Download as pdf or txt
You might also like
- Astm C 840-04 Standard Specifications For The ApplicationDocument18 pagesAstm C 840-04 Standard Specifications For The ApplicationCharwin Picao100% (2)
- Astm C 841-03 Standard Specifications For The Installation PDFDocument10 pagesAstm C 841-03 Standard Specifications For The Installation PDFCharwin PicaoNo ratings yet
- Astm C1107-02 Hydraulic-Cement Non-Shrink GroutDocument5 pagesAstm C1107-02 Hydraulic-Cement Non-Shrink GroutCharwin PicaoNo ratings yet
- Astm C36-C36M-01 Specification For Gypsum Wallboard PDFDocument4 pagesAstm C36-C36M-01 Specification For Gypsum Wallboard PDFCharwin Picao100% (1)
- Astm C 645 - 04 Standard Specification For Noon-Structural S PDFDocument7 pagesAstm C 645 - 04 Standard Specification For Noon-Structural S PDFCharwin PicaoNo ratings yet
- WPS Reg Rev.0Document3 pagesWPS Reg Rev.0Ed FangNo ratings yet
- WPS PQR 12 PDFDocument9 pagesWPS PQR 12 PDFVinay YadavNo ratings yet
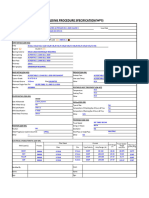
- Welding Procedure Welding Procedure Specification SpecificationDocument2 pagesWelding Procedure Welding Procedure Specification SpecificationHamid MansouriNo ratings yet
- Oriental Manufacturers: Title: Purchase Order Specification For Carbon Steel PlatesDocument18 pagesOriental Manufacturers: Title: Purchase Order Specification For Carbon Steel PlatesTejas ShahNo ratings yet
- Premier Engineering Industries: List of WPS/PQRDocument1 pagePremier Engineering Industries: List of WPS/PQRBalkishan DyavanapellyNo ratings yet
- Duplex Ss Welding PDF FreeDocument8 pagesDuplex Ss Welding PDF Freeel_sharkawy2011No ratings yet
- Dimension Check & Fit Up Inspection Report (Piping)Document1 pageDimension Check & Fit Up Inspection Report (Piping)ZaidiNo ratings yet
- PWPS WPS CAP 039 PQR 035Document15 pagesPWPS WPS CAP 039 PQR 035GOPINATH KRISHNAN NAIRNo ratings yet
- Wps Mma PipeDocument2 pagesWps Mma PipeDimitris NikouNo ratings yet
- A2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5Document5 pagesA2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5ochableNo ratings yet
- TopCoreBelco 101 FCDocument9 pagesTopCoreBelco 101 FCCesar ArellanoNo ratings yet
- 26.WPS Log CoilDocument1 page26.WPS Log CoilAvishek GuptaNo ratings yet
- Hard Facing Overlay PDF FreeDocument2 pagesHard Facing Overlay PDF Freemayav1No ratings yet
- Filler Wires PDFDocument7 pagesFiller Wires PDFJayaram MVNo ratings yet
- SA 387 Grade 91 Class 2Document4 pagesSA 387 Grade 91 Class 2briang-2No ratings yet
- Pipe Fit Up ReportDocument2 pagesPipe Fit Up ReportnguyenquanghiepNo ratings yet
- Alishar SP 2Document84 pagesAlishar SP 2Alam MD SazidNo ratings yet
- WPS-PQR ListDocument1 pageWPS-PQR ListSandra SandersNo ratings yet
- Ask Team To Add Company Logo Her "Shri Ganesh Engineering"Document4 pagesAsk Team To Add Company Logo Her "Shri Ganesh Engineering"manoj thakkar100% (1)
- Coded Marking Procedure - CM-01Document7 pagesCoded Marking Procedure - CM-01carlosNo ratings yet
- WPS Format For Asme Ix - Wps - Gtaw SawDocument1 pageWPS Format For Asme Ix - Wps - Gtaw SawThe Welding Inspections CommunityNo ratings yet
- Aic Asf PQR 133Document3 pagesAic Asf PQR 133AHMED MEDANYNo ratings yet
- QC - Consumables Colour Coding and IdentificationDocument3 pagesQC - Consumables Colour Coding and IdentificationfizanlaminNo ratings yet
- Wps GT 9b Cvn90 Rev 1 PDFDocument6 pagesWps GT 9b Cvn90 Rev 1 PDFM. Zaki RahmaniNo ratings yet
- T.C.L. Co. - Test & Control LaboratoriesDocument2 pagesT.C.L. Co. - Test & Control LaboratoriesA. ΒρατσισταNo ratings yet
- Sandvik 25.22.2.Lmn: (Welding Wire)Document3 pagesSandvik 25.22.2.Lmn: (Welding Wire)Anonymous w6TIxI0G8lNo ratings yet
- UDocument1 pageUmohd as shahiddin jafriNo ratings yet
- Standard Inspection and Test Plan For Api6D Valves: A GSL Company - Quality EndorsedDocument4 pagesStandard Inspection and Test Plan For Api6D Valves: A GSL Company - Quality EndorsednithyaNo ratings yet
- ASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Document2 pagesASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Virk Farms100% (1)
- Wps For Aluminium WeldingDocument8 pagesWps For Aluminium WeldingMohammed MusaNo ratings yet
- Editable AWS D1.1 WPSDocument2 pagesEditable AWS D1.1 WPSSheik Mohamed100% (1)
- Company Name Key Information Questions Answers File Reference Reviews & ApprovalsDocument7 pagesCompany Name Key Information Questions Answers File Reference Reviews & ApprovalsMAT-LIONNo ratings yet
- Wps Sp14 Reva PDFDocument9 pagesWps Sp14 Reva PDFravi00098No ratings yet
- A106 Seamless Carbon Steel Pipe: Hydrostatic TestingDocument7 pagesA106 Seamless Carbon Steel Pipe: Hydrostatic TestingTan Chee MingNo ratings yet
- Welding Procedure Specification No. Epi-11-Wp10 BW Rev. 1Document15 pagesWelding Procedure Specification No. Epi-11-Wp10 BW Rev. 1Felipe Vásquez ArribasplataNo ratings yet
- Fabrication Procedur 1Document33 pagesFabrication Procedur 1Hermansyah PratamaNo ratings yet
- Preliminary Welding Procedure Specification (PWPS)Document2 pagesPreliminary Welding Procedure Specification (PWPS)Maneesh0% (1)
- EIL - Formats - PMI PDFDocument53 pagesEIL - Formats - PMI PDFABHISHEK SINGHNo ratings yet
- TDC 004 CS Fittings r0Document1 pageTDC 004 CS Fittings r0samkarthik47No ratings yet
- List of WeldersDocument3 pagesList of Welderskumaraswamy.kNo ratings yet
- Welding Procedure SpecificationDocument2 pagesWelding Procedure SpecificationHasan Ahmed100% (1)
- WPS 84281 R06Document1 pageWPS 84281 R06Ritesh kumarNo ratings yet
- PQR For 32 MM PlateDocument1 pagePQR For 32 MM PlateMuhammed MubeenNo ratings yet
- TDC 003 - SS Pipes - r0Document1 pageTDC 003 - SS Pipes - r0samkarthik47No ratings yet
- WPS Format For Asme Ix - Wps - Gtaw - OverlayDocument1 pageWPS Format For Asme Ix - Wps - Gtaw - OverlayThe Welding Inspections Community100% (1)
- WPS API1104 A516 GR 70Document1 pageWPS API1104 A516 GR 70Erick HoganNo ratings yet
- Standard Material SpecificationsDocument9 pagesStandard Material Specificationsmohsen ranjbarNo ratings yet
- Electrode SelectionDocument1 pageElectrode SelectionMel gibsonNo ratings yet
- TDC-10A Rev 3 Upgradation by Welding of C12A Steel CastingsDocument3 pagesTDC-10A Rev 3 Upgradation by Welding of C12A Steel CastingsGohilakrishnan ThiagarajanNo ratings yet
- WPS GTAW-SMAW h1Document1 pageWPS GTAW-SMAW h1Jesus Gabrielw Blanco GhostbustersIzNo ratings yet
- Steam Traps: 5-11-2 BP Oil Co. RPDocument14 pagesSteam Traps: 5-11-2 BP Oil Co. RPHardik AcharyaNo ratings yet
- P01-Welding Consm ControlDocument5 pagesP01-Welding Consm ControlvenkateshNo ratings yet
- MSOG-QAQC-F-19 Welder Qualification Test (WQT) SummaryDocument1 pageMSOG-QAQC-F-19 Welder Qualification Test (WQT) SummaryMohd SaffririzalNo ratings yet
- Welding Qualification: by L D PoyyaraDocument45 pagesWelding Qualification: by L D PoyyaraAshish GhadiyaNo ratings yet
- Electrode Brand Name and Class MirfaDocument13 pagesElectrode Brand Name and Class MirfaAnonymous rYZyQQot55No ratings yet
- WPS - 016Document11 pagesWPS - 016MAT-LIONNo ratings yet
- Ds dpsm690 en inDocument3 pagesDs dpsm690 en inmanojNo ratings yet
- MV 430-460 - Rev. 2017-07Document26 pagesMV 430-460 - Rev. 2017-07D HarNo ratings yet
- URANUS® 926: General Recommendations For WeldingDocument4 pagesURANUS® 926: General Recommendations For Weldingrohitshukla23No ratings yet
- MP2010 345 Product Brochure S Series RevEDocument2 pagesMP2010 345 Product Brochure S Series RevEJackNo ratings yet
- Astm A 767Document4 pagesAstm A 767Ryan LasacaNo ratings yet
- Astm A884-A884m-02 Specs For Epoxy-Coated Steel WireDocument6 pagesAstm A884-A884m-02 Specs For Epoxy-Coated Steel WireCharwin PicaoNo ratings yet
- Astm A615-A615m-02 Deformed & Plain Billet Steel For ConcreDocument5 pagesAstm A615-A615m-02 Deformed & Plain Billet Steel For ConcreCharwin PicaoNo ratings yet
- Astm A706-A706m-01 Low Alloy Deformed & Plain BarsDocument6 pagesAstm A706-A706m-01 Low Alloy Deformed & Plain BarsCharwin PicaoNo ratings yet
- ASTM A490M Rev A (2004) STD SPECS FOR STRUCL BOLT ALLOY STEE PDFDocument6 pagesASTM A490M Rev A (2004) STD SPECS FOR STRUCL BOLT ALLOY STEE PDFCharwin PicaoNo ratings yet
- ASTM A325M Rev B (2004) STD SPECS FOR STRUCTURAL BOLTS, STEEDocument7 pagesASTM A325M Rev B (2004) STD SPECS FOR STRUCTURAL BOLTS, STEECharwin PicaoNo ratings yet
- Astm A325-03 STD Specs For Structural Bolts, Steel, Heat PDFDocument7 pagesAstm A325-03 STD Specs For Structural Bolts, Steel, Heat PDFCharwin PicaoNo ratings yet
- Astm A325-04 STD Specs For Structural Bolts, Steel, Heat TreDocument8 pagesAstm A325-04 STD Specs For Structural Bolts, Steel, Heat TreCharwin Picao100% (1)
- Astm A36-A36m-02 STD Specs For Carbon Structural SteelDocument4 pagesAstm A36-A36m-02 STD Specs For Carbon Structural SteelCharwin PicaoNo ratings yet
- A307 PDFDocument6 pagesA307 PDFmuthunayakeNo ratings yet
- Astm A185-02 Steel Welded Wire Reinf For Concrete PDFDocument5 pagesAstm A185-02 Steel Welded Wire Reinf For Concrete PDFCharwin PicaoNo ratings yet
- Astm A184 - A184m-01 STD Specs For Welded Deformed Steel BarDocument4 pagesAstm A184 - A184m-01 STD Specs For Welded Deformed Steel BarCharwin PicaoNo ratings yet
- Astm A193-A193m-03 Alloy & Stainless Steel BoltDocument14 pagesAstm A193-A193m-03 Alloy & Stainless Steel BoltCharwin PicaoNo ratings yet