
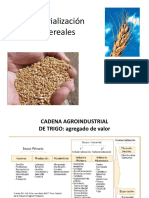
Molienda Trigo
Molienda Trigo
You might also like
- 03 Molino PerformanceDocument63 pages03 Molino PerformanceAdrian Sauret100% (2)
- Diseño de Un Sistema de Desgerminacion de MaizDocument238 pagesDiseño de Un Sistema de Desgerminacion de Maizjonathan100% (4)
- Proceso TrigoDocument139 pagesProceso Trigoelmer sanchezNo ratings yet
- Curvas de Granulacion Lista Balance de Masas (Modo de Compatibilidad)Document32 pagesCurvas de Granulacion Lista Balance de Masas (Modo de Compatibilidad)albisperez100% (1)
- Triaverjón Tristar PDFDocument6 pagesTriaverjón Tristar PDFKristian CirineoNo ratings yet
- Calidad Física de Los Granos (TRIGO) 1Document6 pagesCalidad Física de Los Granos (TRIGO) 1dulzura123456789No ratings yet
- Reporte MoliendaDocument22 pagesReporte MoliendaFeer RangelNo ratings yet
- Obtencion de Gluten de Dos Tipos de HarinaDocument20 pagesObtencion de Gluten de Dos Tipos de HarinaPaulo Da Cruz BravoNo ratings yet
- Industrialización de TrigoDocument33 pagesIndustrialización de TrigoMareva Gutierres Sosa100% (1)
- TECNOLOGÍA DE FABRICACIÓN DE HARINA DE MAÍZ PRECOCIDAsDocument17 pagesTECNOLOGÍA DE FABRICACIÓN DE HARINA DE MAÍZ PRECOCIDAsAlexander MartinezNo ratings yet
- Instructivo de Pulidora de Granos.Document5 pagesInstructivo de Pulidora de Granos.Luzana Ñañez HuarancaNo ratings yet
- CHARLA 2 LIMPIEZA DE TRIGO HR Final 2013 PDFDocument178 pagesCHARLA 2 LIMPIEZA DE TRIGO HR Final 2013 PDFelmer sanchezNo ratings yet
- Envejecimiento Del ArrozDocument6 pagesEnvejecimiento Del ArrozNatalia CalderónNo ratings yet
- Producción de Cereales Variedades de Trigo Curso Nov 2012 Dia 1 PDFDocument262 pagesProducción de Cereales Variedades de Trigo Curso Nov 2012 Dia 1 PDFelmer sanchezNo ratings yet
- CEREALES-4 Análisis - Molturación PDFDocument34 pagesCEREALES-4 Análisis - Molturación PDFAdam Axel VeintiseisNo ratings yet
- Sémola de TrigoDocument5 pagesSémola de TrigoSANTIAGO SAMBONI PORRASNo ratings yet
- Tecnologia de Grasas y Aceites5Document49 pagesTecnologia de Grasas y Aceites5fidelcardenasayala100% (1)
- 1 Molienda Humeda PDFDocument15 pages1 Molienda Humeda PDFLheidy Katherine Vega100% (1)
- Molienda y TamizadoDocument11 pagesMolienda y Tamizadowilliam beltranNo ratings yet
- 25desgerminadora paraDocument3 pages25desgerminadora paraCesar EnochNo ratings yet
- Molino SanidadDocument11 pagesMolino SanidadLeandro ChilónNo ratings yet
- Análisis de Arroz BlancoDocument6 pagesAnálisis de Arroz BlancoRoci Gonzales UypanNo ratings yet
- Cuerpo Harinas de PanificacionDocument9 pagesCuerpo Harinas de PanificacionMisa AmaneNo ratings yet
- Harina de Maiz PrecocidaDocument18 pagesHarina de Maiz PrecocidaAlbanyNo ratings yet
- Molienda Arroz SecaDocument3 pagesMolienda Arroz SecaJuan Antonio Velasquez MartinezNo ratings yet
- Informe GranulometriaDocument10 pagesInforme GranulometriaLuis AyureNo ratings yet
- Practida Lab. AlmidonDocument9 pagesPractida Lab. AlmidonAngie GuerreroNo ratings yet
- Banco de CilindrosDocument8 pagesBanco de CilindrosMati CortezNo ratings yet
- Proceso de Harina de Maiz Precocida With Cover Page v2Document17 pagesProceso de Harina de Maiz Precocida With Cover Page v2Julieta MansillaNo ratings yet
- Refinacion de Aceites y Grasas ComestiblesDocument55 pagesRefinacion de Aceites y Grasas ComestiblesMigdalia Batz100% (1)
- CernidoDocument38 pagesCernidoLeoSartori100% (2)
- Practica 7 Fruta en AlmibarDocument12 pagesPractica 7 Fruta en AlmibarMARIA JACQUELINE FLORES LLACHO100% (1)
- Indicadores MolinerosDocument37 pagesIndicadores Molineroselmer sanchez100% (1)
- Expandidos de Tres Variedades de Quinua PDFDocument159 pagesExpandidos de Tres Variedades de Quinua PDFtocacorazonesNo ratings yet
- FIDEERÍADocument58 pagesFIDEERÍAAlEsItAaAaAaAaAaAaAa100% (1)
- Presentacion Planta Procesadora de Maiz FinalDocument13 pagesPresentacion Planta Procesadora de Maiz FinalÆmanuel J SilvaNo ratings yet
- Metodps de Desgerminado Del MaizDocument15 pagesMetodps de Desgerminado Del Maizcarlos ferreiraNo ratings yet
- Practica N 1 Tecnología de Cereales y LeguminossasDocument9 pagesPractica N 1 Tecnología de Cereales y LeguminossasEmperatriz ArenasNo ratings yet
- LAB,,EXTRUIDOS + FujogramaDocument4 pagesLAB,,EXTRUIDOS + FujogramaDimecomo XDNo ratings yet
- Pesar y Dosificar Curso Nov 2012 Dia 2 PDFDocument202 pagesPesar y Dosificar Curso Nov 2012 Dia 2 PDFelmer sanchezNo ratings yet
- Anexo 2 - Estudio de Caso Proceso de MolineríaDocument5 pagesAnexo 2 - Estudio de Caso Proceso de MolineríaCesi Florez0% (1)
- Aplicaciones MoliendaDocument5 pagesAplicaciones MoliendaEspartaco ForsetiNo ratings yet
- Calidad de La HarinaDocument27 pagesCalidad de La HarinaNoemi CortezNo ratings yet
- Poscosecha CerealesDocument51 pagesPoscosecha CerealesDANIELA UNTUÑANo ratings yet
- Concervacion de Granos AlmacenadosDocument112 pagesConcervacion de Granos AlmacenadospcbstepNo ratings yet
- Reologia de La GuayabaDocument4 pagesReologia de La Guayabajuan jose montalvoNo ratings yet
- Extrusion de Alimentos BDocument36 pagesExtrusion de Alimentos BEric Gabriel100% (1)
- Evaluación de La Calidad Culinaria y MoDocument80 pagesEvaluación de La Calidad Culinaria y MoshondabagueNo ratings yet
- Informe de Molienda de GranosDocument16 pagesInforme de Molienda de GranosJerson David Rubín TorresNo ratings yet
- La Influencia de La Harina y El AmasadoDocument4 pagesLa Influencia de La Harina y El Amasadoantonio minchillo100% (1)
- Ficha Tcnica Molino de MartilloDocument2 pagesFicha Tcnica Molino de MartilloLizbethK.QuispeFlores100% (1)
- Practica 2. NixtamalizaciónDocument8 pagesPractica 2. NixtamalizaciónJESSICA GONZALEZ MENDEZNo ratings yet
- Historia de La MolineriaDocument3 pagesHistoria de La MolineriaBlanca Aracelis Crespo Colmenarez100% (1)
- Efecto de La Sustitución Parcial de Harina de LentejasDocument11 pagesEfecto de La Sustitución Parcial de Harina de LentejasGiancarlo BenitesNo ratings yet
- Triptico Como Reconocer El Arroz FalsoDocument2 pagesTriptico Como Reconocer El Arroz FalsoPercy MendozaNo ratings yet
- Diseño de Una Línea de Producción para La Elaboración de Harina Pulverizada A Base de MaízDocument9 pagesDiseño de Una Línea de Producción para La Elaboración de Harina Pulverizada A Base de MaízyonielxisNo ratings yet
- Presentacion Industria Molinera Concamin 140509Document51 pagesPresentacion Industria Molinera Concamin 140509karladanielanunezteNo ratings yet
- Cereales 7Document21 pagesCereales 7Andrea Rojas VargasNo ratings yet
- Oficial - Racion para Vacunos de Produccion Grupo 3Document6 pagesOficial - Racion para Vacunos de Produccion Grupo 3maricruzNo ratings yet
- Crianza de Cuyes Inia PDFDocument52 pagesCrianza de Cuyes Inia PDFjaimeNo ratings yet
- Jugoterapia Manual AlumnosDocument25 pagesJugoterapia Manual Alumnosconsultoria.abatraNo ratings yet
- Técnicas para Manejo de Conflictos, Negociación y Articulación de Alianzas EfectivasDocument20 pagesTécnicas para Manejo de Conflictos, Negociación y Articulación de Alianzas EfectivasAndrésDíazNo ratings yet
- Base de Datos Genesis.Document2 pagesBase de Datos Genesis.joheris rodriguez martinezNo ratings yet
- Guía Clínica de Hiperhidrosis PDFDocument7 pagesGuía Clínica de Hiperhidrosis PDFAntonio Moncada0% (1)
- NMI-S04.s2-parte2 - PDF MATER ANIMADO - Producto Notable IIDocument18 pagesNMI-S04.s2-parte2 - PDF MATER ANIMADO - Producto Notable IIrosalia castañedaNo ratings yet
- MATRIZ BotellasDocument42 pagesMATRIZ BotellasAlexandraNo ratings yet
- Trabajo Final NeumaticaDocument10 pagesTrabajo Final NeumaticaAmparo Soto neiraNo ratings yet
- 2-ERAI-Matematica Segundo Grado PrimariaDocument11 pages2-ERAI-Matematica Segundo Grado PrimariaFredy Zarabia Ramirez100% (1)
- Experiencia Recurso Hidrico San Jose, Costa RicaDocument12 pagesExperiencia Recurso Hidrico San Jose, Costa RicaGustavo Resendiz CalixtoNo ratings yet
- Tarea NeurotransmisoresDocument4 pagesTarea NeurotransmisoresKarla MoncayoNo ratings yet
- Volcanwrap TyparDocument4 pagesVolcanwrap TyparEncargada CalidadNo ratings yet
- La PazDocument3 pagesLa PazBrayan Chachahuayna QuinoNo ratings yet
- Jonathan Carlos Chavez Sicha Adrian Daniel de La Cruz OrihuelaDocument2 pagesJonathan Carlos Chavez Sicha Adrian Daniel de La Cruz Orihuelamarcia paula vilcapoma vivancoNo ratings yet
- Depr 1202 221 2 T2Document3 pagesDepr 1202 221 2 T2Tania Johanna0% (1)
- 3 Estaciones ANALISIS ESTADISTICOS DE HISTOGRAMA Y DIAGRAMA DE CAJASDocument28 pages3 Estaciones ANALISIS ESTADISTICOS DE HISTOGRAMA Y DIAGRAMA DE CAJASCRISTIAN TINEO MORALESNo ratings yet
- Rúbrica Trabajo IndividualDocument1 pageRúbrica Trabajo IndividualGesu Arquimedes Ocampo PereyraNo ratings yet
- Las Torres PetronasDocument1 pageLas Torres PetronasJoseFranciscoGrandaMacasNo ratings yet
- Taller 1Document2 pagesTaller 1Dannia GozalezNo ratings yet
- Programación EcoCampus Fest 20231115 V2Document5 pagesProgramación EcoCampus Fest 20231115 V2Nairy Judith PeraltaNo ratings yet
- Experiencia de AprendizajeDocument4 pagesExperiencia de AprendizajeCristhian Ramon CuevaNo ratings yet
- M6 PRO - Rev2014 - ESDocument22 pagesM6 PRO - Rev2014 - ESMilton Efrain Gualotuña FernandezNo ratings yet
- Caizaluisa Juan DinosaurioDocument2 pagesCaizaluisa Juan DinosaurioJuan Pablo CaizaluisaNo ratings yet
- Video Documental EtnográficoDocument5 pagesVideo Documental EtnográficoALESSANDRA NAYELY HURTADO MEGONo ratings yet
- 8.3 E La Escucha Informativa M3 R3Document4 pages8.3 E La Escucha Informativa M3 R3Xochilt CastroNo ratings yet
- Rubrica - DISERTACION FLORA Y FAUNADocument1 pageRubrica - DISERTACION FLORA Y FAUNANico CarreñoNo ratings yet
- Tarea 8 Contabilidad IVDocument13 pagesTarea 8 Contabilidad IVFranyeli De JesusNo ratings yet
- Control Cultural en CacaoDocument10 pagesControl Cultural en CacaoJosue Velasquez RamosNo ratings yet
- Compraventa de Cuotas Sociales Ips Maxi Salud LtdaDocument2 pagesCompraventa de Cuotas Sociales Ips Maxi Salud LtdaLuz Adriana Mendoza HerreraNo ratings yet
- Comparación Aleaciones de AluminioDocument3 pagesComparación Aleaciones de AluminioGuille ClaverieNo ratings yet
- Chorizo de ConejoDocument11 pagesChorizo de ConejoAlejandra100% (1)






















































































Download as pdf or txt
You might also like
- 03 Molino PerformanceDocument63 pages03 Molino PerformanceAdrian Sauret100% (2)
- Diseño de Un Sistema de Desgerminacion de MaizDocument238 pagesDiseño de Un Sistema de Desgerminacion de Maizjonathan100% (4)
- Proceso TrigoDocument139 pagesProceso Trigoelmer sanchezNo ratings yet
- Curvas de Granulacion Lista Balance de Masas (Modo de Compatibilidad)Document32 pagesCurvas de Granulacion Lista Balance de Masas (Modo de Compatibilidad)albisperez100% (1)
- Triaverjón Tristar PDFDocument6 pagesTriaverjón Tristar PDFKristian CirineoNo ratings yet
- Calidad Física de Los Granos (TRIGO) 1Document6 pagesCalidad Física de Los Granos (TRIGO) 1dulzura123456789No ratings yet
- Reporte MoliendaDocument22 pagesReporte MoliendaFeer RangelNo ratings yet
- Obtencion de Gluten de Dos Tipos de HarinaDocument20 pagesObtencion de Gluten de Dos Tipos de HarinaPaulo Da Cruz BravoNo ratings yet
- Industrialización de TrigoDocument33 pagesIndustrialización de TrigoMareva Gutierres Sosa100% (1)
- TECNOLOGÍA DE FABRICACIÓN DE HARINA DE MAÍZ PRECOCIDAsDocument17 pagesTECNOLOGÍA DE FABRICACIÓN DE HARINA DE MAÍZ PRECOCIDAsAlexander MartinezNo ratings yet
- Instructivo de Pulidora de Granos.Document5 pagesInstructivo de Pulidora de Granos.Luzana Ñañez HuarancaNo ratings yet
- CHARLA 2 LIMPIEZA DE TRIGO HR Final 2013 PDFDocument178 pagesCHARLA 2 LIMPIEZA DE TRIGO HR Final 2013 PDFelmer sanchezNo ratings yet
- Envejecimiento Del ArrozDocument6 pagesEnvejecimiento Del ArrozNatalia CalderónNo ratings yet
- Producción de Cereales Variedades de Trigo Curso Nov 2012 Dia 1 PDFDocument262 pagesProducción de Cereales Variedades de Trigo Curso Nov 2012 Dia 1 PDFelmer sanchezNo ratings yet
- CEREALES-4 Análisis - Molturación PDFDocument34 pagesCEREALES-4 Análisis - Molturación PDFAdam Axel VeintiseisNo ratings yet
- Sémola de TrigoDocument5 pagesSémola de TrigoSANTIAGO SAMBONI PORRASNo ratings yet
- Tecnologia de Grasas y Aceites5Document49 pagesTecnologia de Grasas y Aceites5fidelcardenasayala100% (1)
- 1 Molienda Humeda PDFDocument15 pages1 Molienda Humeda PDFLheidy Katherine Vega100% (1)
- Molienda y TamizadoDocument11 pagesMolienda y Tamizadowilliam beltranNo ratings yet
- 25desgerminadora paraDocument3 pages25desgerminadora paraCesar EnochNo ratings yet
- Molino SanidadDocument11 pagesMolino SanidadLeandro ChilónNo ratings yet
- Análisis de Arroz BlancoDocument6 pagesAnálisis de Arroz BlancoRoci Gonzales UypanNo ratings yet
- Cuerpo Harinas de PanificacionDocument9 pagesCuerpo Harinas de PanificacionMisa AmaneNo ratings yet
- Harina de Maiz PrecocidaDocument18 pagesHarina de Maiz PrecocidaAlbanyNo ratings yet
- Molienda Arroz SecaDocument3 pagesMolienda Arroz SecaJuan Antonio Velasquez MartinezNo ratings yet
- Informe GranulometriaDocument10 pagesInforme GranulometriaLuis AyureNo ratings yet
- Practida Lab. AlmidonDocument9 pagesPractida Lab. AlmidonAngie GuerreroNo ratings yet
- Banco de CilindrosDocument8 pagesBanco de CilindrosMati CortezNo ratings yet
- Proceso de Harina de Maiz Precocida With Cover Page v2Document17 pagesProceso de Harina de Maiz Precocida With Cover Page v2Julieta MansillaNo ratings yet
- Refinacion de Aceites y Grasas ComestiblesDocument55 pagesRefinacion de Aceites y Grasas ComestiblesMigdalia Batz100% (1)
- CernidoDocument38 pagesCernidoLeoSartori100% (2)
- Practica 7 Fruta en AlmibarDocument12 pagesPractica 7 Fruta en AlmibarMARIA JACQUELINE FLORES LLACHO100% (1)
- Indicadores MolinerosDocument37 pagesIndicadores Molineroselmer sanchez100% (1)
- Expandidos de Tres Variedades de Quinua PDFDocument159 pagesExpandidos de Tres Variedades de Quinua PDFtocacorazonesNo ratings yet
- FIDEERÍADocument58 pagesFIDEERÍAAlEsItAaAaAaAaAaAaAa100% (1)
- Presentacion Planta Procesadora de Maiz FinalDocument13 pagesPresentacion Planta Procesadora de Maiz FinalÆmanuel J SilvaNo ratings yet
- Metodps de Desgerminado Del MaizDocument15 pagesMetodps de Desgerminado Del Maizcarlos ferreiraNo ratings yet
- Practica N 1 Tecnología de Cereales y LeguminossasDocument9 pagesPractica N 1 Tecnología de Cereales y LeguminossasEmperatriz ArenasNo ratings yet
- LAB,,EXTRUIDOS + FujogramaDocument4 pagesLAB,,EXTRUIDOS + FujogramaDimecomo XDNo ratings yet
- Pesar y Dosificar Curso Nov 2012 Dia 2 PDFDocument202 pagesPesar y Dosificar Curso Nov 2012 Dia 2 PDFelmer sanchezNo ratings yet
- Anexo 2 - Estudio de Caso Proceso de MolineríaDocument5 pagesAnexo 2 - Estudio de Caso Proceso de MolineríaCesi Florez0% (1)
- Aplicaciones MoliendaDocument5 pagesAplicaciones MoliendaEspartaco ForsetiNo ratings yet
- Calidad de La HarinaDocument27 pagesCalidad de La HarinaNoemi CortezNo ratings yet
- Poscosecha CerealesDocument51 pagesPoscosecha CerealesDANIELA UNTUÑANo ratings yet
- Concervacion de Granos AlmacenadosDocument112 pagesConcervacion de Granos AlmacenadospcbstepNo ratings yet
- Reologia de La GuayabaDocument4 pagesReologia de La Guayabajuan jose montalvoNo ratings yet
- Extrusion de Alimentos BDocument36 pagesExtrusion de Alimentos BEric Gabriel100% (1)
- Evaluación de La Calidad Culinaria y MoDocument80 pagesEvaluación de La Calidad Culinaria y MoshondabagueNo ratings yet
- Informe de Molienda de GranosDocument16 pagesInforme de Molienda de GranosJerson David Rubín TorresNo ratings yet
- La Influencia de La Harina y El AmasadoDocument4 pagesLa Influencia de La Harina y El Amasadoantonio minchillo100% (1)
- Ficha Tcnica Molino de MartilloDocument2 pagesFicha Tcnica Molino de MartilloLizbethK.QuispeFlores100% (1)
- Practica 2. NixtamalizaciónDocument8 pagesPractica 2. NixtamalizaciónJESSICA GONZALEZ MENDEZNo ratings yet
- Historia de La MolineriaDocument3 pagesHistoria de La MolineriaBlanca Aracelis Crespo Colmenarez100% (1)
- Efecto de La Sustitución Parcial de Harina de LentejasDocument11 pagesEfecto de La Sustitución Parcial de Harina de LentejasGiancarlo BenitesNo ratings yet
- Triptico Como Reconocer El Arroz FalsoDocument2 pagesTriptico Como Reconocer El Arroz FalsoPercy MendozaNo ratings yet
- Diseño de Una Línea de Producción para La Elaboración de Harina Pulverizada A Base de MaízDocument9 pagesDiseño de Una Línea de Producción para La Elaboración de Harina Pulverizada A Base de MaízyonielxisNo ratings yet
- Presentacion Industria Molinera Concamin 140509Document51 pagesPresentacion Industria Molinera Concamin 140509karladanielanunezteNo ratings yet
- Cereales 7Document21 pagesCereales 7Andrea Rojas VargasNo ratings yet
- Oficial - Racion para Vacunos de Produccion Grupo 3Document6 pagesOficial - Racion para Vacunos de Produccion Grupo 3maricruzNo ratings yet
- Crianza de Cuyes Inia PDFDocument52 pagesCrianza de Cuyes Inia PDFjaimeNo ratings yet
- Jugoterapia Manual AlumnosDocument25 pagesJugoterapia Manual Alumnosconsultoria.abatraNo ratings yet
- Técnicas para Manejo de Conflictos, Negociación y Articulación de Alianzas EfectivasDocument20 pagesTécnicas para Manejo de Conflictos, Negociación y Articulación de Alianzas EfectivasAndrésDíazNo ratings yet
- Base de Datos Genesis.Document2 pagesBase de Datos Genesis.joheris rodriguez martinezNo ratings yet
- Guía Clínica de Hiperhidrosis PDFDocument7 pagesGuía Clínica de Hiperhidrosis PDFAntonio Moncada0% (1)
- NMI-S04.s2-parte2 - PDF MATER ANIMADO - Producto Notable IIDocument18 pagesNMI-S04.s2-parte2 - PDF MATER ANIMADO - Producto Notable IIrosalia castañedaNo ratings yet
- MATRIZ BotellasDocument42 pagesMATRIZ BotellasAlexandraNo ratings yet
- Trabajo Final NeumaticaDocument10 pagesTrabajo Final NeumaticaAmparo Soto neiraNo ratings yet
- 2-ERAI-Matematica Segundo Grado PrimariaDocument11 pages2-ERAI-Matematica Segundo Grado PrimariaFredy Zarabia Ramirez100% (1)
- Experiencia Recurso Hidrico San Jose, Costa RicaDocument12 pagesExperiencia Recurso Hidrico San Jose, Costa RicaGustavo Resendiz CalixtoNo ratings yet
- Tarea NeurotransmisoresDocument4 pagesTarea NeurotransmisoresKarla MoncayoNo ratings yet
- Volcanwrap TyparDocument4 pagesVolcanwrap TyparEncargada CalidadNo ratings yet
- La PazDocument3 pagesLa PazBrayan Chachahuayna QuinoNo ratings yet
- Jonathan Carlos Chavez Sicha Adrian Daniel de La Cruz OrihuelaDocument2 pagesJonathan Carlos Chavez Sicha Adrian Daniel de La Cruz Orihuelamarcia paula vilcapoma vivancoNo ratings yet
- Depr 1202 221 2 T2Document3 pagesDepr 1202 221 2 T2Tania Johanna0% (1)
- 3 Estaciones ANALISIS ESTADISTICOS DE HISTOGRAMA Y DIAGRAMA DE CAJASDocument28 pages3 Estaciones ANALISIS ESTADISTICOS DE HISTOGRAMA Y DIAGRAMA DE CAJASCRISTIAN TINEO MORALESNo ratings yet
- Rúbrica Trabajo IndividualDocument1 pageRúbrica Trabajo IndividualGesu Arquimedes Ocampo PereyraNo ratings yet
- Las Torres PetronasDocument1 pageLas Torres PetronasJoseFranciscoGrandaMacasNo ratings yet
- Taller 1Document2 pagesTaller 1Dannia GozalezNo ratings yet
- Programación EcoCampus Fest 20231115 V2Document5 pagesProgramación EcoCampus Fest 20231115 V2Nairy Judith PeraltaNo ratings yet
- Experiencia de AprendizajeDocument4 pagesExperiencia de AprendizajeCristhian Ramon CuevaNo ratings yet
- M6 PRO - Rev2014 - ESDocument22 pagesM6 PRO - Rev2014 - ESMilton Efrain Gualotuña FernandezNo ratings yet
- Caizaluisa Juan DinosaurioDocument2 pagesCaizaluisa Juan DinosaurioJuan Pablo CaizaluisaNo ratings yet
- Video Documental EtnográficoDocument5 pagesVideo Documental EtnográficoALESSANDRA NAYELY HURTADO MEGONo ratings yet
- 8.3 E La Escucha Informativa M3 R3Document4 pages8.3 E La Escucha Informativa M3 R3Xochilt CastroNo ratings yet
- Rubrica - DISERTACION FLORA Y FAUNADocument1 pageRubrica - DISERTACION FLORA Y FAUNANico CarreñoNo ratings yet
- Tarea 8 Contabilidad IVDocument13 pagesTarea 8 Contabilidad IVFranyeli De JesusNo ratings yet
- Control Cultural en CacaoDocument10 pagesControl Cultural en CacaoJosue Velasquez RamosNo ratings yet
- Compraventa de Cuotas Sociales Ips Maxi Salud LtdaDocument2 pagesCompraventa de Cuotas Sociales Ips Maxi Salud LtdaLuz Adriana Mendoza HerreraNo ratings yet
- Comparación Aleaciones de AluminioDocument3 pagesComparación Aleaciones de AluminioGuille ClaverieNo ratings yet
- Chorizo de ConejoDocument11 pagesChorizo de ConejoAlejandra100% (1)