Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5834)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (350)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (824)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (405)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- GW Elumen Paper Shade Chart 09-2021 - SpreadsBRAND - Logo - REQUIRED - When - Using - Images - USE - RIGHTS - EXPIRE - December - 31 - 2022Document2 pagesGW Elumen Paper Shade Chart 09-2021 - SpreadsBRAND - Logo - REQUIRED - When - Using - Images - USE - RIGHTS - EXPIRE - December - 31 - 2022Elena ortizNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Technical Data Sheet Zinthobrite CLZ - 942 PDFDocument7 pagesTechnical Data Sheet Zinthobrite CLZ - 942 PDFMULYADI67% (3)
- Color Theory 101Document2 pagesColor Theory 101Lília VasconcelosNo ratings yet
- Surfacetec Hard+chromeDocument2 pagesSurfacetec Hard+chromeMULYADINo ratings yet
- Motorcycle Technician: Job DescriptionDocument2 pagesMotorcycle Technician: Job DescriptionMULYADINo ratings yet
- Modified Suspension of Motorcycle - A ReviewDocument4 pagesModified Suspension of Motorcycle - A ReviewMULYADINo ratings yet
- Analysis of Hard Chromium Coating Defects and Its Prevention MethodsDocument6 pagesAnalysis of Hard Chromium Coating Defects and Its Prevention MethodsMULYADINo ratings yet
- Surfacetec Hard+chromeDocument2 pagesSurfacetec Hard+chromeMULYADINo ratings yet
- Mycatalog Drupa08 Prod 01 e PDFDocument660 pagesMycatalog Drupa08 Prod 01 e PDFMULYADINo ratings yet
- KW EconoLine Produktblatt 6S LowDocument6 pagesKW EconoLine Produktblatt 6S LowMULYADINo ratings yet
- 1 Rotogravure Cylinder Procedure PDFDocument5 pages1 Rotogravure Cylinder Procedure PDFMULYADI100% (1)
- Gravure Trouble-Shooting GuideDocument8 pagesGravure Trouble-Shooting GuideMULYADI100% (1)
- PDFDocument51 pagesPDFMULYADI100% (1)
- MDC DOCTOR BLADES FOR GRAVURE - Daetwyler USADocument2 pagesMDC DOCTOR BLADES FOR GRAVURE - Daetwyler USAMULYADINo ratings yet
- Exposure TriangleDocument4 pagesExposure TriangleSabucor, Angelou FaithNo ratings yet
- A Comprehensive Guide To Color Theory For Artists - Draw Paint AcademyDocument1 pageA Comprehensive Guide To Color Theory For Artists - Draw Paint AcademyMohamed Abou El hassanNo ratings yet
- Security Features of Genuine NotesDocument67 pagesSecurity Features of Genuine NotesAnujNo ratings yet
- Online Webinar PowerPoint Templates (Autosaved)Document48 pagesOnline Webinar PowerPoint Templates (Autosaved)wandy RJNo ratings yet
- DGM GM Astra 2.0 y 2.4Document2 pagesDGM GM Astra 2.0 y 2.4Data TécnicaNo ratings yet
- Pillow AssignmentDocument3 pagesPillow Assignmenthetvi joshiNo ratings yet
- Organics WebDocument7 pagesOrganics WebAugusto OliveiraNo ratings yet
- FMP EvaluationDocument2 pagesFMP Evaluationapi-535541506No ratings yet
- Pant One View Home Interiors Colors and BlurbsDocument9 pagesPant One View Home Interiors Colors and BlurbsSam SchlesingerNo ratings yet
- Patons Chevron Leaf Shawl or ScarfDocument2 pagesPatons Chevron Leaf Shawl or Scarfcpoirier2009No ratings yet
- ColorCard PDFDocument1 pageColorCard PDFEdgar Mauricio RodriguezNo ratings yet
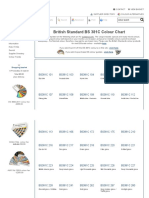
- British Standard BS381C COLOUR CHART For PaintsDocument5 pagesBritish Standard BS381C COLOUR CHART For PaintsBalasubramanian MahadevanNo ratings yet
- Om Dishcloth by Talitha (Document6 pagesOm Dishcloth by Talitha (sean griffinNo ratings yet
- Indian Garment Design Course BookDocument128 pagesIndian Garment Design Course Booknamrata dondaNo ratings yet
- Recommended Colour Code of Stainless Steel GradesDocument1 pageRecommended Colour Code of Stainless Steel GradesDinesh ShahNo ratings yet
- Origami Valley FoldDocument2 pagesOrigami Valley FoldMuhammad ArkanNo ratings yet
- Colores Ral PDFDocument2 pagesColores Ral PDFLuisNo ratings yet
- Webbing Sling Load ChartDocument2 pagesWebbing Sling Load ChartSHIJAD SRAJUNo ratings yet
- Adrik Part 1Document11 pagesAdrik Part 1Russell NightingaleNo ratings yet
- The Optimum Collection Global Version 2022 FlipbookDocument8 pagesThe Optimum Collection Global Version 2022 FlipbookAnthony_I2CNo ratings yet
- UserGuide GreyBalance2 enDocument50 pagesUserGuide GreyBalance2 enpnpha02123No ratings yet
- E CatalogDocument32 pagesE CatalogPunch FrankNo ratings yet
- Basic Photography CompositionDocument10 pagesBasic Photography Compositionleslie sabateNo ratings yet
- Catalogo de TonersDocument11 pagesCatalogo de TonersDaniel Altreider50% (2)
- Turtle MemDocument8 pagesTurtle MemCaroline Damsgaard Jensen100% (1)
- RembrandtDocument10 pagesRembrandtSergio PrietoNo ratings yet
- CSS Colour CodesDocument5 pagesCSS Colour CodesJoy YehNo ratings yet
- Colour Chart Carte de Nuances: Carte de Nuances Carta de Colores Cartella Colori Farbkarte Kleurenkaart FärgkartaDocument2 pagesColour Chart Carte de Nuances: Carte de Nuances Carta de Colores Cartella Colori Farbkarte Kleurenkaart FärgkartaNINNo ratings yet