Download as pdf or txt
You might also like
- Customer Service Responsibilities of Security GuardsDocument8 pagesCustomer Service Responsibilities of Security GuardsJoseMelarte GoocoJr.No ratings yet
- Cleanroom Contamination Prevention & Control: A Practical Guide To The ScienceDocument13 pagesCleanroom Contamination Prevention & Control: A Practical Guide To The ScienceTim Sandle56% (9)
- Good Manufacturing Practices (GMP) Modules for Pharmaceutical ProductsFrom EverandGood Manufacturing Practices (GMP) Modules for Pharmaceutical ProductsNo ratings yet
- A Review Article On Visual Inspection Program For Sterile Injectable Product 2018Document38 pagesA Review Article On Visual Inspection Program For Sterile Injectable Product 2018Marcelo Sousa Silva100% (1)
- Stephen Galvin Biotech Process Validation Master PlanDocument14 pagesStephen Galvin Biotech Process Validation Master PlanTanChantreaNo ratings yet
- Visual Inspection of Sterile Products: Best Practices DocumentDocument77 pagesVisual Inspection of Sterile Products: Best Practices Documentjay patelNo ratings yet
- GMP in Pharmaceutical Industry: Global cGMP & Regulatory ExpectationsFrom EverandGMP in Pharmaceutical Industry: Global cGMP & Regulatory ExpectationsRating: 5 out of 5 stars5/5 (2)
- Barrier Isolator Decontamination Systems: Comparing and ContrastingDocument8 pagesBarrier Isolator Decontamination Systems: Comparing and ContrastingLisandro Brunetto ChiazzoNo ratings yet
- Tim Sandle White Paper EU - GMP - Annex - 1 - The - New - Draft - and - Implications 2020Document15 pagesTim Sandle White Paper EU - GMP - Annex - 1 - The - New - Draft - and - Implications 2020Supriya KapasNo ratings yet
- Cleanroom Technology: Fundamentals of Design, Testing and OperationFrom EverandCleanroom Technology: Fundamentals of Design, Testing and OperationNo ratings yet
- Principles and Practices of Contamination Control and CleanroomsFrom EverandPrinciples and Practices of Contamination Control and CleanroomsNo ratings yet
- Practical Approaches to Method Validation and Essential Instrument QualificationFrom EverandPractical Approaches to Method Validation and Essential Instrument QualificationNo ratings yet
- Cross ContaminationDocument47 pagesCross ContaminationAKKAD PHARMANo ratings yet
- Changes To GMP Force Cleanroom Re-ClassificationsDocument5 pagesChanges To GMP Force Cleanroom Re-ClassificationsJose EvoraNo ratings yet
- Manual 056 Environmental MonitoringDocument4 pagesManual 056 Environmental MonitoringJapsja Ja100% (1)
- Spray Coverage TestingDocument4 pagesSpray Coverage TestingOsman AbhiNo ratings yet
- Aseptic Processing Risk Assessment The Simplified Akers Agalloco MethodDocument55 pagesAseptic Processing Risk Assessment The Simplified Akers Agalloco MethodDoan Chi ThienNo ratings yet
- Gowining PDFDocument2 pagesGowining PDFchemist_tmaNo ratings yet
- Clean Room Qualification and MonitoringDocument1 pageClean Room Qualification and MonitoringMuqeet KazmiNo ratings yet
- Aseptic FillingDocument15 pagesAseptic Fillingsushaantb400100% (2)
- Anatomy of ContaminationControlDocument19 pagesAnatomy of ContaminationControlVinay PatelNo ratings yet
- Risk Based Environmental Monitoring (Em) and em Data Management and TrendingDocument65 pagesRisk Based Environmental Monitoring (Em) and em Data Management and TrendingIsabelle PlourdeNo ratings yet
- IVT Network - Sanitization of Pharmaceutical Facilities - 2014-08-29Document7 pagesIVT Network - Sanitization of Pharmaceutical Facilities - 2014-08-29Bhagath VikasNo ratings yet
- Annexure-1, Manufacture of Sterile Medicinal ProductsDocument59 pagesAnnexure-1, Manufacture of Sterile Medicinal ProductsRiad Benslimane100% (1)
- Class 10 Iso 4 Cleanroom CleaningDocument5 pagesClass 10 Iso 4 Cleanroom CleaningNilesh NarkhedeNo ratings yet
- Cleaning Validation in Pharmaceutical IndustriesDocument5 pagesCleaning Validation in Pharmaceutical IndustriesAbhishek RajNo ratings yet
- Validation of Sterilization of AutoclavesDocument15 pagesValidation of Sterilization of AutoclavesErich Hermann Günther Molina100% (3)
- Microbial Risk Assesment in Pharmaceutical CleanroomsDocument9 pagesMicrobial Risk Assesment in Pharmaceutical CleanroomsteaNo ratings yet
- Clean Room Training 2023Document17 pagesClean Room Training 2023LoraNo ratings yet
- Sanitization of Pharmaceutical FacilitiesDocument14 pagesSanitization of Pharmaceutical FacilitiesTim Sandle100% (1)
- Risk in Clean RoomDocument9 pagesRisk in Clean RoomABEERNo ratings yet
- Aseptic ProcessingDocument13 pagesAseptic Processingnsk79in@gmail.comNo ratings yet
- Development of CCSDocument54 pagesDevelopment of CCSDiana Oldani100% (2)
- Evaluation Study For Determination of Quantities of Disinfectant Solution Used For Fogging of Clean Rooms With Respect To Area VolumeDocument6 pagesEvaluation Study For Determination of Quantities of Disinfectant Solution Used For Fogging of Clean Rooms With Respect To Area VolumeSurjeet SamantaNo ratings yet
- A Survey of Cleaning Validation General Principles and Best Practices 2013Document35 pagesA Survey of Cleaning Validation General Principles and Best Practices 2013edgar palominoNo ratings yet
- Procedurefor Cleaning ValidationDocument21 pagesProcedurefor Cleaning ValidationQ CNo ratings yet
- ISO 8573 and Compressed Air TestingDocument2 pagesISO 8573 and Compressed Air TestingPrince MoniNo ratings yet
- White Paper Prevention of Contamination and Cross ContaminationDocument13 pagesWhite Paper Prevention of Contamination and Cross ContaminationCarmona SaluteableNo ratings yet
- Env Monitoring Cleanrooms FinalDocument37 pagesEnv Monitoring Cleanrooms FinalRizka Sarastri SumardionoNo ratings yet
- Cleaning Validation To Be Developed From This Article On Metformin TabletsDocument9 pagesCleaning Validation To Be Developed From This Article On Metformin TabletsPramba Kumar AhujaNo ratings yet
- The Media Fill Approach An UpdateDocument3 pagesThe Media Fill Approach An UpdateajmalnasirNo ratings yet
- Contamination Control in Cleanrooms - TexwipeDocument43 pagesContamination Control in Cleanrooms - TexwipeKristian Uriel DelgadoNo ratings yet
- Validation - GMPDocument7 pagesValidation - GMPBlueSagaNo ratings yet
- PHSS - Clarity - in - GMP - Guidance - Barrier - Isolator - Technology - Leak Integrity Classes - v1Document12 pagesPHSS - Clarity - in - GMP - Guidance - Barrier - Isolator - Technology - Leak Integrity Classes - v1AkuWilliamsNo ratings yet
- Goverde ECAGuidelineDeviationofEMdatanon SterilesproductsDocument16 pagesGoverde ECAGuidelineDeviationofEMdatanon SterilesproductsIbrahim BouzinaNo ratings yet
- Achieving ''Zero'' Defects For Visible Particles in InjectablesDocument13 pagesAchieving ''Zero'' Defects For Visible Particles in InjectablesmmmmmNo ratings yet
- 1116 Usp 32 Microbiological Evaluation of Clean Rooms and Other Controlled EnvironmentsDocument29 pages1116 Usp 32 Microbiological Evaluation of Clean Rooms and Other Controlled EnvironmentsMauricio Dimaté CamargoNo ratings yet
- Presentation Case Study Risk Assessments Cross Contamination S Wilkins Ispe - enDocument32 pagesPresentation Case Study Risk Assessments Cross Contamination S Wilkins Ispe - enHoàng Việt Nguyễn100% (1)
- Bio-Validation of Steam Sterilization - 758572676Document11 pagesBio-Validation of Steam Sterilization - 758572676venkats_001No ratings yet
- Cleanroom MicrobiologyDocument14 pagesCleanroom MicrobiologyKraken UrNo ratings yet
- Cleaning Sanitisation Disinfection Annex1 PDFDocument4 pagesCleaning Sanitisation Disinfection Annex1 PDFAbhiNo ratings yet
- Cross Contamination Prevention in HVACDocument8 pagesCross Contamination Prevention in HVAChuynhhaichauchauNo ratings yet
- Environmental Monitoring Performance QualificationDocument8 pagesEnvironmental Monitoring Performance Qualificationmehdi bahramiNo ratings yet
- Microbial Aspects in Cleaning ValidationDocument15 pagesMicrobial Aspects in Cleaning ValidationPharmacistNo ratings yet
- 2risk MaPPandContainment PharmaForum2011 1Document35 pages2risk MaPPandContainment PharmaForum2011 1Steven LambertNo ratings yet
- Cleaning & Sanitization of Clean RoomsDocument3 pagesCleaning & Sanitization of Clean RoomsMd Saiful islam Bhuiyan100% (1)
- An Audit Approach To Address Microbial C PDFDocument39 pagesAn Audit Approach To Address Microbial C PDFOmar Faruq100% (1)
- Calculation of Acceptable Residue Limits GeneralDocument2 pagesCalculation of Acceptable Residue Limits Generaljljimenez1969100% (1)
- 2-5a MediaFillDocument37 pages2-5a MediaFillbeobua100% (1)
- Unit 5 Teaching MethodologyDocument61 pagesUnit 5 Teaching MethodologyCeciliaNo ratings yet
- Wounds and InjuriesDocument15 pagesWounds and Injuriesaakash atteguppeNo ratings yet
- CV - Mohamed Eltahhan-PDF - 2022-1Document3 pagesCV - Mohamed Eltahhan-PDF - 2022-1Mohamed EltahhanNo ratings yet
- Project PrimaryDocument7 pagesProject PrimaryLisanwork HonseboNo ratings yet
- CHN - Nursing ConceptsDocument5 pagesCHN - Nursing ConceptsJessa Mae BarquillaNo ratings yet
- Prac Res Q2 Module 8Document12 pagesPrac Res Q2 Module 8Benicel Lane De VeraNo ratings yet
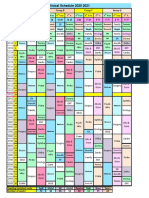
- R Schedule 2020 2021Document1 pageR Schedule 2020 2021Mohammed AhmedNo ratings yet
- ADMINDocument3 pagesADMINpia espanilloNo ratings yet
- Podcast ScriptDocument5 pagesPodcast ScriptGillian YuNo ratings yet
- PDF Andre Green at The Squiggle Foundation Jan Abram Ebook Full ChapterDocument53 pagesPDF Andre Green at The Squiggle Foundation Jan Abram Ebook Full Chaptertracy.malloy702100% (9)
- Histeroctomy PDFDocument6 pagesHisteroctomy PDFsanta_pangaribuan_1No ratings yet
- Midlife CrisisDocument4 pagesMidlife CrisismdacoNo ratings yet
- Semi Detailed Lesson PlanDocument6 pagesSemi Detailed Lesson PlanVILLANUEVA CHADWICKNo ratings yet
- MSDS For 70% Isopropyl AlcoholDocument9 pagesMSDS For 70% Isopropyl AlcoholKiran ChakravarthulaNo ratings yet
- Education Program Curriculum R.D 20240108Document5 pagesEducation Program Curriculum R.D 20240108Хөдөлмөр Хүний ТөлөөNo ratings yet
- Good' Food Islamic Food Ethics Beyond Religious Dietary LawsDocument16 pagesGood' Food Islamic Food Ethics Beyond Religious Dietary Lawsnovi diyantoNo ratings yet
- dm2019-0365 Interim Guidelines On LNS SQDocument8 pagesdm2019-0365 Interim Guidelines On LNS SQMary Joy GaloloNo ratings yet
- Types of Theories in NursingDocument12 pagesTypes of Theories in NursingEarl Von Giese Coniconde78% (9)
- Economic Issues - CABUDSANDocument3 pagesEconomic Issues - CABUDSANSolah CabudsanNo ratings yet
- MYTHDocument6 pagesMYTHCherian MominNo ratings yet
- Unit 3Document4 pagesUnit 3api-439595804No ratings yet
- Grade 11 Perception of Time Management and Its Influence On Academic PerformanceDocument22 pagesGrade 11 Perception of Time Management and Its Influence On Academic PerformanceJunko CaytonNo ratings yet
- Standards and Audit For Quality Assurance NURSING ADMINIDocument20 pagesStandards and Audit For Quality Assurance NURSING ADMINILIDIYA MOL P V100% (1)
- Fitzpatrick Skin Type FormDocument1 pageFitzpatrick Skin Type FormminoucheNo ratings yet
- Textbook Gen64 125Document76 pagesTextbook Gen64 125Jiraporn AekkhamphanNo ratings yet
- ResumescDocument2 pagesResumescapi-662191303No ratings yet
- Royal Alexandra Hospital For Children: Policy & Procedures ManualDocument73 pagesRoyal Alexandra Hospital For Children: Policy & Procedures ManualDivya NarayanNo ratings yet
- Blanche Ely High School Medical Sciences Magnet Program Registration 2022-2023Document2 pagesBlanche Ely High School Medical Sciences Magnet Program Registration 2022-2023aileen higuereyNo ratings yet
- Standard Operating Instruction TITLE: Handling and Disposal of ScrapsDocument4 pagesStandard Operating Instruction TITLE: Handling and Disposal of Scrapsanandhra2010No ratings yet