Download as pdf or txt
You might also like
- Press Tool - I Notes - Documents-1Document145 pagesPress Tool - I Notes - Documents-1Sourav Vashisth98% (43)
- Manual Do Sax Yamaha PDFDocument144 pagesManual Do Sax Yamaha PDFIlmar Ferreira100% (4)
- Belin Tools PDFDocument40 pagesBelin Tools PDFdoc_nebulaNo ratings yet
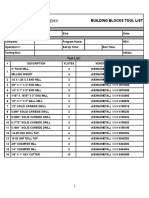
- Building Blocks Tool List v2Document2 pagesBuilding Blocks Tool List v2BoopathiNo ratings yet
- Pin-On Bucket (3.5 Yd ) (Z-Bar) ( - 618133) - ST156361: Parts ListDocument3 pagesPin-On Bucket (3.5 Yd ) (Z-Bar) ( - 618133) - ST156361: Parts ListtallerNo ratings yet
- Pin-On Bucket (3.5 Yd ) (Z-Bar) ( - 618133) - ST156361: Parts ListDocument3 pagesPin-On Bucket (3.5 Yd ) (Z-Bar) ( - 618133) - ST156361: Parts ListtallerNo ratings yet
- Pin-On Bucket (3.5 Yd ) (Z-Bar) ( - 618133) - ST156361: Parts ListDocument3 pagesPin-On Bucket (3.5 Yd ) (Z-Bar) ( - 618133) - ST156361: Parts ListtallerNo ratings yet
- Xtra ReportDocument9 pagesXtra ReportStjepan CrnkovićNo ratings yet
- 34 Solid Carbide Thread MillsDocument2 pages34 Solid Carbide Thread Millslintang madi sudiroNo ratings yet
- Avio Print J-3 Cub User Guide 1.1Document28 pagesAvio Print J-3 Cub User Guide 1.1Sauli KlaavuNo ratings yet
- Caledyne Hest ManualDocument8 pagesCaledyne Hest ManualGade JyNo ratings yet
- Catalog Insert BowlsDocument63 pagesCatalog Insert BowlsahmedNo ratings yet
- Report 10675153058754062757Document4 pagesReport 10675153058754062757Cotar S.A de C.V.No ratings yet
- 878-Tool Design and Drawing: Part - ADocument17 pages878-Tool Design and Drawing: Part - AsandhuNo ratings yet
- c006b MDocument28 pagesc006b MVignesh WaranNo ratings yet
- Shell RollinggDocument26 pagesShell RollinggwenigmaNo ratings yet
- Product InformationDocument56 pagesProduct InformationJose Enrique Mendoza RodriguezNo ratings yet
- Chain Puller Is One of Yamaha Vega RDocument7 pagesChain Puller Is One of Yamaha Vega Recep nugrahaNo ratings yet
- PRM Bench Mill Drill ManualDocument56 pagesPRM Bench Mill Drill ManualMatthew MattesonNo ratings yet
- Taladro Magnetico Rotabest Mini 36-50 Manual OperacionDocument12 pagesTaladro Magnetico Rotabest Mini 36-50 Manual OperacionAtahualpa Bulganin Infante YañezNo ratings yet
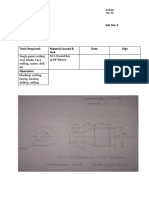
- Shop - Machine Shop Job No-1 Name of The Job-: Tools Required: Material Issued & Size Date SignDocument17 pagesShop - Machine Shop Job No-1 Name of The Job-: Tools Required: Material Issued & Size Date SignDifferent wayNo ratings yet
- Issue3 2Document7 pagesIssue3 2Crafty SeedNo ratings yet
- Procees Sheet Name of Job:-K 38 Lop Body Name of Industry: - LAXMI OIL & PUMPSDocument2 pagesProcees Sheet Name of Job:-K 38 Lop Body Name of Industry: - LAXMI OIL & PUMPSSikander GirgoukarNo ratings yet
- PARAT ToolpostDocument26 pagesPARAT ToolpostSebNo ratings yet
- 1 ToleranceDocument8 pages1 ToleranceRaymond LO OtucopiNo ratings yet
- Perrin High Pressure Valves For Hydrogen ServiceDocument12 pagesPerrin High Pressure Valves For Hydrogen ServiceKunming Wang100% (1)
- T7 PartsDocument86 pagesT7 PartsUmar ShamsudinNo ratings yet
- Tube Bender HMP 200 FinalDocument18 pagesTube Bender HMP 200 Finaltigre_fiel100% (1)
- Nitto Kohki Power Tools PDFDocument28 pagesNitto Kohki Power Tools PDFAnonymous E8YIWa4i6yNo ratings yet
- Art. No. ISO Body Size Ls ΦD Hs TDocument2 pagesArt. No. ISO Body Size Ls ΦD Hs TSyaifulIslamNo ratings yet
- Pig Launchers Pig ReceiversDocument3 pagesPig Launchers Pig ReceiversMurli ramchandran0% (1)
- DT 750 MOMF 5 Parker Check ValveDocument3 pagesDT 750 MOMF 5 Parker Check ValveMROstop.comNo ratings yet
- I XmillDocument8 pagesI XmillVladimir Pereira MacielNo ratings yet
- FUJI FRONTIER 340E - PartslistDocument172 pagesFUJI FRONTIER 340E - Partslistvitprint22No ratings yet
- Lithonia RSALPDocument2 pagesLithonia RSALPaario1No ratings yet
- TI Manual SJX Elevator-2Document11 pagesTI Manual SJX Elevator-2Alex MillerNo ratings yet
- Lealfet AirtoolsDocument2 pagesLealfet Airtoolsamirouche15No ratings yet
- Tugas Si SadeDocument25 pagesTugas Si SadeNabil SatriaNo ratings yet
- Thread MillDocument40 pagesThread MillferNo ratings yet
- Tangless 8pp en (Recoil Insert)Document8 pagesTangless 8pp en (Recoil Insert)WK SinnNo ratings yet
- Parts Reference List: Model: DCP-8080DN / DCP-8085DN / MFC-8480DN / MFC-8680DN / MFC-80D: /MFC-888DN MFC-88 D1+ 0) &'Document40 pagesParts Reference List: Model: DCP-8080DN / DCP-8085DN / MFC-8480DN / MFC-8680DN / MFC-80D: /MFC-888DN MFC-88 D1+ 0) &'Maks ProstNo ratings yet
- Met 103Document65 pagesMet 103xxforever510No ratings yet
- Beamtool Scan Plan Inspection Layout: 25Mm 200Mm 100Mm 0Mm Steel 1020 3.24Mm/Μs 5.89Mm/ΜsDocument3 pagesBeamtool Scan Plan Inspection Layout: 25Mm 200Mm 100Mm 0Mm Steel 1020 3.24Mm/Μs 5.89Mm/Μsநந்த குமார் சம்பத் நாகராஜன்No ratings yet
- Eje 590SL Ser 2Document4 pagesEje 590SL Ser 2Leon Mercado RNo ratings yet
- MaxWell 4.5in Casing CuttingtoolDocument3 pagesMaxWell 4.5in Casing Cuttingtooljunbo duNo ratings yet
- Milling MachinesDocument48 pagesMilling MachinesAliah IzzahNo ratings yet
- MT HW2 Muratbekov Miras Anpdoy PDFDocument13 pagesMT HW2 Muratbekov Miras Anpdoy PDFMiras MuratbekovNo ratings yet
- Certificate: Shri Leeladhar Pal, JR - Officer Plate Mill (Elect.), Bhilai Steel Plant, BhilaiDocument51 pagesCertificate: Shri Leeladhar Pal, JR - Officer Plate Mill (Elect.), Bhilai Steel Plant, BhilaiAditya SinghNo ratings yet
- EMCO F1 ManualDocument308 pagesEMCO F1 ManualClinton Koo100% (1)
- Engg 2Document8 pagesEngg 2ganesan 0011No ratings yet
- Opera Ting Manual: HQ400/3A - HQ400/3B - HQ400/3L Multi - Purpose MachineDocument34 pagesOpera Ting Manual: HQ400/3A - HQ400/3B - HQ400/3L Multi - Purpose MachinerianrureNo ratings yet
- Milling Process: IE 337: Materials and Manufacturing Processes Lab # 4Document4 pagesMilling Process: IE 337: Materials and Manufacturing Processes Lab # 4Revanth ViswanadhaNo ratings yet
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersFrom EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersRating: 3.5 out of 5 stars3.5/5 (2)
- Modelling a Tiger I s.Pz.Abt.507, East Prussia, November 1944: In I/35 scaleFrom EverandModelling a Tiger I s.Pz.Abt.507, East Prussia, November 1944: In I/35 scaleNo ratings yet
- Turning Wood with Carbide Tools: Techniques and Projects for Every Skill LevelFrom EverandTurning Wood with Carbide Tools: Techniques and Projects for Every Skill LevelRating: 4.5 out of 5 stars4.5/5 (3)