Download as pdf
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5820)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Formato Visita AvaluoDocument3 pagesFormato Visita AvaluoAlejandra Lucia Peña Moreno100% (1)
- Single Pilot Letter of Compliance FAA 135Document28 pagesSingle Pilot Letter of Compliance FAA 135epjoyce100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
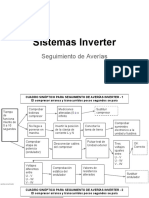
- Sistemas InverterDocument9 pagesSistemas Inverterigor100% (2)
- Tool Project ManagerDocument21 pagesTool Project Managersharafudheen_sNo ratings yet
- Net Present Value CalculatorDocument1 pageNet Present Value Calculatoradam19500% (1)
- Pump TrainingDocument15 pagesPump TrainingdalayeliNo ratings yet
- Weld RadiographDocument40 pagesWeld Radiographadam1950100% (1)
- Marine TerminologyDocument109 pagesMarine Terminologyadam1950No ratings yet
- BS en 22553 Welding Arrow SymbolDocument13 pagesBS en 22553 Welding Arrow SymbolErcan Akkaya100% (3)
- 6k5eujd CopiarDocument4 pages6k5eujd CopiarGa ToNo ratings yet
- Repaso Del Capítulo 7Document13 pagesRepaso Del Capítulo 7jose2182100% (1)
- SolucionarioDocument7 pagesSolucionarioAnthony SoriaNo ratings yet
- Variadores de VelocidadDocument7 pagesVariadores de VelocidadHUGO GUADALUPE NAZARIEGONo ratings yet
- Rectificadores ControladosDocument30 pagesRectificadores ControladosRonnie LoboNo ratings yet
- Cosecha de AguaDocument2 pagesCosecha de AguaJonathan FlorezNo ratings yet
- FINAL - Tema 1 Introduccion A La Seguridad InformaticaDocument37 pagesFINAL - Tema 1 Introduccion A La Seguridad Informaticaespinosafausto4764No ratings yet
- Práctica SQLProc AlmDocument4 pagesPráctica SQLProc AlmxecnaliorNo ratings yet
- CD 9211 PDFDocument131 pagesCD 9211 PDFInesMolloSanchezNo ratings yet
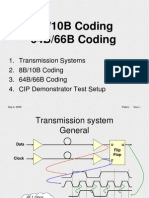
- 8B10B CodingDocument29 pages8B10B Codingjohnbaby_31No ratings yet
- Perfil de Proyecto Agua PotableDocument35 pagesPerfil de Proyecto Agua PotableUber Ronald Condori ZapanaNo ratings yet
- Guasevaluacindeaprendizajes 131124094515 Phpapp02Document29 pagesGuasevaluacindeaprendizajes 131124094515 Phpapp02Romina DomeNo ratings yet
- EE Fueling SheetsDocument20 pagesEE Fueling SheetsOrlando GomezNo ratings yet
- Ranger 3000 Manual PDFDocument44 pagesRanger 3000 Manual PDFAna Gabriela OjedaNo ratings yet
- Guia de Instalação: IWR 1000N IWR 3000NDocument2 pagesGuia de Instalação: IWR 1000N IWR 3000NTiago Sanches MirandaNo ratings yet
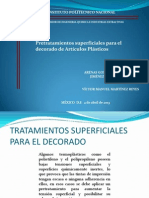
- Tratamientos Superficie para DecoradoDocument29 pagesTratamientos Superficie para DecoradoJiménez Omar100% (1)
- SKF 22310 E SpecificationDocument4 pagesSKF 22310 E SpecificationTakeshy ManuelNo ratings yet
- CI02 Cours - Déterminer Les Lois de Commande en Mouvement D - Un Mécanisme - Cas Des Chaînes OuvertesDocument15 pagesCI02 Cours - Déterminer Les Lois de Commande en Mouvement D - Un Mécanisme - Cas Des Chaînes OuvertesKhaled JberiNo ratings yet
- Principios UX de Aplicaciones MóvilesDocument49 pagesPrincipios UX de Aplicaciones MóvilesDiana Quinto RamirezNo ratings yet
- Contrato PDFDocument5 pagesContrato PDFPedro Garcia ñañezNo ratings yet
- VGSOM Placement Brochure 2012-13 - FinalDocument60 pagesVGSOM Placement Brochure 2012-13 - FinalKamal KannanNo ratings yet
- ZenityDocument9 pagesZenityAprender LibreNo ratings yet
- The Essential Guide To RC CarsDocument110 pagesThe Essential Guide To RC CarsLeonvic23No ratings yet
- Materials System SpecificationDocument12 pagesMaterials System SpecificationFlorante NoblezaNo ratings yet
- Efields PDFDocument73 pagesEfields PDFsydonai416No ratings yet
- ISIS QuestionDocument12 pagesISIS QuestionPrabin MaliNo ratings yet