Download as pdf or txt
You might also like
- Manual Español-Ingles 7600Document32 pagesManual Español-Ingles 7600Laboratorio biomedico Virrey solisi ips100% (1)
- F5ae9484 9454 AgricolaDocument150 pagesF5ae9484 9454 Agricolajvega_534120No ratings yet
- Stoichiometry Worksheet6-1Document6 pagesStoichiometry Worksheet6-1Von AmoresNo ratings yet
- Service Manual: DEH-3400RDocument73 pagesService Manual: DEH-3400RДианка РусалкаNo ratings yet
- Model JC III Air Powered Dehider: - . - . - . - . - . - . - . - . - Equipment SelectionDocument12 pagesModel JC III Air Powered Dehider: - . - . - . - . - . - . - . - . - Equipment SelectionAnonymous GfPSYi4nNo ratings yet
- Jarvis: Model Buster V Beef Splitting Band SawDocument16 pagesJarvis: Model Buster V Beef Splitting Band SawAnonymous GfPSYi4nNo ratings yet
- Cursor Tier 3 Series I PDFDocument216 pagesCursor Tier 3 Series I PDFDenis Hernandez100% (1)
- SAMSUNG - LED TV UN32C4000PD - PX - UN32 - 37 - 40 - 46C5000QF - UN32 - 37 - 40 - 46C5000QR Chassis N91ADocument139 pagesSAMSUNG - LED TV UN32C4000PD - PX - UN32 - 37 - 40 - 46C5000QF - UN32 - 37 - 40 - 46C5000QR Chassis N91AHorus BuhoNo ratings yet
- Service and Parts Manual Rexel Shredder RDS2050, RDX1750, RDS2270, RDX1970Document24 pagesService and Parts Manual Rexel Shredder RDS2050, RDX1750, RDS2270, RDX1970Raltec Ltd100% (1)
- F2ce9687a B CDocument220 pagesF2ce9687a B Cjvega_53412067% (3)
- Bungaku Shoujo Volume 6Document274 pagesBungaku Shoujo Volume 6beall231No ratings yet
- The Complete Jason Statham WorkoutDocument11 pagesThe Complete Jason Statham WorkoutCristi OcuNo ratings yet
- 30CL-1-2manual Alicate de PatasDocument16 pages30CL-1-2manual Alicate de PatasLilian KuhnenNo ratings yet
- Desolladora JC IvDocument12 pagesDesolladora JC IvIsaac de Jesus Martinez PerezNo ratings yet
- Buster 5Document16 pagesBuster 5Kevin GutierrezNo ratings yet
- Sierra Circular - SEC 280-4Document24 pagesSierra Circular - SEC 280-4cristian andres quiceno mayaNo ratings yet
- Pistola CashDocument12 pagesPistola CashSEBASTIAN PEREZNo ratings yet
- Jarvis: Model SEC 230 - 4, 230 - 4LN Circular Breaking SawDocument16 pagesJarvis: Model SEC 230 - 4, 230 - 4LN Circular Breaking SawLilian KuhnenNo ratings yet
- Buster5 PDFDocument16 pagesBuster5 PDFjesus adrian ochoa moraNo ratings yet
- Manual Cierra Canal Eng PDFDocument16 pagesManual Cierra Canal Eng PDFIngridNo ratings yet
- Sierra Corta PechoDocument20 pagesSierra Corta Pechoramfuentes869No ratings yet
- Model VC Poultry Vent CutterDocument12 pagesModel VC Poultry Vent CutterCristian Camilo CuéllarNo ratings yet
- Flange Spreader: Parts List and Operating Instructions ForDocument6 pagesFlange Spreader: Parts List and Operating Instructions ForTitanplyNo ratings yet
- Jarvis: Model 50G Hydraulic DehornerDocument16 pagesJarvis: Model 50G Hydraulic DehornerLilian KuhnenNo ratings yet
- Flange Spreader: Parts List and Operating Instructions ForDocument6 pagesFlange Spreader: Parts List and Operating Instructions ForTitanplyNo ratings yet
- Buster9-Tecnico en InglesDocument20 pagesBuster9-Tecnico en InglesCristian REIMNo ratings yet
- Thomey SP-100 Pachymeter - Service ManualDocument21 pagesThomey SP-100 Pachymeter - Service ManualPedro Falci PagotoNo ratings yet
- Service Manual: DEH-2450FDocument63 pagesService Manual: DEH-2450Fmarco agudeloNo ratings yet
- Haier 32d3000ba Chassis Msd3393 Led TVDocument53 pagesHaier 32d3000ba Chassis Msd3393 Led TVEnya Andrea Ribba HernandezNo ratings yet
- Haier 24d3000 Chassis msd3393 PDFDocument52 pagesHaier 24d3000 Chassis msd3393 PDFmaister BaezNo ratings yet
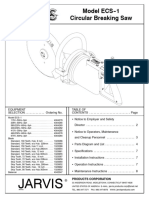
- Ecs 1Document12 pagesEcs 1Roberlei PereiraNo ratings yet
- 2005 Radium Shock Service ManualDocument16 pages2005 Radium Shock Service ManualvoxborNo ratings yet
- CRT2845 Deh-P840mpDocument99 pagesCRT2845 Deh-P840mpVoja ElektronikNo ratings yet
- Pioneer Fh-X360ub Fh-X365ub Fh-X369ub PDFDocument65 pagesPioneer Fh-X360ub Fh-X365ub Fh-X369ub PDFВсеволод ПослушнойNo ratings yet
- Service Manual: Deh-P90HddDocument149 pagesService Manual: Deh-P90Hddmarco agudeloNo ratings yet
- FPS Manual de OperacionDocument131 pagesFPS Manual de OperacionEmmanuel Soberano HernandezNo ratings yet
- C87 Ent X - Cursor 87 Te X PDFDocument216 pagesC87 Ent X - Cursor 87 Te X PDFgluykNo ratings yet
- LCD-TV: ServiceDocument79 pagesLCD-TV: ServiceHasan AK0% (1)
- Pioneer Deh-X3650uiDocument65 pagesPioneer Deh-X3650uiAllnightlonificationNo ratings yet
- Sierra de Pecho - EBS-1Document12 pagesSierra de Pecho - EBS-1cristian andres quiceno mayaNo ratings yet
- Service Manual: History Information For The Following ManualDocument34 pagesService Manual: History Information For The Following ManualHamza AbbasiNo ratings yet
- dm3000 Brake Monitor ManualDocument40 pagesdm3000 Brake Monitor ManualGrakoNo ratings yet
- Haier LE19B3320 - MSD3393 Schematic and Manual PDFDocument52 pagesHaier LE19B3320 - MSD3393 Schematic and Manual PDFCompras ApexNo ratings yet
- 070.250-IOM1 TDS 2013-11 Rev 2022-10Document28 pages070.250-IOM1 TDS 2013-11 Rev 2022-10Jon GNo ratings yet
- Service Manual: Reversing Automatic Document FeederDocument122 pagesService Manual: Reversing Automatic Document Feedermanic_miner99No ratings yet
- T 220Document54 pagesT 220Claudio RussoNo ratings yet
- AIA-900-T062 (E) - Wiki900Document12 pagesAIA-900-T062 (E) - Wiki900Sharom Zelene Cordova RomanNo ratings yet
- Samsung Lt19c300ewen Chassis Wvn2 Lt24c300ewen Lt22b300ewen Chassis Wfb2Document74 pagesSamsung Lt19c300ewen Chassis Wvn2 Lt24c300ewen Lt22b300ewen Chassis Wfb2Antonio Carlos100% (2)
- TV Haier 32 Led LE32F2220a PDFDocument54 pagesTV Haier 32 Led LE32F2220a PDFJuan Jose100% (1)
- GLI Model 3422 series Sensors Instruction ManualDocument21 pagesGLI Model 3422 series Sensors Instruction ManualVijeesh T VargheseNo ratings yet
- NEHS1175-00 Caterpillar Cam Bearing R&I ToolDocument6 pagesNEHS1175-00 Caterpillar Cam Bearing R&I ToolnixcaloNo ratings yet
- Service Manual B26B - B26XLBDocument26 pagesService Manual B26B - B26XLBEmanuel Nicolas VillarruelNo ratings yet
- Nokia 5 Schematics (Phonelumi - Com)Document92 pagesNokia 5 Schematics (Phonelumi - Com)Karan MataleNo ratings yet
- Samsung A330Document48 pagesSamsung A330cipcozianu_297765774No ratings yet
- 2006 Radium - Metal Shock Service ManualDocument16 pages2006 Radium - Metal Shock Service ManualJesus Francisco MorenoNo ratings yet
- Laco - User ManualDocument43 pagesLaco - User ManualXerox medNo ratings yet
- Service: LCD-TVDocument69 pagesService: LCD-TVJavier Ventura ValenciaNo ratings yet
- 91126Document37 pages91126Luqman Van HakimNo ratings yet
- MHDV2262-04 Fuente Ob2273Document64 pagesMHDV2262-04 Fuente Ob2273Andres AlegriaNo ratings yet
- Chainsaw Operator's Manual: Chainsaw Safety, Maintenance and Cross-cutting TechniquesFrom EverandChainsaw Operator's Manual: Chainsaw Safety, Maintenance and Cross-cutting TechniquesRating: 5 out of 5 stars5/5 (1)
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionFrom EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionNo ratings yet
- Classification of Factors Influencing The Use of Infrared Thermography in Humans - A ReviewDocument28 pagesClassification of Factors Influencing The Use of Infrared Thermography in Humans - A ReviewIngridNo ratings yet
- Manual Cierra Canal Eng PDFDocument16 pagesManual Cierra Canal Eng PDFIngridNo ratings yet
- Teaching and Teacher Education: Jenni Alisaari, Leena Maria HeikkolaDocument12 pagesTeaching and Teacher Education: Jenni Alisaari, Leena Maria HeikkolaIngridNo ratings yet
- Influence of Music Training On Language Development. A Longitudinal StudyDocument4 pagesInfluence of Music Training On Language Development. A Longitudinal StudyIngridNo ratings yet
- Songs That Teach: Using Song-Poems To Teach Critically: James R. CarlsonDocument8 pagesSongs That Teach: Using Song-Poems To Teach Critically: James R. CarlsonIngridNo ratings yet
- FFFFFFDocument1 pageFFFFFFIngridNo ratings yet
- FFFFFFDocument1 pageFFFFFFIngridNo ratings yet
- 18 Appendix: Default Parameters With Compact Brake Motors: Service Manual For Frequency Control SystemDocument34 pages18 Appendix: Default Parameters With Compact Brake Motors: Service Manual For Frequency Control SystemJoss Maykol Mundaca VasquezNo ratings yet
- Push Installation From EPM ServerDocument4 pagesPush Installation From EPM ServermarahlhalatNo ratings yet
- Achievements/ AwardsDocument4 pagesAchievements/ AwardsKim Hoàng Thiên LýNo ratings yet
- New Hanover County School Service Animal Policy 2012-2019Document2 pagesNew Hanover County School Service Animal Policy 2012-2019Ben SchachtmanNo ratings yet
- Citrus Fusion CuisineDocument11 pagesCitrus Fusion CuisineLuz Milagros Bencosme MartinezNo ratings yet
- Toronto Notes Nephrology 2015 34Document1 pageToronto Notes Nephrology 2015 34JUSASBNo ratings yet
- Trends and Hotspots of Family Nursing Research Based On Web of Science: A Bibliometric AnalysisDocument10 pagesTrends and Hotspots of Family Nursing Research Based On Web of Science: A Bibliometric AnalysisVia Eliadora TogatoropNo ratings yet
- Food AdulterationDocument20 pagesFood AdulterationMahanth ThoraviNo ratings yet
- 04packaging MaterialsDocument11 pages04packaging MaterialsAyalew DesyeNo ratings yet
- Most Common Roots, Prefixes & Suffixes - Google SheetsDocument8 pagesMost Common Roots, Prefixes & Suffixes - Google Sheetsnischal05pNo ratings yet
- Guides For Storage Tanks Nozzles Orientation - LinkedInDocument5 pagesGuides For Storage Tanks Nozzles Orientation - LinkedInragulNo ratings yet
- Boiser, Klein Xavier: Giving Validation Boost Self-Confidence and Reciprocates Self-CareDocument1 pageBoiser, Klein Xavier: Giving Validation Boost Self-Confidence and Reciprocates Self-CareKlein Xavier BoiserNo ratings yet
- CoverDocument8 pagesCoverTito Carvalho Vital86% (7)
- Next Step Advanced Medical Coding and Auditing 2017 2018 Edition 1st Edition Buck Test BankDocument7 pagesNext Step Advanced Medical Coding and Auditing 2017 2018 Edition 1st Edition Buck Test Bankqueeningalgatestrq0100% (30)
- L - 15 Agriculture - WorksheetDocument7 pagesL - 15 Agriculture - Worksheetvro hamzaNo ratings yet
- DuacDocument4 pagesDuaciloveyoubabesNo ratings yet
- Prof Ed 4Document2 pagesProf Ed 4Ivan BermundoNo ratings yet
- Hemostasis Basics Programmed Learner: TopicDocument19 pagesHemostasis Basics Programmed Learner: TopicAahsan Iqbal احسن اقبالNo ratings yet
- Valedictorian SpeechDocument1 pageValedictorian SpeechaloieNo ratings yet
- Cyber Security For Intelligent Transportation-ITS, USA and State WideDocument37 pagesCyber Security For Intelligent Transportation-ITS, USA and State WidegmbaNo ratings yet
- UntitledDocument28 pagesUntitledAnonymousNo ratings yet
- Sid97 3eDocument39 pagesSid97 3eJonatan BernalNo ratings yet
- Kitchenham Systematic Literature Review GuidelinesDocument7 pagesKitchenham Systematic Literature Review Guidelinesea5vpya3No ratings yet
- Risk Management in Commercial BanksDocument37 pagesRisk Management in Commercial BanksRavi DepaniNo ratings yet
- NaskahDocument78 pagesNaskahOlvie DenintaNo ratings yet
- A List of Interesting Speech TopicsDocument4 pagesA List of Interesting Speech TopicsjsrinivasuNo ratings yet
- Six Ways To Refresh Your MindDocument3 pagesSix Ways To Refresh Your MindBhupesh D. SahareNo ratings yet