Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5822)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- Root RPG - Equipment DeckDocument90 pagesRoot RPG - Equipment DeckLorgalis100% (6)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Games Afoot Schedule With Conflicts PDFDocument4 pagesThe Games Afoot Schedule With Conflicts PDFapi-385050893No ratings yet
- Mahouka Koukou No Rettousei 8 - Reminiscence ChapterDocument225 pagesMahouka Koukou No Rettousei 8 - Reminiscence ChapterAlexander Hendrik S89% (9)
- A Practical Guide To The Strategy and Tactics of RevolutionDocument31 pagesA Practical Guide To The Strategy and Tactics of RevolutionCinifer Vermis100% (1)
- Siff B SF) G) KFNL Kf7/Ok':Tsdf Pvfg6'Ssfsf) K - Of) U: LZJK - FB LTDN ) GFDocument17 pagesSiff B SF) G) KFNL Kf7/Ok':Tsdf Pvfg6'Ssfsf) K - Of) U: LZJK - FB LTDN ) GFTurtle ArtNo ratings yet
- Elvis Presley y El FBI. Documentos Desclasificados.Document31 pagesElvis Presley y El FBI. Documentos Desclasificados.Diario 26No ratings yet
- Aff Course: Student ManualDocument53 pagesAff Course: Student ManualAlexperabrxNo ratings yet
- DD Form 108, Application For Retired Pay Benefits, July 2002Document2 pagesDD Form 108, Application For Retired Pay Benefits, July 2002Keller Brown JnrNo ratings yet
- SCREENING PTM MAN 08 - 11 - 2022 (Responses)Document201 pagesSCREENING PTM MAN 08 - 11 - 2022 (Responses)Nur Jiihad SaputraNo ratings yet
- Theories of Private International LAwDocument17 pagesTheories of Private International LAwHarsh Sharma100% (1)
- Role of A Group Social WorkerDocument5 pagesRole of A Group Social Workeranandrv86No ratings yet
- People vs. Cruz, G.R. No. L-11870, October 16, 1961Document6 pagesPeople vs. Cruz, G.R. No. L-11870, October 16, 1961Charles BayNo ratings yet
- Kami Export - (Student) Zachary Logsdon - 1a. - Causes - of - WWI - WorksheetDocument3 pagesKami Export - (Student) Zachary Logsdon - 1a. - Causes - of - WWI - Worksheet(Student) Zachary LogsdonNo ratings yet
- Health, Wellness and FitnessDocument37 pagesHealth, Wellness and FitnessMsKay GaceloNo ratings yet
- Palestine Resources For Concerned CitizensDocument8 pagesPalestine Resources For Concerned CitizensEram M UddinNo ratings yet
- The JAMS Mediation Process: Rigorous Preparation. Creative, Collaborative Solutions. Persistent Follow-UpDocument5 pagesThe JAMS Mediation Process: Rigorous Preparation. Creative, Collaborative Solutions. Persistent Follow-Upkhodabakhsh khoniyaNo ratings yet
- Book 1Document6 pagesBook 1Full CircleNo ratings yet
- 13.1 Koare - Smisao I Značaj Njutnovske SintezeDocument14 pages13.1 Koare - Smisao I Značaj Njutnovske SintezeИгор МиликићNo ratings yet
- RWDocument109 pagesRWMiguelangel ChávezNo ratings yet
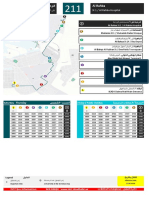
- Bus Service 211Document2 pagesBus Service 211gayathris111No ratings yet
- EC 03 - Archetypes - GM BinderDocument128 pagesEC 03 - Archetypes - GM BinderLeonxdNo ratings yet
- OrksDocument56 pagesOrksmarvin.schoettingerNo ratings yet
- 22Document9 pages22CadenzaNo ratings yet
- Dr. Strangelove's WorkplaceDocument1 pageDr. Strangelove's WorkplaceSam SamNo ratings yet
- Skanderbeg's JourneyDocument25 pagesSkanderbeg's JourneyFlori Gaming TvNo ratings yet
- Lmtivihlhbs Gkraltivls HB Dks Xbals HB DL Reihlh IDocument24 pagesLmtivihlhbs Gkraltivls HB Dks Xbals HB DL Reihlh IRamiroPretelNo ratings yet
- "In Flanders Fields, The Poppies Grow": Christmas 2006 Wargame, Schild & VriendDocument11 pages"In Flanders Fields, The Poppies Grow": Christmas 2006 Wargame, Schild & VriendchalimacNo ratings yet
- Spoken Script Israel PalestineDocument4 pagesSpoken Script Israel PalestineAhmad hassanNo ratings yet
- Aerodynamics: Contact The National Museum of The U.S. Navy For Field Trip and School Visit Opportunities!Document9 pagesAerodynamics: Contact The National Museum of The U.S. Navy For Field Trip and School Visit Opportunities!TicaNo ratings yet
- 55-10th Maths - RS - New Study Materials - Tamil Medium PDF DownloadDocument47 pages55-10th Maths - RS - New Study Materials - Tamil Medium PDF DownloadEmayavaramban ManiNo ratings yet