Download as pdf or txt
You might also like
- King Cole Knitting PatternsDocument119 pagesKing Cole Knitting PatternsKing Cole54% (13)
- Equipment Calibration Record ChartDocument3 pagesEquipment Calibration Record ChartNatarajan MurugesanNo ratings yet
- Hot Dip Galvanizing Design ConsiderationsDocument10 pagesHot Dip Galvanizing Design ConsiderationsAndreasNo ratings yet
- Defects in GalvanizingDocument10 pagesDefects in GalvanizingBalaji GuruNo ratings yet
- Repairing Damaged Hot-Dip Galvanized Steel With Zinc-Rich Paint, Zinc MetallDocument4 pagesRepairing Damaged Hot-Dip Galvanized Steel With Zinc-Rich Paint, Zinc MetallMJK008100% (1)
- Hot Dip GalvanizingDocument110 pagesHot Dip GalvanizingCandy KendeeNo ratings yet
- Handbook of GalvanizingDocument13 pagesHandbook of Galvanizingsmg26thmay100% (1)
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- I. Karavanić - The Urn Field Culture in Continental Croatia 2009Document240 pagesI. Karavanić - The Urn Field Culture in Continental Croatia 2009ilija4cika4100% (2)
- Chapter 1 - Perspective DrawingDocument23 pagesChapter 1 - Perspective Drawingsuriakuma100% (9)
- Knitting Chart SymbolsDocument1 pageKnitting Chart Symbolssusan2166100% (1)
- Hot Dip Galvanizing ProcessDocument13 pagesHot Dip Galvanizing ProcessSundaravaradhan IyengarNo ratings yet
- Galvanising ProcessDocument13 pagesGalvanising ProcesschepurthiNo ratings yet
- Galvanising PresentationDocument13 pagesGalvanising PresentationBal krishna srivastavaNo ratings yet
- The Hot Dip Galvanizing Process: Technical SeminarDocument13 pagesThe Hot Dip Galvanizing Process: Technical Seminarmayank pandyaNo ratings yet
- Webforge Galvanising PresentationDocument13 pagesWebforge Galvanising PresentationrajakoppulaNo ratings yet
- Webforge Galvanising PresentationDocument13 pagesWebforge Galvanising PresentationSagar MoreNo ratings yet
- A - Galvanised Steel As A Substrate For Paint-2016Document3 pagesA - Galvanised Steel As A Substrate For Paint-2016Phạm Anh TuấnNo ratings yet
- Defects in Galvanised Coatings INGALSM3Document14 pagesDefects in Galvanised Coatings INGALSM3khurshedlakhoNo ratings yet
- Galvanizing GalvanizingDocument6 pagesGalvanizing GalvanizingAjit PatilNo ratings yet
- HDG Datasheet 2 - The Hot Dip Galvanizing ProcessDocument2 pagesHDG Datasheet 2 - The Hot Dip Galvanizing ProcessMohsin Ul Amin KhanNo ratings yet
- Defects in GalvanizingDocument10 pagesDefects in GalvanizingSreedhar Patnaik.M75% (4)
- Galvannealed Ga Galvanealed Zinc Fe Zinc Ro Zinc Iron Alloy A Practical StudyDocument12 pagesGalvannealed Ga Galvanealed Zinc Fe Zinc Ro Zinc Iron Alloy A Practical StudyashishsteelNo ratings yet
- New Galvanizing TechnologyDocument4 pagesNew Galvanizing Technologywmaddoxmec100% (1)
- Metallurgy: 1. Galvanizing Fundamental 2. Other Metal Coating: Surface TreatmentDocument95 pagesMetallurgy: 1. Galvanizing Fundamental 2. Other Metal Coating: Surface Treatmentazerai2000No ratings yet
- Zinc CoatingsDocument12 pagesZinc CoatingsvvgdreamNo ratings yet
- Galvanising and Current TrendsDocument32 pagesGalvanising and Current TrendsMritunjayNo ratings yet
- Mechanical Galvanizing: This Technical Data Sheet Is Subject To Change Without Prior NotificationDocument2 pagesMechanical Galvanizing: This Technical Data Sheet Is Subject To Change Without Prior NotificationLucas NievaNo ratings yet
- Hot-Dip Galvanizing For Corrosion PreventionDocument16 pagesHot-Dip Galvanizing For Corrosion Preventionviji777No ratings yet
- Glossary of Terms Used in Galvanizing of SteelDocument11 pagesGlossary of Terms Used in Galvanizing of SteelMaria Ines CastelluccioNo ratings yet
- Galvanized Coatings SeminarDocument27 pagesGalvanized Coatings Seminaraziz50% (2)
- Hot Dip GalvanizingDocument3 pagesHot Dip GalvanizingAdib Tawfiq0% (1)
- Defects in Hot Dip GalvanisingDocument16 pagesDefects in Hot Dip GalvanisingMathews Joseph100% (1)
- Additional Information On SWEEP Sandblast Cleaning - For-Galvanized Steel - INDUSTRIALDocument3 pagesAdditional Information On SWEEP Sandblast Cleaning - For-Galvanized Steel - INDUSTRIALro snNo ratings yet
- Ferrous Metals - Galvanized Iron SteelDocument9 pagesFerrous Metals - Galvanized Iron SteelKenneth ChuaNo ratings yet
- The Design of Products To Be Hot-Dip Galvanized After FabricationDocument25 pagesThe Design of Products To Be Hot-Dip Galvanized After FabricationHANEENNo ratings yet
- Galvanizing and Mechanical Preparation of Steel - 1Document4 pagesGalvanizing and Mechanical Preparation of Steel - 1Saurabh SinghNo ratings yet
- MEE 515 AssignmentDocument6 pagesMEE 515 Assignmentadams sundayNo ratings yet
- Duplex SystemDocument9 pagesDuplex Systemnightmanmx100% (1)
- CoatedDocument3 pagesCoatedmatteo2009No ratings yet
- Grey Coatings On Hot Dip Galvanized SteelDocument12 pagesGrey Coatings On Hot Dip Galvanized SteelMehman NasibovNo ratings yet
- Continuous Hot-Dip Galvanizing Versus General (Batch) GalvanizingDocument6 pagesContinuous Hot-Dip Galvanizing Versus General (Batch) GalvanizingCiprian CociubaNo ratings yet
- Jfe Steel Catalogue PDFDocument35 pagesJfe Steel Catalogue PDFjitendertalwar1603No ratings yet
- Hot Dip GalvanizingDocument38 pagesHot Dip Galvanizingtmmsekar100% (1)
- Inspection: Surface Preparation Consists of Three StepsDocument2 pagesInspection: Surface Preparation Consists of Three StepsAdhavan ThamizhanNo ratings yet
- Hot Dip Galvanized CoatingDocument28 pagesHot Dip Galvanized CoatingOci Rizal100% (6)
- 2012v11 - Taking A Dip - Hot-Dip Galvanizing PDFDocument3 pages2012v11 - Taking A Dip - Hot-Dip Galvanizing PDFabcd_iluNo ratings yet
- Gas Nitriding: Tool & Die MakingDocument4 pagesGas Nitriding: Tool & Die MakingKevin ThomasNo ratings yet
- Cobalt Zinc PlatingDocument13 pagesCobalt Zinc PlatingstingdotNo ratings yet
- Gavalnise Vs PaintsDocument35 pagesGavalnise Vs Paintsian1000100% (2)
- Protective Coatings For MetalsDocument53 pagesProtective Coatings For MetalsSiddharth Khorwal50% (2)
- Cold Galvanizing V Hot DipDocument1 pageCold Galvanizing V Hot Dipcaod1712No ratings yet
- Design Guide Galvanized Steel StructuresDocument28 pagesDesign Guide Galvanized Steel StructuresLuis MundacaNo ratings yet
- HDG - Design Booklet - AGA-2012Document25 pagesHDG - Design Booklet - AGA-2012paarth93No ratings yet
- HDG Fact Sheet 2017 V4Document6 pagesHDG Fact Sheet 2017 V4Ra'oufAli-zadehNo ratings yet
- The Galv ProcessDocument6 pagesThe Galv Processheppy prastyo nugrohoNo ratings yet
- American Galvanizing Association PDFDocument81 pagesAmerican Galvanizing Association PDFআসিফহাসানখানNo ratings yet
- Liquid NitridingDocument7 pagesLiquid NitridingSenthil_kumar_palaniNo ratings yet
- Hot Dip Galvanizing The Best Protection Inside and OutDocument8 pagesHot Dip Galvanizing The Best Protection Inside and OuttabacauNo ratings yet
- Module Inspection of HDG On SteelDocument110 pagesModule Inspection of HDG On Steelmus3b1985No ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkFrom EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- Non Destructive Test RequestDocument1 pageNon Destructive Test RequestNatarajan MurugesanNo ratings yet
- Hydrotest Procedure - Rev 1Document7 pagesHydrotest Procedure - Rev 1Natarajan MurugesanNo ratings yet
- Non Destructive Test RequestDocument13 pagesNon Destructive Test RequestNatarajan MurugesanNo ratings yet
- SKT 20060093PTDocument1 pageSKT 20060093PTNatarajan MurugesanNo ratings yet
- 10 June Bbso-1-18 PDFDocument18 pages10 June Bbso-1-18 PDFNatarajan MurugesanNo ratings yet
- PEC-TP-20231: E-7054 Tube Blockage & Baffle Plate Crack (DISCOVERY 036)Document23 pagesPEC-TP-20231: E-7054 Tube Blockage & Baffle Plate Crack (DISCOVERY 036)Natarajan MurugesanNo ratings yet
- Shell Eastern Petroleum - Pulau Bukom Oil Refinery - Refinery Management SystemDocument1 pageShell Eastern Petroleum - Pulau Bukom Oil Refinery - Refinery Management SystemNatarajan MurugesanNo ratings yet
- Application For Waiver of Pressure Test: Appendix 2Document1 pageApplication For Waiver of Pressure Test: Appendix 2Natarajan MurugesanNo ratings yet
- Api 653 FaqDocument28 pagesApi 653 FaqNatarajan MurugesanNo ratings yet
- Pec LTD.: Daily Welding Visual Inspection ReportDocument5 pagesPec LTD.: Daily Welding Visual Inspection ReportNatarajan MurugesanNo ratings yet
- Pull Off Adhesion TestDocument61 pagesPull Off Adhesion TestNatarajan MurugesanNo ratings yet
- Shell Eastern Petroleum:: Pec LTDDocument1 pageShell Eastern Petroleum:: Pec LTDNatarajan MurugesanNo ratings yet
- MNT-INTG-2007OP - Maintenance Welding InspectionDocument43 pagesMNT-INTG-2007OP - Maintenance Welding InspectionNatarajan MurugesanNo ratings yet
- Hot Tap ProcedureDocument6 pagesHot Tap ProcedureNatarajan MurugesanNo ratings yet
- Essential and Non-Essential Variables For WPS - PQRDocument4 pagesEssential and Non-Essential Variables For WPS - PQRNatarajan MurugesanNo ratings yet
- Insulation Castables Application Procedure - Rev-2 - PDFDocument10 pagesInsulation Castables Application Procedure - Rev-2 - PDFNatarajan MurugesanNo ratings yet
- Museum ConservationDocument4 pagesMuseum ConservationRitikNo ratings yet
- BOHLER Catalogue PDFDocument28 pagesBOHLER Catalogue PDFsutrimo100% (3)
- Dooijes - Ancient Repairs in Archaeological ResearchDocument5 pagesDooijes - Ancient Repairs in Archaeological ResearchAleksandar_Sal_8371No ratings yet
- Underwater Scuba Diving PowerPoint TemplatesDocument49 pagesUnderwater Scuba Diving PowerPoint Templatescristian jeremy jeremyNo ratings yet
- Heat TreatmentDocument16 pagesHeat TreatmentHukam ChandNo ratings yet
- Gold Leaf TechniqueDocument4 pagesGold Leaf TechniqueBapake Maria100% (1)
- Patons C45 Twinkle Toes TextDocument24 pagesPatons C45 Twinkle Toes TextMarieRonan-Shalloe100% (1)
- Ansel AdamsDocument9 pagesAnsel Adamsapi-299664913No ratings yet
- Anth 1400Document30 pagesAnth 1400gabbbbbyNo ratings yet
- Stress Relieving, Normalising and Annealing: Datasheet For Non-Heat-TreatersDocument2 pagesStress Relieving, Normalising and Annealing: Datasheet For Non-Heat-TreatersGani PateelNo ratings yet
- Paint, Varnish & Ink Industry PDFDocument1 pagePaint, Varnish & Ink Industry PDFAnonymous 6ZljVVvET0% (1)
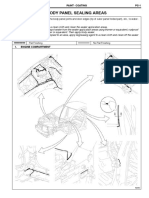
- Body Panel Sealing AreasDocument6 pagesBody Panel Sealing AreasMilton Poma CabasNo ratings yet
- Border Archaeological Society LeafletDocument2 pagesBorder Archaeological Society LeafletJim HerbertNo ratings yet
- DMX Address ListDocument2 pagesDMX Address ListahdhanafyNo ratings yet
- Pitting Corrosion As Source of Initial Fatigue CrackDocument4 pagesPitting Corrosion As Source of Initial Fatigue CrackMarilena MereutaNo ratings yet
- Chemical Milling: - Cut-And-Peel Technique / Photo-Resist Masks andDocument7 pagesChemical Milling: - Cut-And-Peel Technique / Photo-Resist Masks andashishsinglaNo ratings yet
- Painting and Other Related WorksDocument2 pagesPainting and Other Related WorksDarwinlye GravinoNo ratings yet
- 007 Waterlily Triangular ShawlDocument3 pages007 Waterlily Triangular ShawlYusliana AriantiNo ratings yet
- Beyer's PH NeolithicDocument26 pagesBeyer's PH NeolithicKCCalajateNo ratings yet
- Ae6007 FafDocument3 pagesAe6007 FafYokesvaran K100% (1)
- Contoh: Jadual Pembahagian Penilaian Berterusan Tp-306-1:2012 Automotive Spray Painting Cu01: Masking ProcessDocument13 pagesContoh: Jadual Pembahagian Penilaian Berterusan Tp-306-1:2012 Automotive Spray Painting Cu01: Masking ProcessAhmad Rizduan Dyana HafizahNo ratings yet
- ArcheologyDocument6 pagesArcheologyMary Rose de PazNo ratings yet
- Altaweel - Some Recent & Current Archaeology in IraqDocument2 pagesAltaweel - Some Recent & Current Archaeology in IraqmarziehmarziehNo ratings yet
- The Harris Matrix Activity Sheet PDFDocument3 pagesThe Harris Matrix Activity Sheet PDFEMI URSANNo ratings yet
- Conservation of Space in ArchitectureDocument3 pagesConservation of Space in ArchitectureChristian OjeraNo ratings yet
- Tasić, N. Eneolitske Kulture Središnjeg I Zapadnog BalkanaDocument243 pagesTasić, N. Eneolitske Kulture Središnjeg I Zapadnog BalkanaGlembay280100% (5)