
Sintering - Piezoelectric
Sintering - Piezoelectric
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5834)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (405)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Compressive Strength TestDocument8 pagesCompressive Strength TestDdeqz Elina Bueno INo ratings yet
- ZL - 203Document2 pagesZL - 203Fraz AhmadNo ratings yet
- Fyp ProposalDocument6 pagesFyp ProposalUroosa ShaikhNo ratings yet
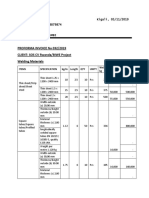
- KBN Proforma BIWE Welding and Plumbing Materials.Document23 pagesKBN Proforma BIWE Welding and Plumbing Materials.Gilbert KamanziNo ratings yet
- Unit 5 Fire Patterns Beta MDRDocument63 pagesUnit 5 Fire Patterns Beta MDRIvylen Gupid Japos CabudbudNo ratings yet
- Kathonlx1 5%TDSDocument9 pagesKathonlx1 5%TDSPablo Manu Gomez VNo ratings yet
- Module SaltDocument12 pagesModule SaltAzie Nurul Akhtar100% (1)
- High Strength ConcreteDocument6 pagesHigh Strength ConcreteOnline AdoroNo ratings yet
- Processing of Edible Oil (Palm Oil)Document33 pagesProcessing of Edible Oil (Palm Oil)Salihah AbdullahNo ratings yet
- Astm 443-98Document4 pagesAstm 443-98Bugoy VouyNo ratings yet
- Supercast SW20 PDFDocument2 pagesSupercast SW20 PDFmilanbrasinaNo ratings yet
- Inspection OF Loading and Unloading Hoses FOR Petroleum ProductsDocument25 pagesInspection OF Loading and Unloading Hoses FOR Petroleum ProductsSuraj SarojNo ratings yet
- ASTM - Valve StandardsDocument2 pagesASTM - Valve StandardsArash AbbasiNo ratings yet
- Metallic Implant MaterialsDocument39 pagesMetallic Implant MaterialsRecep VatanseverNo ratings yet
- Pavement Materials - AggregatesDocument14 pagesPavement Materials - AggregatestombasinghNo ratings yet
- TDS Conbextra GP2 India6Document4 pagesTDS Conbextra GP2 India6SK MadhavanNo ratings yet
- Chapter Ii RRLDocument2 pagesChapter Ii RRLQueendelyn MuycoNo ratings yet
- Covered (Stick) Electrodes (Smaw) Low Alloy Electrodes: Typical Tensile PropertiesDocument1 pageCovered (Stick) Electrodes (Smaw) Low Alloy Electrodes: Typical Tensile Propertiescorsini999No ratings yet
- IRC-120-2015 Recycling of Bituminous PavementsDocument71 pagesIRC-120-2015 Recycling of Bituminous PavementsZakee MohamedNo ratings yet
- WC-514 - Weld Discontinuities PDFDocument1 pageWC-514 - Weld Discontinuities PDFNathanLaertePiaiNo ratings yet
- Lower Benue TroughDocument20 pagesLower Benue TroughIgbereyivwe TejiriNo ratings yet
- Is 13428Document18 pagesIs 13428GaneshbhoiteNo ratings yet
- Bowen 1956Document10 pagesBowen 1956Rick MortyNo ratings yet
- Sensitivity: LNT Construction Internal UseDocument4 pagesSensitivity: LNT Construction Internal UsekanagarajodishaNo ratings yet
- Technical Note - Insulation GasketsDocument3 pagesTechnical Note - Insulation Gasketssdk1978100% (1)
- Upvc Profile CatalogueDocument19 pagesUpvc Profile CatalogueSafin BiswasNo ratings yet
- Mixturechartfinalwatermark PDFDocument37 pagesMixturechartfinalwatermark PDFAkshay Khambare100% (1)
- Difference Between A Pipe Elbow and A Pipe BendDocument13 pagesDifference Between A Pipe Elbow and A Pipe BendYaneYangNo ratings yet
- Chapter 04Document27 pagesChapter 04Suvrna YadavNo ratings yet
- Sk027 / Chapter 5: Hydrocarbon / Amalkebajikan01 / Nomenclature AlkaneDocument7 pagesSk027 / Chapter 5: Hydrocarbon / Amalkebajikan01 / Nomenclature AlkaneKherulJefriJamenNo ratings yet





































































Download as docx, pdf, or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5834)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (405)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Compressive Strength TestDocument8 pagesCompressive Strength TestDdeqz Elina Bueno INo ratings yet
- ZL - 203Document2 pagesZL - 203Fraz AhmadNo ratings yet
- Fyp ProposalDocument6 pagesFyp ProposalUroosa ShaikhNo ratings yet
- KBN Proforma BIWE Welding and Plumbing Materials.Document23 pagesKBN Proforma BIWE Welding and Plumbing Materials.Gilbert KamanziNo ratings yet
- Unit 5 Fire Patterns Beta MDRDocument63 pagesUnit 5 Fire Patterns Beta MDRIvylen Gupid Japos CabudbudNo ratings yet
- Kathonlx1 5%TDSDocument9 pagesKathonlx1 5%TDSPablo Manu Gomez VNo ratings yet
- Module SaltDocument12 pagesModule SaltAzie Nurul Akhtar100% (1)
- High Strength ConcreteDocument6 pagesHigh Strength ConcreteOnline AdoroNo ratings yet
- Processing of Edible Oil (Palm Oil)Document33 pagesProcessing of Edible Oil (Palm Oil)Salihah AbdullahNo ratings yet
- Astm 443-98Document4 pagesAstm 443-98Bugoy VouyNo ratings yet
- Supercast SW20 PDFDocument2 pagesSupercast SW20 PDFmilanbrasinaNo ratings yet
- Inspection OF Loading and Unloading Hoses FOR Petroleum ProductsDocument25 pagesInspection OF Loading and Unloading Hoses FOR Petroleum ProductsSuraj SarojNo ratings yet
- ASTM - Valve StandardsDocument2 pagesASTM - Valve StandardsArash AbbasiNo ratings yet
- Metallic Implant MaterialsDocument39 pagesMetallic Implant MaterialsRecep VatanseverNo ratings yet
- Pavement Materials - AggregatesDocument14 pagesPavement Materials - AggregatestombasinghNo ratings yet
- TDS Conbextra GP2 India6Document4 pagesTDS Conbextra GP2 India6SK MadhavanNo ratings yet
- Chapter Ii RRLDocument2 pagesChapter Ii RRLQueendelyn MuycoNo ratings yet
- Covered (Stick) Electrodes (Smaw) Low Alloy Electrodes: Typical Tensile PropertiesDocument1 pageCovered (Stick) Electrodes (Smaw) Low Alloy Electrodes: Typical Tensile Propertiescorsini999No ratings yet
- IRC-120-2015 Recycling of Bituminous PavementsDocument71 pagesIRC-120-2015 Recycling of Bituminous PavementsZakee MohamedNo ratings yet
- WC-514 - Weld Discontinuities PDFDocument1 pageWC-514 - Weld Discontinuities PDFNathanLaertePiaiNo ratings yet
- Lower Benue TroughDocument20 pagesLower Benue TroughIgbereyivwe TejiriNo ratings yet
- Is 13428Document18 pagesIs 13428GaneshbhoiteNo ratings yet
- Bowen 1956Document10 pagesBowen 1956Rick MortyNo ratings yet
- Sensitivity: LNT Construction Internal UseDocument4 pagesSensitivity: LNT Construction Internal UsekanagarajodishaNo ratings yet
- Technical Note - Insulation GasketsDocument3 pagesTechnical Note - Insulation Gasketssdk1978100% (1)
- Upvc Profile CatalogueDocument19 pagesUpvc Profile CatalogueSafin BiswasNo ratings yet
- Mixturechartfinalwatermark PDFDocument37 pagesMixturechartfinalwatermark PDFAkshay Khambare100% (1)
- Difference Between A Pipe Elbow and A Pipe BendDocument13 pagesDifference Between A Pipe Elbow and A Pipe BendYaneYangNo ratings yet
- Chapter 04Document27 pagesChapter 04Suvrna YadavNo ratings yet
- Sk027 / Chapter 5: Hydrocarbon / Amalkebajikan01 / Nomenclature AlkaneDocument7 pagesSk027 / Chapter 5: Hydrocarbon / Amalkebajikan01 / Nomenclature AlkaneKherulJefriJamenNo ratings yet