Download as docx, pdf, or txt
You might also like
- IAL Chemistry SB2 Answers Topic11Document7 pagesIAL Chemistry SB2 Answers Topic11salmaNo ratings yet
- Cross Laminated Timber PresentationDocument10 pagesCross Laminated Timber PresentationMekail PervaizNo ratings yet
- Cross Laminated TimberDocument5 pagesCross Laminated TimberashaNo ratings yet
- Alternative Building MaterialsDocument12 pagesAlternative Building Materialslakshmi achayathNo ratings yet
- Advanced Structural Timber DesignDocument12 pagesAdvanced Structural Timber DesignFarhana Syarfa100% (1)
- CLT Guidebook 2019.03Document18 pagesCLT Guidebook 2019.03dopolinaNo ratings yet
- Polycarbonate Glazing SystemDocument16 pagesPolycarbonate Glazing SystemGirish DhawanNo ratings yet
- Cafeteria at The University Aalen: MGF Architekten - ArchDailyDocument3 pagesCafeteria at The University Aalen: MGF Architekten - ArchDailyChloe HuangNo ratings yet
- External Fire Fighting GuidelinesDocument37 pagesExternal Fire Fighting Guidelinesssssgggg1968No ratings yet
- NORWOOD Modular Wall PanelsDocument165 pagesNORWOOD Modular Wall Panelstadmur_tradingNo ratings yet
- Non-Timber Doors: by - Apoorva Paliwal Richa Dalal Aparna Gawade Komal KolheDocument32 pagesNon-Timber Doors: by - Apoorva Paliwal Richa Dalal Aparna Gawade Komal KolheAr Aparna GawadeNo ratings yet
- CL Smartec Build SystemDocument24 pagesCL Smartec Build SystemSmartec Build System Pvt. Ltd.No ratings yet
- Hospital Flooring FinalDocument18 pagesHospital Flooring FinalEiadKhamis100% (1)
- ECBC Technical Information Warm-HumidDocument26 pagesECBC Technical Information Warm-HumidAmirtha SivaNo ratings yet
- Mud Architecture: I J I R S E TDocument6 pagesMud Architecture: I J I R S E TJazzNo ratings yet
- Building Integration Group AssignmentDocument26 pagesBuilding Integration Group AssignmentYunn TanNo ratings yet
- DESIGN OF ZERO ENERGY BUILDINGS MainDocument12 pagesDESIGN OF ZERO ENERGY BUILDINGS MainDhiren SagarNo ratings yet
- Indianapolis Airport StructuralDocument3 pagesIndianapolis Airport Structuralrorobinhoodiee100% (1)
- Types of False Ceilings: 1. Gypsum Plasterboard False Ceiling SystemDocument15 pagesTypes of False Ceilings: 1. Gypsum Plasterboard False Ceiling SystemkiwiNo ratings yet
- Moodular CoordinationDocument10 pagesMoodular CoordinationVaishali DhyaniNo ratings yet
- Green BuildingDocument27 pagesGreen BuildingsaketNo ratings yet
- Aerolite's Technical Data NewDocument4 pagesAerolite's Technical Data NewAr C KumarNo ratings yet
- UPVC Windows DoorsUPVC Windows DoorsDocument8 pagesUPVC Windows DoorsUPVC Windows DoorsDarshil DhruvNo ratings yet
- Innovative Interior Materials: Ar. Rachit Pamnani Hod (Id), SidiDocument13 pagesInnovative Interior Materials: Ar. Rachit Pamnani Hod (Id), SidiThoudam SudhaNo ratings yet
- Barrier Free DesignDocument45 pagesBarrier Free DesignSusnata ChandaNo ratings yet
- CH 15 - Precast Concrete FramingDocument5 pagesCH 15 - Precast Concrete FramingRon Julienne Rebugio100% (1)
- Coconut TilesDocument15 pagesCoconut TilesNikowei YlmzNo ratings yet
- GRIHA Credits Calculation For Your Own HouseDocument14 pagesGRIHA Credits Calculation For Your Own HouseAafreenNo ratings yet
- Rem Koolhaas PDFDocument24 pagesRem Koolhaas PDFClara Liliana HernándezNo ratings yet
- VEKA Group - A Guide To Sustainable Curtain Walling FinalDocument54 pagesVEKA Group - A Guide To Sustainable Curtain Walling Finalipman99No ratings yet
- External Cladding MaterialDocument11 pagesExternal Cladding Materialsampada100% (1)
- Insulating Flat RoofsDocument30 pagesInsulating Flat RoofsgencmetohuNo ratings yet
- National Fenestration Rating Council Incorporated NFRC 100-2014Document109 pagesNational Fenestration Rating Council Incorporated NFRC 100-2014Etienne MagriNo ratings yet
- AC Tics: Fabric Acoustic Panel Fabric Acoustic PanelDocument2 pagesAC Tics: Fabric Acoustic Panel Fabric Acoustic PanelJeeva2612No ratings yet
- Kingspan Jindal Ext. Wall Panel SystemDocument32 pagesKingspan Jindal Ext. Wall Panel Systemabhay kumarNo ratings yet
- Building Services - Fire Fighting LecturesDocument79 pagesBuilding Services - Fire Fighting Lecturesurvashi100% (1)
- Siemen HQDocument9 pagesSiemen HQSoumini DharNo ratings yet
- JipmerDocument1 pageJipmerSwetha SekharNo ratings yet
- KVH TI Folder en Web3 02Document19 pagesKVH TI Folder en Web3 02mario_stefanecNo ratings yet
- International Standards and Codal Provision of GlassDocument11 pagesInternational Standards and Codal Provision of GlassSulthana HasanNo ratings yet
- Glasgow's Riverside Museum of Transport and TravelDocument20 pagesGlasgow's Riverside Museum of Transport and TravelAlvera SerapainNo ratings yet
- CT Assignment TAIPEI 101Document12 pagesCT Assignment TAIPEI 101Samantha Lim Ai PeiNo ratings yet
- Nanotechnology in Civil EngineeringDocument34 pagesNanotechnology in Civil EngineeringA R Senthil ArumugamNo ratings yet
- Sustainable Building TechnologiesDocument9 pagesSustainable Building TechnologiesprashuboyNo ratings yet
- Building Forms and Features On Hilly AreDocument25 pagesBuilding Forms and Features On Hilly ArepurvabhagtNo ratings yet
- SkylightDocument12 pagesSkylightirfan_haider_2No ratings yet
- Arc106p - C71 - de Leon - Res100Document22 pagesArc106p - C71 - de Leon - Res100Angela MaeNo ratings yet
- Typy of ChutesDocument49 pagesTypy of Chutesscribd19711No ratings yet
- Green Design Features / Leed Project Case Study: Halifax Central LibraryDocument9 pagesGreen Design Features / Leed Project Case Study: Halifax Central LibrarymuskanNo ratings yet
- Unit 2 PlasticsDocument18 pagesUnit 2 PlasticsNivedhaNo ratings yet
- Rain ScreensDocument24 pagesRain ScreensNabilm68100% (1)
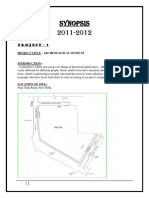
- Synopsis 2011-2012: Project Title:-Archeological MuseumDocument4 pagesSynopsis 2011-2012: Project Title:-Archeological MuseumkalimNo ratings yet
- Study of Strength Property of Concrete Using Waste Plastics and Steel FiberDocument3 pagesStudy of Strength Property of Concrete Using Waste Plastics and Steel FibertheijesNo ratings yet
- Design For Warm & Humid BookDocument163 pagesDesign For Warm & Humid BookLokesh SharmaNo ratings yet
- Case Study On Climatic DesignDocument47 pagesCase Study On Climatic DesignManvith Reddy VenkatNo ratings yet
- Cross-Laminated Timber: Information Paper IP 17/11Document6 pagesCross-Laminated Timber: Information Paper IP 17/11tukisoveNo ratings yet
- Thuyet TrinhDocument2 pagesThuyet TrinhPhuong Ly ThucNo ratings yet
- Housing Module 4Document11 pagesHousing Module 4Kyla TiangcoNo ratings yet
- Glulam Hand Volume-1Document144 pagesGlulam Hand Volume-1Ion ClipaciNo ratings yet
- Glu Hand Volume-1Document144 pagesGlu Hand Volume-1Frank N. / Design Eng.No ratings yet
- VSEPR Worksheet: 1) What Is The Main Idea Behind VSEPR Theory?Document3 pagesVSEPR Worksheet: 1) What Is The Main Idea Behind VSEPR Theory?Johanna LipioNo ratings yet
- Pts Industrial & Pipeline Technologies (India) Private LimitedDocument3 pagesPts Industrial & Pipeline Technologies (India) Private LimitedSomxeshNo ratings yet
- Formulation and Evaluation of Herbal Moisturizing Cream: Research ArticleDocument4 pagesFormulation and Evaluation of Herbal Moisturizing Cream: Research ArticleNguyen HungNo ratings yet
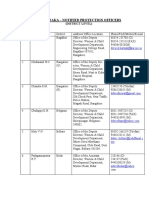
- Karnataka - Notified Protection Officers: (District Level)Document35 pagesKarnataka - Notified Protection Officers: (District Level)astuteNo ratings yet
- Molecular Orbital TheoryDocument4 pagesMolecular Orbital TheoryYuexun ZhangNo ratings yet
- Revision - Chemical EnergeticsDocument21 pagesRevision - Chemical EnergeticsREMUS LIM HONG YI HCINo ratings yet
- Chap 1Document114 pagesChap 1Agegnehu TakeleNo ratings yet
- Formulation of Conditioner-5Document2 pagesFormulation of Conditioner-5TotonMuhammadHenaltonNo ratings yet
- Dynamic Modeling and Simulation of Alkaline Type ElectrolyzersDocument5 pagesDynamic Modeling and Simulation of Alkaline Type ElectrolyzersAbdul RahmanNo ratings yet
- Ion Exchange With Natural Zeolites: An Alternative For Water Softening?Document7 pagesIon Exchange With Natural Zeolites: An Alternative For Water Softening?Yana ElzyNo ratings yet
- Chrome Pre Reduced PelletsDocument9 pagesChrome Pre Reduced PelletsravibelavadiNo ratings yet
- GC PresentationDocument9 pagesGC PresentationSomnath BanerjeeNo ratings yet
- By: Dr. NG Chean Hui (PHD in Medicinal Chemistry, Upm)Document41 pagesBy: Dr. NG Chean Hui (PHD in Medicinal Chemistry, Upm)Maria Florina100% (1)
- Paint and Coatings Industry May 2010Document53 pagesPaint and Coatings Industry May 2010sami_sakrNo ratings yet
- Brochure - Producedwater - Sorbwater - FOR WEBDocument12 pagesBrochure - Producedwater - Sorbwater - FOR WEBjuan vazquezNo ratings yet
- The Born-Lande' EquationDocument2 pagesThe Born-Lande' Equationmemmedmemmedli080915No ratings yet
- Planilha Sem TítuloDocument56 pagesPlanilha Sem TítuloAnonymous T.I.No ratings yet
- Lowmain Tech ManualDocument30 pagesLowmain Tech ManualArunava BasakNo ratings yet
- Sop Sickling TestDocument5 pagesSop Sickling Testdavid mchembeNo ratings yet
- Ra22 ArmourZinc 120 PrimerDocument2 pagesRa22 ArmourZinc 120 PrimerDenis MNo ratings yet
- Liquid Soap - Application GuideDocument17 pagesLiquid Soap - Application GuideEdgardo Ed RamirezNo ratings yet
- Li 85Document12 pagesLi 85Pinjala AnoopNo ratings yet
- Effect of PWHT Temperature and Time On Hardness and Microstructure of 410nimo Weld MetalDocument7 pagesEffect of PWHT Temperature and Time On Hardness and Microstructure of 410nimo Weld MetalDNH RND - VijaykumarNo ratings yet
- Acs-Climacs General CatalogueDocument86 pagesAcs-Climacs General CatalogueSaber EntzNo ratings yet
- Sti R912Document4 pagesSti R912Mauricio AdameNo ratings yet
- Critical Analysis of Zwietering Correlation For Solids Suspension in Stirred TanksDocument10 pagesCritical Analysis of Zwietering Correlation For Solids Suspension in Stirred TanksVerónica ArévaloNo ratings yet
- Calculating AtomicityDocument2 pagesCalculating AtomicityPajudoNo ratings yet
- Chemical Moles & Formulae Review 2 (08.07.21)Document4 pagesChemical Moles & Formulae Review 2 (08.07.21)Micheelle JeannethNo ratings yet
- Norma Astm e 478Document22 pagesNorma Astm e 478luisa100% (1)