associated With Their Quality of Life in Psychiatric PatientsIjsrnet EditorialNo ratings yet
- Application of Quality by Design Approach For Development and Validation of Analytical RP-HPLC Method For Prasugrel HCL in Bulk and Tablet Dosage FormDocument10 pagesApplication of Quality by Design Approach For Development and Validation of Analytical RP-HPLC Method For Prasugrel HCL in Bulk and Tablet Dosage FormIjsrnet EditorialNo ratings yet
- A Study To Evaluate The Effectiveness of Guided Imagery Technique On Stress Among Hypertensive Patients in Selected Rural Areas of Kodaikanal Taluk, TamilnaduDocument3 pagesA Study To Evaluate The Effectiveness of Guided Imagery Technique On Stress Among Hypertensive Patients in Selected Rural Areas of Kodaikanal Taluk, TamilnaduIjsrnet EditorialNo ratings yet
- An Explorative Study To Assess Knowledge and Attitude Regarding Infertility Among Married Women With A View of Developing Information Booklet On Infertility at Infertility Clinics, Raipur ChhattisgarhDocument3 pagesAn Explorative Study To Assess Knowledge and Attitude Regarding Infertility Among Married Women With A View of Developing Information Booklet On Infertility at Infertility Clinics, Raipur ChhattisgarhIjsrnet EditorialNo ratings yet
- A Study of Stress Management Among Secondary School Students in Relation To GenderDocument3 pagesA Study of Stress Management Among Secondary School Students in Relation To GenderIjsrnet EditorialNo ratings yet
- Low-E Coated Glass U-Value and SHGC Value CalculationDocument1 pageLow-E Coated Glass U-Value and SHGC Value CalculationSatrio PrakosoNo ratings yet
- Plastic ResearchDocument6 pagesPlastic ResearchJulian Aldrin MedinaNo ratings yet
- Plastic Injection Machine: Chailease International Leasing Co., LTDDocument25 pagesPlastic Injection Machine: Chailease International Leasing Co., LTDDương NguyễnNo ratings yet
- Polymer: Types of PolymersDocument6 pagesPolymer: Types of PolymersSarah SheikhNo ratings yet
- TABLE A.5.6.3 Alphabetical Listing of Commodity Classes: Product Heading Product Nfpa 13Document6 pagesTABLE A.5.6.3 Alphabetical Listing of Commodity Classes: Product Heading Product Nfpa 13mohamed fathiNo ratings yet
- Business Study On Plastic Industry New FormatDocument52 pagesBusiness Study On Plastic Industry New Formatimdeepak1No ratings yet
- Polymers Used in Food Packaging: 10/30/2020 Erandika Bandara 1Document41 pagesPolymers Used in Food Packaging: 10/30/2020 Erandika Bandara 1sumit kumarNo ratings yet
- Vacuum Forming GuideDocument53 pagesVacuum Forming GuidejamesstaylorNo ratings yet
- History and Classification of PlasticsDocument12 pagesHistory and Classification of PlasticsAnkit SharmaNo ratings yet
- Metalclad Seri GDocument6 pagesMetalclad Seri GEvan BadakNo ratings yet
- Designing For Injection Molding - Injection Mold Design - Plastic MoldingDocument21 pagesDesigning For Injection Molding - Injection Mold Design - Plastic MoldingRANJEET CHAUHANNo ratings yet
- Service Temperature ListDocument7 pagesService Temperature Listsabaris ksNo ratings yet
- Lost Foam Cast ProcemssDocument22 pagesLost Foam Cast ProcemssSebastian PeterNo ratings yet
- High Density Polyethylene (HDPE Injection) : Technical Data SheetDocument1 pageHigh Density Polyethylene (HDPE Injection) : Technical Data SheetEleannys GarciasNo ratings yet
- Report On Plastic BagsDocument2 pagesReport On Plastic BagsQuỳnh DoãnNo ratings yet
- Polymers and Polymer CompositesDocument71 pagesPolymers and Polymer CompositesmohansaiNo ratings yet
- VIII - Science - L-3 Synthetic Fibres and Plastics - 25727657Document11 pagesVIII - Science - L-3 Synthetic Fibres and Plastics - 25727657GauraviNo ratings yet
- Li Report Amirul Izan DoneDocument26 pagesLi Report Amirul Izan DoneAmirul IzanNo ratings yet
- Plast ImportDocument83 pagesPlast ImportMilind KailaNo ratings yet
- Ratti e TopiDocument92 pagesRatti e TopidhsixjjxjNo ratings yet
- Exxon™ Butyl 268: RubberDocument2 pagesExxon™ Butyl 268: RubberMaram YasserNo ratings yet
- India Plastics ManufactureDocument12 pagesIndia Plastics Manufacture01 Financial100% (1)
- Mil M 46069Document6 pagesMil M 46069BhanuNo ratings yet
- Parker TubingDocument85 pagesParker TubingPatrick StivénNo ratings yet
- US20060079590A1Document8 pagesUS20060079590A1AhmedNo ratings yet
- Thermoplastic Thermosetting Structural Composites: School Chemical Engineering Georgia Institute Technology Atlanta, andDocument4 pagesThermoplastic Thermosetting Structural Composites: School Chemical Engineering Georgia Institute Technology Atlanta, andAbd BaghadNo ratings yet
- PolymersDocument50 pagesPolymerscastromayorj459No ratings yet