Download as pdf or txt
You might also like
- Refrigeration Study Guide IIDocument10 pagesRefrigeration Study Guide IICesar Bl83% (6)
- 1275AC-681 Sec6Document254 pages1275AC-681 Sec6John SuarezNo ratings yet
- SEC6Document378 pagesSEC6Anibal Jose Cruz LarezNo ratings yet
- Impco 2.0-2.2 NMHGLiftTrucksDocument20 pagesImpco 2.0-2.2 NMHGLiftTrucksmilton apraez100% (2)
- Tube Mill ChartDocument152 pagesTube Mill ChartppglNo ratings yet
- 2 3-8 DSI PAC Make Up TorqueDocument1 page2 3-8 DSI PAC Make Up Torqueعمر فلاتةNo ratings yet
- Coiled Tubing Safety Impact Firing Head (HP) - by DynaDocument16 pagesCoiled Tubing Safety Impact Firing Head (HP) - by DynamahsaNo ratings yet
- Strickland TracksDocument4 pagesStrickland TracksBenjamin MurphyNo ratings yet
- CE PT-30 Master Parts (8-19-09)Document24 pagesCE PT-30 Master Parts (8-19-09)Adis EfendicNo ratings yet
- Parts List MAGNETIC PUMPDocument3 pagesParts List MAGNETIC PUMPErick Moreira ValdezNo ratings yet
- Manual Monitors 2 PDFDocument17 pagesManual Monitors 2 PDFjulian sanchezNo ratings yet
- Bill of Materials A9 A900165-6 PDFDocument2 pagesBill of Materials A9 A900165-6 PDFjesus angel chijcheapaza mamaniNo ratings yet
- Oruga Strickland PartsDocument4 pagesOruga Strickland PartsRaphael Ruiz RamosNo ratings yet
- General Auger Parts DiagramDocument34 pagesGeneral Auger Parts DiagramgomooneyNo ratings yet
- Valvula en Linea Norgren 030Document6 pagesValvula en Linea Norgren 030Base SistemasNo ratings yet
- Valvula en Linea Norgren x30Document6 pagesValvula en Linea Norgren x30Base SistemasNo ratings yet
- TC8081Document116 pagesTC8081Edmo VirgensNo ratings yet
- Foto Alat - Alat QADocument6 pagesFoto Alat - Alat QATaufik HidayatNo ratings yet
- Standard Bills of Materials: MetersDocument48 pagesStandard Bills of Materials: MetersgusmilexaNo ratings yet
- Technische Dokumentation Technical Documentation: XOMOX Ball Valves Type Kva / KVL / KVKDocument28 pagesTechnische Dokumentation Technical Documentation: XOMOX Ball Valves Type Kva / KVL / KVKTonyNo ratings yet
- SS-H 4HL2Document2 pagesSS-H 4HL2karthikNo ratings yet
- OWEN Underbalanced System - TC - TC-083-200Document4 pagesOWEN Underbalanced System - TC - TC-083-200JoseAngelVillarViñolesNo ratings yet
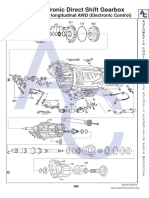
- TL-80SN (AA80E) : 8 Speed RWD (Electronic Control) LS460/470, GS460/470, IS F (Lexus), Crown Majesta (Toyota)Document4 pagesTL-80SN (AA80E) : 8 Speed RWD (Electronic Control) LS460/470, GS460/470, IS F (Lexus), Crown Majesta (Toyota)Mothana HusbanNo ratings yet
- Sec6 8035Document355 pagesSec6 8035Benmorsli AhceneNo ratings yet
- InertiaDynamics CB Couplings SpecsheetDocument9 pagesInertiaDynamics CB Couplings SpecsheetElectromateNo ratings yet
- March Pump Manual 7 Plastic 0155 0046 1000 Rev32Document2 pagesMarch Pump Manual 7 Plastic 0155 0046 1000 Rev32Asima Jaya TamaNo ratings yet
- Parts List 2Document2 pagesParts List 2Anais HerreraNo ratings yet
- BOM Endura Group2 ABDocument7 pagesBOM Endura Group2 ABPUMPSNo ratings yet
- 15 800 7040 00 00 PLDocument1 page15 800 7040 00 00 PLJhonathan MirandaNo ratings yet
- hfe_rotel_rb-1080_v03_technical_enDocument10 pageshfe_rotel_rb-1080_v03_technical_enfernando luiz pedroNo ratings yet
- High Performance ButterflyDocument19 pagesHigh Performance ButterflyEmily NguyenNo ratings yet
- 29.5in-500psi Diverter Operation ManualDocument16 pages29.5in-500psi Diverter Operation ManualIskander KasimovNo ratings yet
- Intech S.A.: Replacement Parts Data SheetDocument2 pagesIntech S.A.: Replacement Parts Data SheetMiguel Ignacio YarangaNo ratings yet
- Saffron Consulting Engineers PVT LTDDocument5 pagesSaffron Consulting Engineers PVT LTDengineerkranthi4055No ratings yet
- TNG ZN VL150 Body 10 (2008)Document18 pagesTNG ZN VL150 Body 10 (2008)Tindaro PelleritiNo ratings yet
- ASV PT30 Parts ManualDocument23 pagesASV PT30 Parts ManualTrevorNo ratings yet
- Piston Pins and Connecting Rods InspectionDocument2 pagesPiston Pins and Connecting Rods InspectionWSMengine WSMengineNo ratings yet
- En - 5 - 3 - 460 - Super - X 03040402Document22 pagesEn - 5 - 3 - 460 - Super - X 03040402Alessandro FontesNo ratings yet
- SEC6Document408 pagesSEC6hectdgNo ratings yet
- L1430TDocument10 pagesL1430Talvaro solomanNo ratings yet
- FR-230 - 41510113300 Id enDocument93 pagesFR-230 - 41510113300 Id enSri EkoNo ratings yet
- ZF 4HP16 (Daewoo, Chevrolet, Suzuki) : 4 SPEED FWD (Electronic Control)Document3 pagesZF 4HP16 (Daewoo, Chevrolet, Suzuki) : 4 SPEED FWD (Electronic Control)Carlos Calderon GuzmanNo ratings yet
- PT 38 ReposiçãoDocument8 pagesPT 38 ReposiçãoRicardo CalmonNo ratings yet
- Ancla Hidraulica D&L PDFDocument5 pagesAncla Hidraulica D&L PDFWLOPEZPANo ratings yet
- 5080 Pump Parts Price List: Notes Item NO. Description Qty. PER Pump NODocument10 pages5080 Pump Parts Price List: Notes Item NO. Description Qty. PER Pump NOИбрагим НурмамедовNo ratings yet
- PAC IC3 ManualsDocument51 pagesPAC IC3 ManualsDarekNo ratings yet
- STPF650 - (87307111) - SpacersDocument8 pagesSTPF650 - (87307111) - SpacersLucaNo ratings yet
- Bronze Globe ValveDocument1 pageBronze Globe ValveCarlos BritoNo ratings yet
- Aqualoc Hydrostatic Test Pump - 9.5Document16 pagesAqualoc Hydrostatic Test Pump - 9.5ampacparts100% (2)
- CT26Document7 pagesCT26api-3834375No ratings yet
- Top DriveDocument314 pagesTop Drivesebastian zorroNo ratings yet
- Tecumseh TC300-3136 Parts Manual 9109901 (1999) WWDocument10 pagesTecumseh TC300-3136 Parts Manual 9109901 (1999) WWfairfaxcyclesNo ratings yet
- InertiaDynamics ShaftMtdBrake304 SpecsheetDocument2 pagesInertiaDynamics ShaftMtdBrake304 SpecsheetElectromateNo ratings yet
- Audi Ob5 Twin Clutch 7 Speed GearboxDocument4 pagesAudi Ob5 Twin Clutch 7 Speed GearboxSebastian Celis100% (1)
- Engines+Lc1p88f 1、Lc1p90f 1、Lc1p92f 1+Part+ListDocument24 pagesEngines+Lc1p88f 1、Lc1p90f 1、Lc1p92f 1+Part+ListAndrewNo ratings yet
- Infomercial of Fasteners ExportsDocument12 pagesInfomercial of Fasteners ExportsSandeep KaundinyaNo ratings yet
- AUT 1076 en US FactSheet Main 01Document2 pagesAUT 1076 en US FactSheet Main 01Victor Solis BrevisNo ratings yet
- InertiaDynamics SheaveClutch304 SpecsheetDocument2 pagesInertiaDynamics SheaveClutch304 SpecsheetElectromateNo ratings yet
- 1150 Air Cat Impact Wrench SchematicsDocument1 page1150 Air Cat Impact Wrench Schematicssanop37428No ratings yet
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryFrom EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryNo ratings yet
- Technical Datasheet: Engineering SteelDocument1 pageTechnical Datasheet: Engineering Steelraaspoy2007No ratings yet
- Soil Mechanics Lab ManualDocument20 pagesSoil Mechanics Lab ManualJunaid AshrafNo ratings yet
- Characterisation of Rheology and Stability of DMS Milled Grades of FerrosiliconDocument13 pagesCharacterisation of Rheology and Stability of DMS Milled Grades of FerrosiliconThabiso SetlhabiNo ratings yet
- QC PostersDocument13 pagesQC PostersGerry Dan ChanliongcoNo ratings yet
- Appendix Five Data On Fracture Toughness and Shock Toughness Fatigue Life Characteristics of Thermal Stability Corrosion Resistance and Castability ofDocument3 pagesAppendix Five Data On Fracture Toughness and Shock Toughness Fatigue Life Characteristics of Thermal Stability Corrosion Resistance and Castability ofChin-Min YangNo ratings yet
- Electric Motor ThesisDocument4 pagesElectric Motor Thesisbser9zca100% (3)
- BEST PRACTICES Hydrostatic Pressure Testing Rev01.1webDocument15 pagesBEST PRACTICES Hydrostatic Pressure Testing Rev01.1webehsan.sadeghi1545No ratings yet
- 330 CaterpillarDocument6 pages330 CaterpillarpopNo ratings yet
- Chapter 1 Introduction & Fick's LawDocument15 pagesChapter 1 Introduction & Fick's Lawkiran367No ratings yet
- Screw Cutting by Hand Methods: 1. Purpose of Thread CuttingDocument21 pagesScrew Cutting by Hand Methods: 1. Purpose of Thread CuttingTajmar JamesNo ratings yet
- Tonykart Chassis Setup ManualDocument6 pagesTonykart Chassis Setup ManualDNo ratings yet
- Energy and The First LawDocument14 pagesEnergy and The First LawHatem AbdelrahmanNo ratings yet
- Ejc 110 - 112 - 212 - enDocument187 pagesEjc 110 - 112 - 212 - enporter1980No ratings yet
- Thermal Arc 161sDocument58 pagesThermal Arc 161srquinchia1No ratings yet
- BJ2 Ch9Document4 pagesBJ2 Ch9Shivendra SinghNo ratings yet
- Dial Indicator Alignment: Rim-Face MethodDocument2 pagesDial Indicator Alignment: Rim-Face Methodfat12No ratings yet
- WOMA Technical Data All Pumps en MedidasDocument11 pagesWOMA Technical Data All Pumps en MedidasEd CalheNo ratings yet
- Crower - Barras de Levas ToyotaDocument6 pagesCrower - Barras de Levas ToyotaChristian RedinNo ratings yet
- 24941-100-30R-G01-00073 Tunra 6299 Report FinalDocument96 pages24941-100-30R-G01-00073 Tunra 6299 Report FinalcmahendrNo ratings yet
- Scrubbing Tower DesignDocument10 pagesScrubbing Tower DesignPrathmesh GujaratiNo ratings yet
- HHM - Unit-I-Uniform FlowDocument25 pagesHHM - Unit-I-Uniform Flow032 HarshithNo ratings yet
- Kinetic Theory & ThermodynamicsDocument253 pagesKinetic Theory & ThermodynamicswecharriNo ratings yet
- Supercored Supercored Supercored Supercored 71MAG 71MAG 71MAG 71MAGDocument8 pagesSupercored Supercored Supercored Supercored 71MAG 71MAG 71MAG 71MAGGian Marco ColicchiaNo ratings yet
- Critical Wear Areas & Vacuum Test Locations: JF016E Lower Valve BodyDocument4 pagesCritical Wear Areas & Vacuum Test Locations: JF016E Lower Valve BodyМихаил БолотинNo ratings yet
- Armstrong Lever Drain Trap - Specifications PDFDocument6 pagesArmstrong Lever Drain Trap - Specifications PDFcivil270986No ratings yet
- WB2630T2 RS2 ExercisesDocument1 pageWB2630T2 RS2 ExercisesMax AdelingNo ratings yet
- Practice: John David M. Pisigan 12 - (STEM) NitrogenDocument6 pagesPractice: John David M. Pisigan 12 - (STEM) NitrogenJohn Martin Pisigan KimNo ratings yet
- Catalogue MetalweldDocument17 pagesCatalogue MetalweldRadivojevic SasaNo ratings yet