Download as xlsx, pdf, or txt
You might also like
- TEM-En-001-00 - Spring Support Data SheetDocument2 pagesTEM-En-001-00 - Spring Support Data SheetPhilippe AlexandreNo ratings yet
- Samson Globe Control ValveDocument12 pagesSamson Globe Control ValveShishir DwivediNo ratings yet
- Inspection Release NoteDocument1 pageInspection Release NoteKarthik S67% (3)
- ASME Section-IX QuestionsDocument18 pagesASME Section-IX QuestionsKarthik S100% (1)
- Siemens: 1200 MW DGEN Mega Power ProjectDocument4 pagesSiemens: 1200 MW DGEN Mega Power ProjectJuzer MadarwalaNo ratings yet
- ITP - Brick Work (Version 1)Document1 pageITP - Brick Work (Version 1)Hariom GuptaNo ratings yet
- Butterfly ValveDocument4 pagesButterfly ValveghjtyuNo ratings yet
- Flexpipe PDS FlexCord EnglishDocument2 pagesFlexpipe PDS FlexCord EnglishpsycopaulNo ratings yet
- Ducting QAP R02 080822Document2 pagesDucting QAP R02 080822Pavul RajNo ratings yet
- CPVC ChecklistDocument1 pageCPVC Checklistchakravarthi kanugulaNo ratings yet
- Amal Hrsg-1 Project - Material Tracking Sheet: Procurement Manufacturing & Delivery StatusDocument4 pagesAmal Hrsg-1 Project - Material Tracking Sheet: Procurement Manufacturing & Delivery StatusNadim JilaniNo ratings yet
- Itp PWHTDocument1 pageItp PWHTTridib DeyNo ratings yet
- Quality Plan and Checklist (HVAC) - Sandvik G BlockDocument3 pagesQuality Plan and Checklist (HVAC) - Sandvik G BlockParasNo ratings yet
- Itp For Painting - FDocument5 pagesItp For Painting - FMudabbir HussainNo ratings yet
- Contoh ItpDocument3 pagesContoh Itphafiz elektroNo ratings yet
- FQP 16.11.18 Vol-I - BoilerDocument90 pagesFQP 16.11.18 Vol-I - Boilerashis chatterjeeNo ratings yet
- Hot+Water+Boilers+Pre Commissioning+Checklist+10 2021Document4 pagesHot+Water+Boilers+Pre Commissioning+Checklist+10 2021syukron36No ratings yet
- 04 Pneumatic Testing Procedure Shell OKDocument6 pages04 Pneumatic Testing Procedure Shell OKEduardo GarciaNo ratings yet
- Sprinkler System - NwpsDocument16 pagesSprinkler System - NwpsBroderick DispoNo ratings yet
- HDPE Butt Fusion Weld Inspection and Imaging PDFDocument19 pagesHDPE Butt Fusion Weld Inspection and Imaging PDFelectroscribdNo ratings yet
- Master Data Report YES (Check One) NO: Asme Boiler and Pressure Vessel CodeDocument2 pagesMaster Data Report YES (Check One) NO: Asme Boiler and Pressure Vessel CodeMuhammad Fitransyah Syamsuar Putra0% (1)
- Hydrotest QI304-sampleDocument3 pagesHydrotest QI304-sampleHanuman Rao100% (1)
- LOFICA Brochure 2017Document4 pagesLOFICA Brochure 2017main mydriveNo ratings yet
- Lot Inspection Report For LPG New CylindersDocument3 pagesLot Inspection Report For LPG New CylindersJagannath MajhiNo ratings yet
- Pipe Bend ReportDocument1 pagePipe Bend ReportMohd Effiezool Yaser100% (1)
- WeldingDocument73 pagesWeldingTeodor EzaruNo ratings yet
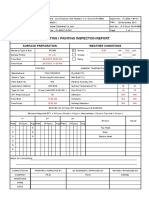
- BlastPainting Report R.1Document1 pageBlastPainting Report R.1คุณพ่อน้อง บิ๊กบอสNo ratings yet
- WPS Qualify To DNV-OS-C401 - SampleDocument12 pagesWPS Qualify To DNV-OS-C401 - SampleBien NguyenDuyNo ratings yet
- 5-NDT ClearanceDocument1 page5-NDT ClearanceM.A.NNo ratings yet
- Pipework Pretest Checklist (Empty)Document1 pagePipework Pretest Checklist (Empty)Jorge Garcia100% (1)
- D7029 - Inspection Release Note FormatDocument2 pagesD7029 - Inspection Release Note Formatnisha_khan100% (1)
- ITP For Ball Valves - (ON-OFF) - 32 Inch NGL Pipeline PDFDocument3 pagesITP For Ball Valves - (ON-OFF) - 32 Inch NGL Pipeline PDFGordon LongforganNo ratings yet
- Basics - Dew Point Measurement - P60 P63 PDFDocument4 pagesBasics - Dew Point Measurement - P60 P63 PDFAnonymous o38k1iEKFNo ratings yet
- 1-PMF-012-COM-005 - v2 - Document - Submittal - Form-029-Copy 1Document1 page1-PMF-012-COM-005 - v2 - Document - Submittal - Form-029-Copy 1Eng hassan hussienNo ratings yet
- 8-Piping Final InspectionDocument1 page8-Piping Final InspectionM.A.NNo ratings yet
- A.9.02 - CPCL Itp For Utility Boiler PackageDocument3 pagesA.9.02 - CPCL Itp For Utility Boiler PackageGanesh EshwarNo ratings yet
- ITP For Under Ground Firewater SystemDocument4 pagesITP For Under Ground Firewater SystemjaseelNo ratings yet
- Risks in Facility Build Quality and Project Handover: What Happened?Document3 pagesRisks in Facility Build Quality and Project Handover: What Happened?musaismail8863No ratings yet
- Test and Drain PDFDocument8 pagesTest and Drain PDFPARIETALNo ratings yet
- Precision Storage Vessels PVT LTD: Pressure Test ReportDocument2 pagesPrecision Storage Vessels PVT LTD: Pressure Test ReportSenthil Kumaran100% (1)
- Elding Rocedure Pecification: 7200-HDPE Butt WeldDocument2 pagesElding Rocedure Pecification: 7200-HDPE Butt Weldsamer8saifNo ratings yet
- WPS Sa 517Document2 pagesWPS Sa 517DHANANNJAI SINGH -No ratings yet
- Itp - 002 - Duct Installation - IfrDocument3 pagesItp - 002 - Duct Installation - IfrMari BelajarNo ratings yet
- Hydrostatic Test Report: Project Description Job Order No. Test Date Qty EquipmentDocument1 pageHydrostatic Test Report: Project Description Job Order No. Test Date Qty EquipmentgjoeNo ratings yet
- Perform Pressure & Leak Test, Tubing & PipingDocument19 pagesPerform Pressure & Leak Test, Tubing & PipingBibhu Ranjan MohantyNo ratings yet
- SOLENOID VALVE ASCO LowPower - Gseries - R8 PDFDocument14 pagesSOLENOID VALVE ASCO LowPower - Gseries - R8 PDFNUR AFIFAHNo ratings yet
- Chemical Resistance (LLDPE) PDFDocument24 pagesChemical Resistance (LLDPE) PDFrubyshreeNo ratings yet
- Samsung VRF Installation Trend For BuildingDocument55 pagesSamsung VRF Installation Trend For BuildingNaseemNo ratings yet
- ITP (2012) GuidelinesDocument48 pagesITP (2012) GuidelinesZaid MiskamNo ratings yet
- QAP ITP Bhogat - REV-01Document8 pagesQAP ITP Bhogat - REV-01Ramkunwar YadavNo ratings yet
- M-Storm Drainage System - IC-M-SDS-00Document2 pagesM-Storm Drainage System - IC-M-SDS-00achusanachuNo ratings yet
- WSA 109 - 2011 Flange Gaskets Working SheetDocument1 pageWSA 109 - 2011 Flange Gaskets Working SheetAbit BronjaNo ratings yet
- RUX Ball ValveDocument1 pageRUX Ball Valvejustine lopez100% (1)
- Qw-482 Welding Procedure Specifications (WPS) : (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document1 pageQw-482 Welding Procedure Specifications (WPS) : (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)linaNo ratings yet
- Welcome To: Training Program On GUIDED TOUR OF Asme CodesDocument120 pagesWelcome To: Training Program On GUIDED TOUR OF Asme CodesDiego HenriqueNo ratings yet
- Flanges ANSI16 5###Document48 pagesFlanges ANSI16 5###kunal shahNo ratings yet
- ValspeQ 4.11.1 - Release Note-Installation InstructionsDocument5 pagesValspeQ 4.11.1 - Release Note-Installation InstructionsiqbalprstyNo ratings yet
- Paint Coating Stainless SteelsDocument2 pagesPaint Coating Stainless SteelsSilva NumaNo ratings yet
- Installation Procedure: Installation For CHEZY PP Inspection ChamberDocument1 pageInstallation Procedure: Installation For CHEZY PP Inspection Chambertaufik saari100% (1)
- Ibr Inspection ProtocolDocument4 pagesIbr Inspection ProtocolLipika Gayen100% (1)
- Made in Italy - EuropeDocument8 pagesMade in Italy - EuropeenenickNo ratings yet
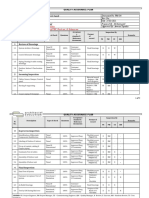
- ITPDocument2 pagesITPKarthikeyan Shanmugavel100% (1)
- CFP TR PTR TRCC02 000188Document3 pagesCFP TR PTR TRCC02 000188Karthik SNo ratings yet
- 101 20 ST SPC 00005 - 00Document39 pages101 20 ST SPC 00005 - 00Karthik SNo ratings yet
- NB-347 EDT Application Package (Rev. 17) 1-2018 - NB Registration ApplicationDocument6 pagesNB-347 EDT Application Package (Rev. 17) 1-2018 - NB Registration ApplicationKarthik SNo ratings yet
- Sec17 Rep&altDocument1 pageSec17 Rep&altKarthik SNo ratings yet
- NB 396Document1 pageNB 396Karthik SNo ratings yet
- NB 12Document3 pagesNB 12Karthik SNo ratings yet
- Set-Up Test Procedure-Fin TubeDocument5 pagesSet-Up Test Procedure-Fin TubeKarthik SNo ratings yet
- UCS 85 InterpretationDocument13 pagesUCS 85 InterpretationKarthik SNo ratings yet
- Ranjit SinghDocument3 pagesRanjit SinghRanjit SinghNo ratings yet
- Polytechnic University of The Philippines Master ListDocument2 pagesPolytechnic University of The Philippines Master ListJoshua RodriguezNo ratings yet
- Training Brochure v1.0Document63 pagesTraining Brochure v1.0Steve ForsterNo ratings yet
- Design and Simulation of Automated Packaging Machine Process Control by Using PLCDocument4 pagesDesign and Simulation of Automated Packaging Machine Process Control by Using PLCEditor IJTSRD100% (1)
- Errata 3: (Includes Errata 1, July 2015 and Errata 2, November 2015)Document8 pagesErrata 3: (Includes Errata 1, July 2015 and Errata 2, November 2015)Jamil VoraNo ratings yet
- 2019 EBE UG Handbook PDFDocument224 pages2019 EBE UG Handbook PDFHady JawadNo ratings yet
- Tengcon HDT PLC Selection GuideDocument8 pagesTengcon HDT PLC Selection GuidemicaNo ratings yet
- Unified First-Principles Ship Structural Design Based On The Maestro MethodologyDocument17 pagesUnified First-Principles Ship Structural Design Based On The Maestro MethodologyMahdiNo ratings yet
- Jungheinrich Epc Spare Parts List Et v4!37!506!10!2023 2Document43 pagesJungheinrich Epc Spare Parts List Et v4!37!506!10!2023 2josephdavis171001fspNo ratings yet
- Rice Plant Leaf Disease Detection UsingDocument7 pagesRice Plant Leaf Disease Detection Usingeieimon eemNo ratings yet
- 1960 RuschDocument14 pages1960 RuschJorge GarciaNo ratings yet
- 2008 RegulationDocument41 pages2008 RegulationChitra DeviNo ratings yet
- Vic RD Specification Sec606Document7 pagesVic RD Specification Sec606nishan_ravinNo ratings yet
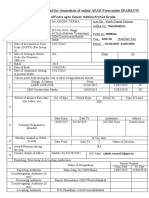
- Information Required For Generation of Online APAR Form Under SPARROWDocument2 pagesInformation Required For Generation of Online APAR Form Under SPARROWAshish VermaNo ratings yet
- Acknowledgment PDFDocument8 pagesAcknowledgment PDFSafalsha BabuNo ratings yet
- Design of Sarda FallDocument77 pagesDesign of Sarda FallRamaraj Ramakrishnan100% (1)
- Data Structures Lab Course HandoutDocument15 pagesData Structures Lab Course Handoutsukanyabittu111No ratings yet
- WK-10-Software Maintenance and Maintenance Process ModelDocument10 pagesWK-10-Software Maintenance and Maintenance Process Modelshakil.diu61No ratings yet
- 35 DS01 1600 C - JM - 1600cellDocument2 pages35 DS01 1600 C - JM - 1600cellAngel MorenoNo ratings yet
- Method Statement Concrete Core Compressive Strength TestDocument2 pagesMethod Statement Concrete Core Compressive Strength TestAhmad Bashti AzmiNo ratings yet
- Pecho Taipe John CristiansDocument30 pagesPecho Taipe John CristiansCristian JhonNo ratings yet
- EHY2511 Flare Network Design and RatingDocument2 pagesEHY2511 Flare Network Design and Ratingdeion29No ratings yet
- Pushover Analysis of R.C. Frame Building With Shear Wall: Nitin Choudhary Prof. Mahendra WadiaDocument5 pagesPushover Analysis of R.C. Frame Building With Shear Wall: Nitin Choudhary Prof. Mahendra Wadiabadr amNo ratings yet
- M.E. Cse.Document62 pagesM.E. Cse.janu130% (1)
- Illumination and AcousticsDocument5 pagesIllumination and Acousticspipeds100% (1)
- Reinforcing SteelDocument8 pagesReinforcing SteelPrittam Kumar JenaNo ratings yet
- Series 1700 PDFDocument27 pagesSeries 1700 PDFmukndpandeyNo ratings yet
- Factors Influencing The Service Life of Buildings: W.P.S. DiasDocument7 pagesFactors Influencing The Service Life of Buildings: W.P.S. DiasJashwin UllalNo ratings yet
- STATICSOFRIGIDBODIESDocument13 pagesSTATICSOFRIGIDBODIESCharo GironellaNo ratings yet
- Deep Beam PDFDocument6 pagesDeep Beam PDFSushil DhunganaNo ratings yet