
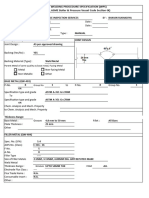
WPS & PQR - LTM - QW - Pipe
WPS & PQR - LTM - QW - Pipe
You might also like
- WPS, PQR & WPQ - Duplex 2205Document20 pagesWPS, PQR & WPQ - Duplex 2205prod41525% (4)
- WPS, PQR & WPQ - Hastealloy C276 To Hastealloy C276Document20 pagesWPS, PQR & WPQ - Hastealloy C276 To Hastealloy C276prod41567% (6)
- 37507022-WPS-PQR-SS-316 LDocument5 pages37507022-WPS-PQR-SS-316 LVarun Malhotra100% (6)
- Grade7 ScienceDocument450 pagesGrade7 ScienceJannet Yang100% (4)
- My Little Island 2 TBDocument268 pagesMy Little Island 2 TBNguyenHang100% (4)
- Bridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, OdishaDocument5 pagesBridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, Odishaniraj mouryaNo ratings yet
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDHussein MohamedNo ratings yet
- Wps Is 2062 GR B Butt-OkDocument2 pagesWps Is 2062 GR B Butt-OkAnand Kesarkar33% (3)
- WPS1Document10 pagesWPS1bhavin178No ratings yet
- WpsDocument3 pagesWpsPankaj KumarNo ratings yet
- PQR 03 2014Document2 pagesPQR 03 2014vinuNo ratings yet
- Qw-482 Welding Procedure Specification (WPS)Document3 pagesQw-482 Welding Procedure Specification (WPS)Sagar GourNo ratings yet
- WPS 03 2014Document2 pagesWPS 03 2014vinuNo ratings yet
- Welding Procedure SpecificationDocument3 pagesWelding Procedure SpecificationAhmed saber100% (2)
- Rep WPS 02Document2 pagesRep WPS 02shaniraj BirajdarNo ratings yet
- Audco India Limited Welding Procedure Specification: LAB-005R1Document3 pagesAudco India Limited Welding Procedure Specification: LAB-005R1sudeep_singh1No ratings yet
- WPS-PQR Gr. CF8MDocument9 pagesWPS-PQR Gr. CF8Mansarmulla711No ratings yet
- WPS-PQR Gr. WCBDocument9 pagesWPS-PQR Gr. WCBansarmulla711No ratings yet
- ASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Document2 pagesASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Virk Farms100% (1)
- MHC Conveying System Private Limited: JOINTS (QW-402)Document3 pagesMHC Conveying System Private Limited: JOINTS (QW-402)Lipika GayenNo ratings yet
- Welding Procedure SpecificationDocument27 pagesWelding Procedure SpecificationGopakumar K100% (3)
- WPQ Is 2062 Haresh Shah W1Document1 pageWPQ Is 2062 Haresh Shah W1Anand KesarkarNo ratings yet
- Procedure Qualification SpecificationDocument4 pagesProcedure Qualification Specificationriyas.hvacworkNo ratings yet
- Kaushik Shah Date: 2011 Form 001 - Format CDocument6 pagesKaushik Shah Date: 2011 Form 001 - Format CsriramNo ratings yet
- 4 2WPSDocument2 pages4 2WPSsaravanans18910% (1)
- Mechanical Engineering M.Abdul GhoziDocument4 pagesMechanical Engineering M.Abdul GhoziRizaldy PhoenksNo ratings yet
- Welding Procedure Specification (WPS) : Code: Asme BPV Code Sec IxDocument4 pagesWelding Procedure Specification (WPS) : Code: Asme BPV Code Sec IxLipika GayenNo ratings yet
- Joints (Qw-402) DetailsDocument3 pagesJoints (Qw-402) DetailsNaqqash SajidNo ratings yet
- Final - WPS PQR 86Document4 pagesFinal - WPS PQR 86Parag WadekarNo ratings yet
- Welding Procedure Specification: Asme Section Ix - Boiler & Pressure Vessel Code - 2019Document3 pagesWelding Procedure Specification: Asme Section Ix - Boiler & Pressure Vessel Code - 2019Budi Setia RahmanNo ratings yet
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDIskak TabriNo ratings yet
- Wps PQR For Reference p1 To p1 Smawxls PDF FreeDocument6 pagesWps PQR For Reference p1 To p1 Smawxls PDF FreeMahmoud GaberNo ratings yet
- Mark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)Document6 pagesMark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)vijay rajNo ratings yet
- Mark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)Document6 pagesMark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)attaullaNo ratings yet
- Toaz - Info Wps PQR Saw PRDocument6 pagesToaz - Info Wps PQR Saw PRMustafaNo ratings yet
- PQR DT Macro 60mm Smaw Astm A 516 Gr60Document4 pagesPQR DT Macro 60mm Smaw Astm A 516 Gr60Boran YelkenciogluNo ratings yet
- Wps Format Tube Welding Cs With Tig V&s JalashawaDocument3 pagesWps Format Tube Welding Cs With Tig V&s JalashawaVISAKHAPATNAM MALAYALEES WELFARE ASSOCIATIONNo ratings yet
- Page No: 01: SA 240 GR 304 SA 240 GR 304Document5 pagesPage No: 01: SA 240 GR 304 SA 240 GR 304jobertNo ratings yet
- Final WPS - ItdcDocument2 pagesFinal WPS - ItdcsarancivilrajNo ratings yet
- WPS & WPQR (Asme Section IX)Document7 pagesWPS & WPQR (Asme Section IX)Rizaldy PhoenksNo ratings yet
- (Refer To The Both Backing and Retainers) (Metal /non Fusing Metal /Non-Metallic /others)Document6 pages(Refer To The Both Backing and Retainers) (Metal /non Fusing Metal /Non-Metallic /others)Saifulla CmpNo ratings yet
- Welding Procedure Specification SampleDocument2 pagesWelding Procedure Specification SampleBrown's P LikoNo ratings yet
- Arl-Al - WPS-001 PDFDocument2 pagesArl-Al - WPS-001 PDFrajuajiNo ratings yet
- 03 WPS CS 1Document3 pages03 WPS CS 1mohammadNo ratings yet
- WC9Document5 pagesWC9Suresh KrishnanNo ratings yet
- Metals Inspection Services, Inc.: QW - 482 Suggested Format For Welding Procedure Specification (WPS)Document6 pagesMetals Inspection Services, Inc.: QW - 482 Suggested Format For Welding Procedure Specification (WPS)Luis MuñozNo ratings yet
- Aic Asf PQR 0120Document2 pagesAic Asf PQR 0120AHMED MEDANYNo ratings yet
- Manual Joints (QW - 402) : Page 1 of 12Document12 pagesManual Joints (QW - 402) : Page 1 of 12miteshpatel191No ratings yet
- WPS&PQR For PipeDocument5 pagesWPS&PQR For PipeKAMALNo ratings yet
- PQR A106 HAL-1Document1 pagePQR A106 HAL-1Budi Setia RahmanNo ratings yet
- Swathi Industries: JOINT (QW 402)Document10 pagesSwathi Industries: JOINT (QW 402)Mustu AkolawalaNo ratings yet
- Tips Wps FormatDocument5 pagesTips Wps FormatWaqas WaqasNo ratings yet
- Welding Procedure SpecificationDocument4 pagesWelding Procedure SpecificationBhargav BbvsNo ratings yet
- Verspec WPS WPQDocument6 pagesVerspec WPS WPQgtsi.draftsmanNo ratings yet
- WPS Gtaw) - 47Document2 pagesWPS Gtaw) - 47Dharmendra BhardwajNo ratings yet
- 2G & 5GDocument2 pages2G & 5GRahul MoottolikandyNo ratings yet
- WCBDocument5 pagesWCBSuresh KrishnanNo ratings yet
- Rev 2 - Proposed Repair WPSDocument2 pagesRev 2 - Proposed Repair WPSRakesh Patel75% (4)
- Joints (Qw-402) DetailsDocument3 pagesJoints (Qw-402) DetailsNaqqash SajidNo ratings yet
- Qw-483 Procedure Qualification Record (PQR) : SECTION IX, ASME Boiler and Pressure Vessel CodeDocument4 pagesQw-483 Procedure Qualification Record (PQR) : SECTION IX, ASME Boiler and Pressure Vessel Codesreejithr86No ratings yet
- Asme PQRDocument4 pagesAsme PQRHong Dae Yoon100% (2)
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- A Beginners Guide On How Paper Tubes Cores Are ManufacturedDocument7 pagesA Beginners Guide On How Paper Tubes Cores Are ManufacturedAjaysinh JadejaNo ratings yet
- IVRSDocument15 pagesIVRSnithinreddy123456No ratings yet
- The Contemporary World ModuleDocument101 pagesThe Contemporary World ModuleRichard Queman OñateNo ratings yet
- Maklumat Vaksinasi: Vaccination DetailsDocument2 pagesMaklumat Vaksinasi: Vaccination DetailsNORFADHLI ARIFNo ratings yet
- BOQDocument4 pagesBOQMehmood SaleemNo ratings yet
- Belief and Conditions in Environmental AwarenessDocument28 pagesBelief and Conditions in Environmental AwarenessDanielle Kate MadridNo ratings yet
- People v. RiveraDocument36 pagesPeople v. RiveraAemel de LeonNo ratings yet
- Management Placenta Percreta Succesfully With Total Abdominal Hysterectomy A Case ReviewDocument12 pagesManagement Placenta Percreta Succesfully With Total Abdominal Hysterectomy A Case ReviewHI DayatNo ratings yet
- Geography Sba FinalDocument22 pagesGeography Sba FinalPreciousNo ratings yet
- Ice Hockey GoaliesDocument4 pagesIce Hockey GoaliesDylan HochreiterNo ratings yet
- Module 2-English Worksheet-SourcesDocument2 pagesModule 2-English Worksheet-SourcesMarife GuadalupeNo ratings yet
- Translating Algebraic ExpressionsDocument2 pagesTranslating Algebraic ExpressionsSiti Inayya SavalianiNo ratings yet
- Person Involved in The Incident Full Name: Designation: Office: Incident Information Date: October 6, 2020 Location of Incident: Incident DescriptionDocument3 pagesPerson Involved in The Incident Full Name: Designation: Office: Incident Information Date: October 6, 2020 Location of Incident: Incident DescriptionLeonardo Jr SultanNo ratings yet
- Brainstorming 2Document14 pagesBrainstorming 2AmierahIzzatiAisyahNo ratings yet
- SP Initial 1-5K - ManualDocument37 pagesSP Initial 1-5K - ManualkobochanstoreNo ratings yet
- Seminar Topics NameDocument10 pagesSeminar Topics NameNilesh ThanviNo ratings yet
- Answers To Questions: MishkinDocument8 pagesAnswers To Questions: Mishkin?ᄋᄉᄋNo ratings yet
- MetalurgiaDocument5 pagesMetalurgiaAndjelkaStankovicNo ratings yet
- Design of Terraces 1Document2 pagesDesign of Terraces 1ᜁᜊ ᜀᜎᜆᜂNo ratings yet
- JavaDocument15 pagesJavaMrabet MustaphaNo ratings yet
- Anemia in Pregnancy by MahreeDocument53 pagesAnemia in Pregnancy by MahreesherzadmahreeNo ratings yet
- Final Unit 4Document21 pagesFinal Unit 4Ayessa AnchetaNo ratings yet
- Jarvis Pneumatic Stun GunDocument28 pagesJarvis Pneumatic Stun GunGregory RostovNo ratings yet
- Genetic Engineering and The Intrinsic Value and Integrity of Plants and AnimalsDocument7 pagesGenetic Engineering and The Intrinsic Value and Integrity of Plants and AnimalsCenter for Respect of Life and EnvironmentNo ratings yet
- Lab 7b - Bilateral Transfer and Observational LearningDocument3 pagesLab 7b - Bilateral Transfer and Observational Learningapi-448989844No ratings yet
- Guest FolioDocument2 pagesGuest FolioJulyca SimbajonNo ratings yet
- MWT - Product Intro - Artsen Plus - ENDocument13 pagesMWT - Product Intro - Artsen Plus - ENBhumikaNo ratings yet
- 3.5 T Bolier ManualDocument206 pages3.5 T Bolier Manualchandravadiyaketan150467% (3)
























































































Download as doc, pdf, or txt
You might also like
- WPS, PQR & WPQ - Duplex 2205Document20 pagesWPS, PQR & WPQ - Duplex 2205prod41525% (4)
- WPS, PQR & WPQ - Hastealloy C276 To Hastealloy C276Document20 pagesWPS, PQR & WPQ - Hastealloy C276 To Hastealloy C276prod41567% (6)
- 37507022-WPS-PQR-SS-316 LDocument5 pages37507022-WPS-PQR-SS-316 LVarun Malhotra100% (6)
- Grade7 ScienceDocument450 pagesGrade7 ScienceJannet Yang100% (4)
- My Little Island 2 TBDocument268 pagesMy Little Island 2 TBNguyenHang100% (4)
- Bridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, OdishaDocument5 pagesBridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, Odishaniraj mouryaNo ratings yet
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDHussein MohamedNo ratings yet
- Wps Is 2062 GR B Butt-OkDocument2 pagesWps Is 2062 GR B Butt-OkAnand Kesarkar33% (3)
- WPS1Document10 pagesWPS1bhavin178No ratings yet
- WpsDocument3 pagesWpsPankaj KumarNo ratings yet
- PQR 03 2014Document2 pagesPQR 03 2014vinuNo ratings yet
- Qw-482 Welding Procedure Specification (WPS)Document3 pagesQw-482 Welding Procedure Specification (WPS)Sagar GourNo ratings yet
- WPS 03 2014Document2 pagesWPS 03 2014vinuNo ratings yet
- Welding Procedure SpecificationDocument3 pagesWelding Procedure SpecificationAhmed saber100% (2)
- Rep WPS 02Document2 pagesRep WPS 02shaniraj BirajdarNo ratings yet
- Audco India Limited Welding Procedure Specification: LAB-005R1Document3 pagesAudco India Limited Welding Procedure Specification: LAB-005R1sudeep_singh1No ratings yet
- WPS-PQR Gr. CF8MDocument9 pagesWPS-PQR Gr. CF8Mansarmulla711No ratings yet
- WPS-PQR Gr. WCBDocument9 pagesWPS-PQR Gr. WCBansarmulla711No ratings yet
- ASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Document2 pagesASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Virk Farms100% (1)
- MHC Conveying System Private Limited: JOINTS (QW-402)Document3 pagesMHC Conveying System Private Limited: JOINTS (QW-402)Lipika GayenNo ratings yet
- Welding Procedure SpecificationDocument27 pagesWelding Procedure SpecificationGopakumar K100% (3)
- WPQ Is 2062 Haresh Shah W1Document1 pageWPQ Is 2062 Haresh Shah W1Anand KesarkarNo ratings yet
- Procedure Qualification SpecificationDocument4 pagesProcedure Qualification Specificationriyas.hvacworkNo ratings yet
- Kaushik Shah Date: 2011 Form 001 - Format CDocument6 pagesKaushik Shah Date: 2011 Form 001 - Format CsriramNo ratings yet
- 4 2WPSDocument2 pages4 2WPSsaravanans18910% (1)
- Mechanical Engineering M.Abdul GhoziDocument4 pagesMechanical Engineering M.Abdul GhoziRizaldy PhoenksNo ratings yet
- Welding Procedure Specification (WPS) : Code: Asme BPV Code Sec IxDocument4 pagesWelding Procedure Specification (WPS) : Code: Asme BPV Code Sec IxLipika GayenNo ratings yet
- Joints (Qw-402) DetailsDocument3 pagesJoints (Qw-402) DetailsNaqqash SajidNo ratings yet
- Final - WPS PQR 86Document4 pagesFinal - WPS PQR 86Parag WadekarNo ratings yet
- Welding Procedure Specification: Asme Section Ix - Boiler & Pressure Vessel Code - 2019Document3 pagesWelding Procedure Specification: Asme Section Ix - Boiler & Pressure Vessel Code - 2019Budi Setia RahmanNo ratings yet
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDIskak TabriNo ratings yet
- Wps PQR For Reference p1 To p1 Smawxls PDF FreeDocument6 pagesWps PQR For Reference p1 To p1 Smawxls PDF FreeMahmoud GaberNo ratings yet
- Mark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)Document6 pagesMark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)vijay rajNo ratings yet
- Mark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)Document6 pagesMark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)attaullaNo ratings yet
- Toaz - Info Wps PQR Saw PRDocument6 pagesToaz - Info Wps PQR Saw PRMustafaNo ratings yet
- PQR DT Macro 60mm Smaw Astm A 516 Gr60Document4 pagesPQR DT Macro 60mm Smaw Astm A 516 Gr60Boran YelkenciogluNo ratings yet
- Wps Format Tube Welding Cs With Tig V&s JalashawaDocument3 pagesWps Format Tube Welding Cs With Tig V&s JalashawaVISAKHAPATNAM MALAYALEES WELFARE ASSOCIATIONNo ratings yet
- Page No: 01: SA 240 GR 304 SA 240 GR 304Document5 pagesPage No: 01: SA 240 GR 304 SA 240 GR 304jobertNo ratings yet
- Final WPS - ItdcDocument2 pagesFinal WPS - ItdcsarancivilrajNo ratings yet
- WPS & WPQR (Asme Section IX)Document7 pagesWPS & WPQR (Asme Section IX)Rizaldy PhoenksNo ratings yet
- (Refer To The Both Backing and Retainers) (Metal /non Fusing Metal /Non-Metallic /others)Document6 pages(Refer To The Both Backing and Retainers) (Metal /non Fusing Metal /Non-Metallic /others)Saifulla CmpNo ratings yet
- Welding Procedure Specification SampleDocument2 pagesWelding Procedure Specification SampleBrown's P LikoNo ratings yet
- Arl-Al - WPS-001 PDFDocument2 pagesArl-Al - WPS-001 PDFrajuajiNo ratings yet
- 03 WPS CS 1Document3 pages03 WPS CS 1mohammadNo ratings yet
- WC9Document5 pagesWC9Suresh KrishnanNo ratings yet
- Metals Inspection Services, Inc.: QW - 482 Suggested Format For Welding Procedure Specification (WPS)Document6 pagesMetals Inspection Services, Inc.: QW - 482 Suggested Format For Welding Procedure Specification (WPS)Luis MuñozNo ratings yet
- Aic Asf PQR 0120Document2 pagesAic Asf PQR 0120AHMED MEDANYNo ratings yet
- Manual Joints (QW - 402) : Page 1 of 12Document12 pagesManual Joints (QW - 402) : Page 1 of 12miteshpatel191No ratings yet
- WPS&PQR For PipeDocument5 pagesWPS&PQR For PipeKAMALNo ratings yet
- PQR A106 HAL-1Document1 pagePQR A106 HAL-1Budi Setia RahmanNo ratings yet
- Swathi Industries: JOINT (QW 402)Document10 pagesSwathi Industries: JOINT (QW 402)Mustu AkolawalaNo ratings yet
- Tips Wps FormatDocument5 pagesTips Wps FormatWaqas WaqasNo ratings yet
- Welding Procedure SpecificationDocument4 pagesWelding Procedure SpecificationBhargav BbvsNo ratings yet
- Verspec WPS WPQDocument6 pagesVerspec WPS WPQgtsi.draftsmanNo ratings yet
- WPS Gtaw) - 47Document2 pagesWPS Gtaw) - 47Dharmendra BhardwajNo ratings yet
- 2G & 5GDocument2 pages2G & 5GRahul MoottolikandyNo ratings yet
- WCBDocument5 pagesWCBSuresh KrishnanNo ratings yet
- Rev 2 - Proposed Repair WPSDocument2 pagesRev 2 - Proposed Repair WPSRakesh Patel75% (4)
- Joints (Qw-402) DetailsDocument3 pagesJoints (Qw-402) DetailsNaqqash SajidNo ratings yet
- Qw-483 Procedure Qualification Record (PQR) : SECTION IX, ASME Boiler and Pressure Vessel CodeDocument4 pagesQw-483 Procedure Qualification Record (PQR) : SECTION IX, ASME Boiler and Pressure Vessel Codesreejithr86No ratings yet
- Asme PQRDocument4 pagesAsme PQRHong Dae Yoon100% (2)
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- A Beginners Guide On How Paper Tubes Cores Are ManufacturedDocument7 pagesA Beginners Guide On How Paper Tubes Cores Are ManufacturedAjaysinh JadejaNo ratings yet
- IVRSDocument15 pagesIVRSnithinreddy123456No ratings yet
- The Contemporary World ModuleDocument101 pagesThe Contemporary World ModuleRichard Queman OñateNo ratings yet
- Maklumat Vaksinasi: Vaccination DetailsDocument2 pagesMaklumat Vaksinasi: Vaccination DetailsNORFADHLI ARIFNo ratings yet
- BOQDocument4 pagesBOQMehmood SaleemNo ratings yet
- Belief and Conditions in Environmental AwarenessDocument28 pagesBelief and Conditions in Environmental AwarenessDanielle Kate MadridNo ratings yet
- People v. RiveraDocument36 pagesPeople v. RiveraAemel de LeonNo ratings yet
- Management Placenta Percreta Succesfully With Total Abdominal Hysterectomy A Case ReviewDocument12 pagesManagement Placenta Percreta Succesfully With Total Abdominal Hysterectomy A Case ReviewHI DayatNo ratings yet
- Geography Sba FinalDocument22 pagesGeography Sba FinalPreciousNo ratings yet
- Ice Hockey GoaliesDocument4 pagesIce Hockey GoaliesDylan HochreiterNo ratings yet
- Module 2-English Worksheet-SourcesDocument2 pagesModule 2-English Worksheet-SourcesMarife GuadalupeNo ratings yet
- Translating Algebraic ExpressionsDocument2 pagesTranslating Algebraic ExpressionsSiti Inayya SavalianiNo ratings yet
- Person Involved in The Incident Full Name: Designation: Office: Incident Information Date: October 6, 2020 Location of Incident: Incident DescriptionDocument3 pagesPerson Involved in The Incident Full Name: Designation: Office: Incident Information Date: October 6, 2020 Location of Incident: Incident DescriptionLeonardo Jr SultanNo ratings yet
- Brainstorming 2Document14 pagesBrainstorming 2AmierahIzzatiAisyahNo ratings yet
- SP Initial 1-5K - ManualDocument37 pagesSP Initial 1-5K - ManualkobochanstoreNo ratings yet
- Seminar Topics NameDocument10 pagesSeminar Topics NameNilesh ThanviNo ratings yet
- Answers To Questions: MishkinDocument8 pagesAnswers To Questions: Mishkin?ᄋᄉᄋNo ratings yet
- MetalurgiaDocument5 pagesMetalurgiaAndjelkaStankovicNo ratings yet
- Design of Terraces 1Document2 pagesDesign of Terraces 1ᜁᜊ ᜀᜎᜆᜂNo ratings yet
- JavaDocument15 pagesJavaMrabet MustaphaNo ratings yet
- Anemia in Pregnancy by MahreeDocument53 pagesAnemia in Pregnancy by MahreesherzadmahreeNo ratings yet
- Final Unit 4Document21 pagesFinal Unit 4Ayessa AnchetaNo ratings yet
- Jarvis Pneumatic Stun GunDocument28 pagesJarvis Pneumatic Stun GunGregory RostovNo ratings yet
- Genetic Engineering and The Intrinsic Value and Integrity of Plants and AnimalsDocument7 pagesGenetic Engineering and The Intrinsic Value and Integrity of Plants and AnimalsCenter for Respect of Life and EnvironmentNo ratings yet
- Lab 7b - Bilateral Transfer and Observational LearningDocument3 pagesLab 7b - Bilateral Transfer and Observational Learningapi-448989844No ratings yet
- Guest FolioDocument2 pagesGuest FolioJulyca SimbajonNo ratings yet
- MWT - Product Intro - Artsen Plus - ENDocument13 pagesMWT - Product Intro - Artsen Plus - ENBhumikaNo ratings yet
- 3.5 T Bolier ManualDocument206 pages3.5 T Bolier Manualchandravadiyaketan150467% (3)