Download as docx, pdf, or txt
You might also like
- Weld Repair ProcedureDocument2 pagesWeld Repair ProcedurePer DC100% (4)
- Method Statement of Static Equipment ErectionDocument20 pagesMethod Statement of Static Equipment Erectionsarsan nedumkuzhi mani100% (4)
- 03 Welding Control Procedure - Asf QC WCP 001Document7 pages03 Welding Control Procedure - Asf QC WCP 001el_sharkawy2011100% (1)
- Method Statement For Fabrication, Installation and Testing of PipeworkDocument31 pagesMethod Statement For Fabrication, Installation and Testing of PipeworkNaveed Ahmed Get-Info100% (1)
- 5.1 Vendor Quality PlanDocument52 pages5.1 Vendor Quality PlanPanneer SelvamNo ratings yet
- Welding Consumables Handling Procedure.Document5 pagesWelding Consumables Handling Procedure.Mohammed Kamal78% (23)
- Hydrotest and Flushing ProcedureDocument16 pagesHydrotest and Flushing Procedureคุณพ่อน้อง บิ๊กบอส100% (9)
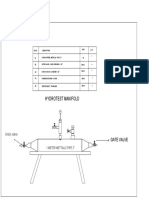
- Drawing - Hydrotest ManifoldDocument1 pageDrawing - Hydrotest ManifoldMubeen NavazNo ratings yet
- 008 - Field Hydrotest ProcedureDocument17 pages008 - Field Hydrotest Procedurekaruna346100% (2)
- Method Statement For Pneumatic TestDocument18 pagesMethod Statement For Pneumatic TestEmirhan Pay100% (1)
- Hydro Test ProcedureDocument14 pagesHydro Test ProcedureARJUN100% (5)
- 004 - Method of Statement of BendingDocument9 pages004 - Method of Statement of Bendingahmed08839494100% (1)
- Line History SheetDocument46 pagesLine History SheetBhanu Pratap Choudhury50% (4)
- S.O.P For Hydro-Test: Ipcl-Gandhar Complex WI/GC-C&I/6.3/001 GC Maintenance Manual Hydro Test OF5Document7 pagesS.O.P For Hydro-Test: Ipcl-Gandhar Complex WI/GC-C&I/6.3/001 GC Maintenance Manual Hydro Test OF5கோகுல் இராNo ratings yet
- ESR00550 - Cold Field Bending-revBDocument12 pagesESR00550 - Cold Field Bending-revBSam Jose67% (3)
- Valve Installation ChecklistDocument1 pageValve Installation ChecklistSajad Pk100% (1)
- STFFD-P1-004003-P05-0001 Rev C FAT Procedure For Complete SkidDocument50 pagesSTFFD-P1-004003-P05-0001 Rev C FAT Procedure For Complete SkidTuyen Pham100% (2)
- ITP - Erection of Static EquipmentDocument4 pagesITP - Erection of Static Equipmentbhct1987No ratings yet
- Inspection and Test Plan For Piping (PP/FRP Piping)Document2 pagesInspection and Test Plan For Piping (PP/FRP Piping)Anonymous EyK4vt6Y100% (1)
- STS Qac Sop 002 Heat Exchanger Retubing ProcedureDocument4 pagesSTS Qac Sop 002 Heat Exchanger Retubing Proceduremohd as shahiddin jafri50% (2)
- Inspection Test Plan: 1 QA/QC Document Submission & ApprovalDocument1 pageInspection Test Plan: 1 QA/QC Document Submission & Approvalmohd as shahiddin jafri100% (2)
- STS QAC SOP 015 PSV ServicingDocument11 pagesSTS QAC SOP 015 PSV Servicingmohd as shahiddin jafri100% (1)
- STS Qac Sop 002 Heat Exchanger Retubing ProcedureDocument4 pagesSTS Qac Sop 002 Heat Exchanger Retubing Proceduremohd as shahiddin jafri50% (2)
- Joint Integrity Procedure - GQP-ENG-014Document32 pagesJoint Integrity Procedure - GQP-ENG-014mohd as shahiddin jafriNo ratings yet
- Fabrication Procedure SA-4200-70621Document24 pagesFabrication Procedure SA-4200-70621mohd as shahiddin jafriNo ratings yet
- Weld Repair Procedure Rev0Document2 pagesWeld Repair Procedure Rev0aszliza100% (1)
- MATERIAL TRACEABILITY ReportDocument16 pagesMATERIAL TRACEABILITY ReportKandregula Mohan BabuNo ratings yet
- A4-Jgs1ep-Epc1-Qp-016 Rev. A (Flange Management Procedure)Document21 pagesA4-Jgs1ep-Epc1-Qp-016 Rev. A (Flange Management Procedure)Darrel Espino Aranas100% (1)
- Mud Plug ProcedureDocument4 pagesMud Plug Proceduremahdi_g100% (1)
- Final Inspection Release NoteDocument2 pagesFinal Inspection Release NoteMark ThrelfallNo ratings yet
- Repair Welding ProcedureDocument3 pagesRepair Welding Procedurevalararumugams100% (2)
- Dimensional Control ProcedureDocument12 pagesDimensional Control ProcedureBethel NdifonNo ratings yet
- Hydro Test ProcedureDocument8 pagesHydro Test Procedurevinoth100% (3)
- Petronas Carigali Sdn. Bhd. Inspection Test Record (Itr) - A Piping Work Completion P01-ADocument21 pagesPetronas Carigali Sdn. Bhd. Inspection Test Record (Itr) - A Piping Work Completion P01-AWael Chouchani100% (2)
- Welding Program Quality Assurance GuideDocument19 pagesWelding Program Quality Assurance GuideDonald ray100% (1)
- Specification For Pipe BendsDocument20 pagesSpecification For Pipe BendsnavasNo ratings yet
- Procedure For Piping Hydrostatic Pressure Test - 15124-MS-M-006 Rev-1Document17 pagesProcedure For Piping Hydrostatic Pressure Test - 15124-MS-M-006 Rev-1Midhun K Chandrabose100% (3)
- Hydrotest ProcedureDocument3 pagesHydrotest Procedureaman131100% (2)
- Job Procedure For Tanks Radiography Test: 10 of Ramadan City, Industrial Area A1, EgyptDocument13 pagesJob Procedure For Tanks Radiography Test: 10 of Ramadan City, Industrial Area A1, EgyptShubham ShuklaNo ratings yet
- General Repair Procedure For Welds R1 PDFDocument4 pagesGeneral Repair Procedure For Welds R1 PDFLuis Claro Ortiz100% (4)
- Bolted Flanged Joints New Methods Practices ProceedingsDocument2 pagesBolted Flanged Joints New Methods Practices ProceedingsMladen ČorokaloNo ratings yet
- ASME IX - WPS - Register ListDocument1 pageASME IX - WPS - Register ListThe Welding Inspections CommunityNo ratings yet
- SATR-L-2001 Flange Joint Tightening Test ReportDocument6 pagesSATR-L-2001 Flange Joint Tightening Test ReportAnonymous S9qBDVkyNo ratings yet
- ITP Heat ExchangerDocument3 pagesITP Heat ExchangerĐỗ Thị Huyền100% (3)
- Daily Welding Report: Quality Control FormDocument1 pageDaily Welding Report: Quality Control FormashwinNo ratings yet
- SA04C2-T-MET-AAG-00037 Hydrotest Method StatementDocument25 pagesSA04C2-T-MET-AAG-00037 Hydrotest Method StatementABAID ULLAH100% (2)
- Hydrostatic Test Procedure - PipingDocument4 pagesHydrostatic Test Procedure - Pipingmahi1437100% (1)
- Suria Engineering.: Test Pack For Tt307B PipingDocument16 pagesSuria Engineering.: Test Pack For Tt307B Pipingsuria qaqcNo ratings yet
- Weld Log PDFDocument1 pageWeld Log PDFDeniz AydinNo ratings yet
- Iraq Gates Contracting Company: Kaz 12.2 Rehabilitation ProjectDocument8 pagesIraq Gates Contracting Company: Kaz 12.2 Rehabilitation ProjectAhmedNo ratings yet
- O - (TOC) - SOP - 008 - R0 - SOP For Welding Consumables Handling and ControlDocument8 pagesO - (TOC) - SOP - 008 - R0 - SOP For Welding Consumables Handling and ControlMDhana SekarNo ratings yet
- Test Pack Flow ChartDocument1 pageTest Pack Flow ChartHum Hum100% (1)
- 04 Weld Joint NumberingDocument3 pages04 Weld Joint NumberingAkhilesh KumarNo ratings yet
- SOP-Piping Fabrication & InstallationDocument27 pagesSOP-Piping Fabrication & InstallationImtiaz Nusrat100% (6)
- Pages From NSH-SAOMPP-QCP-PI-021 Hydratight Procedure For Flange Hydraulic Torque TighteningDocument2 pagesPages From NSH-SAOMPP-QCP-PI-021 Hydratight Procedure For Flange Hydraulic Torque TighteningRajis Rahim100% (1)
- Work Handling,: Insruction TransportationDocument7 pagesWork Handling,: Insruction Transportationrajnish14feb8516No ratings yet
- Method Statement For Static Equipment InstallationDocument20 pagesMethod Statement For Static Equipment Installationคุณพ่อน้อง บิ๊กบอสNo ratings yet
- 08572-Trht-Egcb-Qc-Aq-012 Itp - Pipeline Construction Rev0 PDFDocument34 pages08572-Trht-Egcb-Qc-Aq-012 Itp - Pipeline Construction Rev0 PDFbelhaska100% (2)
- 19 - Weld Fit Up Inspection Employee TrainingDocument10 pages19 - Weld Fit Up Inspection Employee TrainingManoj KumarNo ratings yet
- Valve Service Report: Mbaraki Bulk Terminal LTDDocument1 pageValve Service Report: Mbaraki Bulk Terminal LTDALI KAHINDINo ratings yet
- Gate & Globe PDFDocument0 pagesGate & Globe PDFZoebairNo ratings yet
- Flange Management ITP 11-Sept-2014Document5 pagesFlange Management ITP 11-Sept-2014Hazieqah Kahil0% (1)
- Method Statement For Gravel Surfacing Around New Lift Station IW-10ADocument6 pagesMethod Statement For Gravel Surfacing Around New Lift Station IW-10ANazirNo ratings yet
- Repair ProceduresDocument5 pagesRepair Proceduresmohd as shahiddin jafriNo ratings yet
- MST Valve TestingDocument7 pagesMST Valve TestingSiva RamNo ratings yet
- Inspection Test Plan: Itp No: REV:1.0 DateDocument3 pagesInspection Test Plan: Itp No: REV:1.0 Datemohd as shahiddin jafriNo ratings yet
- Inspection Test Plan: Grinding, Build Up & ResurfaceDocument3 pagesInspection Test Plan: Grinding, Build Up & Resurfacemohd as shahiddin jafriNo ratings yet
- STS QAC SOP 016 Spring Hanger InspectionDocument6 pagesSTS QAC SOP 016 Spring Hanger Inspectionmohd as shahiddin jafriNo ratings yet
- STS Qac Sop 013 Insulation ProcedureDocument9 pagesSTS Qac Sop 013 Insulation Proceduremohd as shahiddin jafriNo ratings yet
- Valve Testing Procedure - INSP-011Document8 pagesValve Testing Procedure - INSP-011mohd as shahiddin jafriNo ratings yet
- STS QAC SOP 009 - 01 Liquid Penetrant Test ProcedureDocument6 pagesSTS QAC SOP 009 - 01 Liquid Penetrant Test Proceduremohd as shahiddin jafriNo ratings yet
- STS Qac Sop 014 Burner MaintenanceDocument9 pagesSTS Qac Sop 014 Burner Maintenancemohd as shahiddin jafriNo ratings yet
- STS QAC SOP 008 Tube Plugging ProcedureDocument7 pagesSTS QAC SOP 008 Tube Plugging Proceduremohd as shahiddin jafriNo ratings yet
- STS QAC SOP 007 Repair Procedure For Carbon SteelDocument6 pagesSTS QAC SOP 007 Repair Procedure For Carbon Steelmohd as shahiddin jafriNo ratings yet
- 7-Material Handling and Storage - WC007Document7 pages7-Material Handling and Storage - WC007mohd as shahiddin jafriNo ratings yet
- 6-Blasting and Painting Procedure - BP006Document14 pages6-Blasting and Painting Procedure - BP006mohd as shahiddin jafriNo ratings yet
- II - ITP - Defect Work FabricationDocument5 pagesII - ITP - Defect Work Fabricationmohd as shahiddin jafriNo ratings yet
- 7-Welding Consumable Handling and Storage - WC007Document11 pages7-Welding Consumable Handling and Storage - WC007mohd as shahiddin jafriNo ratings yet
- III - ITP - Site Piping Installation - STSSB-QAC-ITP-TA14-002Document9 pagesIII - ITP - Site Piping Installation - STSSB-QAC-ITP-TA14-002mohd as shahiddin jafriNo ratings yet