Download as pdf or txt
You might also like
- Asme 19.2 1987Document145 pagesAsme 19.2 1987Popescu Alin100% (4)
- Old - SK-600I (B) Service Manual Old Model V1.0Document50 pagesOld - SK-600I (B) Service Manual Old Model V1.0Lina Guerra100% (5)
- Listado InstrumentacionDocument34 pagesListado InstrumentacionOscarArrietaNarvaezNo ratings yet
- Desalination in Saudi Arabia An Overview1 DR NadaDocument44 pagesDesalination in Saudi Arabia An Overview1 DR NadashoaibshahjeNo ratings yet
- Brochure Movialsa Gasification Plant EnglishDocument0 pagesBrochure Movialsa Gasification Plant EnglishApri ApriyantoNo ratings yet
- Energies Scott Base PDFDocument12 pagesEnergies Scott Base PDFSusan KrumdieckNo ratings yet
- The Potential of Solar Industrial Process Heat Applications: Soteris KalogirouDocument25 pagesThe Potential of Solar Industrial Process Heat Applications: Soteris Kalogiroueinhaw1985No ratings yet
- Air Cooled Condenser - Kratki OpisDocument47 pagesAir Cooled Condenser - Kratki Opisbaca88No ratings yet
- Bhel JournalDocument68 pagesBhel JournalChaitanya Raghav SharmaNo ratings yet
- Power Generation From Pressure Reduction in The Natural Gas Supply Chain in BangladeshDocument7 pagesPower Generation From Pressure Reduction in The Natural Gas Supply Chain in Bangladeshkresimir.mikoc9765100% (1)
- Cat cG132: Series Gas Generator SetsDocument8 pagesCat cG132: Series Gas Generator SetsCesário GuimarãesNo ratings yet
- Bancada FinalDocument10 pagesBancada FinalEraldo Cruz Dos SantosNo ratings yet
- Micro TurbinesDocument2 pagesMicro TurbinesKwang Je LeeNo ratings yet
- GTG 1733PW LM6000 220MwBarge 50HzDocument11 pagesGTG 1733PW LM6000 220MwBarge 50Hzwidyo saptoto100% (1)
- (2009) Potential For Reducing The Capital Costs of WTE FacilitiesDocument7 pages(2009) Potential For Reducing The Capital Costs of WTE FacilitiesNakao SakurabaNo ratings yet
- Indonesia Energy Survey, NIFESDocument36 pagesIndonesia Energy Survey, NIFESMoly69xNo ratings yet
- CHP TechnologiesDocument39 pagesCHP TechnologiesEdutamNo ratings yet
- TES in Sustainable Buildings UnabridgedDocument4 pagesTES in Sustainable Buildings UnabridgedHany Elsawy AbdelrahmanNo ratings yet
- The Development of A Small High Speed Steam Microturbine Generator SystemDocument11 pagesThe Development of A Small High Speed Steam Microturbine Generator Systemukasz-sznajder-1624No ratings yet
- Co-Generation in Textile Industries: Sandeep KumarDocument4 pagesCo-Generation in Textile Industries: Sandeep KumartheijesNo ratings yet
- Bio Gas WastewaterDocument4 pagesBio Gas Wastewatermnt6176No ratings yet
- Steam Turbines For CS PowerDocument6 pagesSteam Turbines For CS PowerPower PowerNo ratings yet
- Student: Derrick Westlund Mentor: Ben Vanrootselaar, P.EngDocument25 pagesStudent: Derrick Westlund Mentor: Ben Vanrootselaar, P.EngRonak KapadiaNo ratings yet
- Typical ProposalDocument26 pagesTypical ProposalSamsRsNo ratings yet
- Coal PulverizedDocument113 pagesCoal PulverizedSherwin Naldoza Dela Cruz100% (2)
- Organic Rankine Cycle Power PlantDocument6 pagesOrganic Rankine Cycle Power PlantPower PowerNo ratings yet
- Cogen17 CDocument2 pagesCogen17 CppfahdNo ratings yet
- Supercritical Power Plants in Taiwan: 莊嘉琛 蘇燈城 J.C. Sue, C.C. Chuang 台北科技大學冷凍空調工程研究所 台北科技大學機電科技研究所Document8 pagesSupercritical Power Plants in Taiwan: 莊嘉琛 蘇燈城 J.C. Sue, C.C. Chuang 台北科技大學冷凍空調工程研究所 台北科技大學機電科技研究所Kazmi SiddiqueNo ratings yet
- Solar Thermal Power GenerationDocument101 pagesSolar Thermal Power GenerationAvnish Narula100% (5)
- AIP Summer IssueDocument24 pagesAIP Summer IssueOrlando BarriosNo ratings yet
- Adani Power Limited CS NECA2012 First PrizeDocument6 pagesAdani Power Limited CS NECA2012 First Prizechandan mishraNo ratings yet
- F646 CompleteSampleDocument36 pagesF646 CompleteSampleJohn SmeethNo ratings yet
- ORC For Biomass CogenerationDocument8 pagesORC For Biomass CogenerationJoão MemoriaNo ratings yet
- Study Project On Co Generation Plant of 12MW at SSKL Kopargaon Ijariie5066Document4 pagesStudy Project On Co Generation Plant of 12MW at SSKL Kopargaon Ijariie5066Ram HingeNo ratings yet
- Biomass Gasification Using Microturbines and Fuel Cells 2000Document12 pagesBiomass Gasification Using Microturbines and Fuel Cells 2000noragarcia76No ratings yet
- Solar Power For Sustainable Offshore Petroleum Exploration and Production in AfricaDocument10 pagesSolar Power For Sustainable Offshore Petroleum Exploration and Production in AfricaRadwa EL-MahdyNo ratings yet
- Advanced Cycles JIPTDocument26 pagesAdvanced Cycles JIPTjp mishraNo ratings yet
- Low Grade Flue Gas Waste Heat Utilization For Air Conditioning in Coal Based Power PlantDocument30 pagesLow Grade Flue Gas Waste Heat Utilization For Air Conditioning in Coal Based Power PlantSymron AngelNo ratings yet
- Estimating Energy Performance Indicators of Pulp and Paper MillsDocument23 pagesEstimating Energy Performance Indicators of Pulp and Paper MillsAneta HaziNo ratings yet
- Small Wind ProfileDocument11 pagesSmall Wind ProfileChristopher HeathNo ratings yet
- Cogenerationof Power Utilising Waste Heatin Cement ManufactureDocument12 pagesCogenerationof Power Utilising Waste Heatin Cement ManufactureRedouane RadwanNo ratings yet
- Peaking Power in The USADocument4 pagesPeaking Power in The USAClaudia MmsNo ratings yet
- CHP Sizing and Techno-Economics: DR Cliff Dansoh: Senior Lecturer - Renewable EnergyDocument56 pagesCHP Sizing and Techno-Economics: DR Cliff Dansoh: Senior Lecturer - Renewable Energyhiba zianeNo ratings yet
- CHP 2022Document60 pagesCHP 2022Love Kishor BistNo ratings yet
- 2020 02 26 VIC Presentation V3Document17 pages2020 02 26 VIC Presentation V3Dean MillarNo ratings yet
- Experiment No.:-3 TITLE: Study of Co-Generation Power Plant AIM: Study of Co-Generation Power Plant TheoryDocument10 pagesExperiment No.:-3 TITLE: Study of Co-Generation Power Plant AIM: Study of Co-Generation Power Plant Theory9527530909100% (1)
- To Improve Thermal Efficiency of 27mw CoDocument24 pagesTo Improve Thermal Efficiency of 27mw Codixie0630No ratings yet
- Jenbacher Gasm BHKW enDocument28 pagesJenbacher Gasm BHKW ensaniterm100% (1)
- Air Pollution Control Technology Fact SheetDocument5 pagesAir Pollution Control Technology Fact SheetSiddharth RajendranNo ratings yet
- History of Thermal Power PlantsDocument9 pagesHistory of Thermal Power PlantsAnonymous gr5Pr9AV100% (2)
- Gtpei 2Document8 pagesGtpei 2sharjeel49No ratings yet
- Seminar Topic 3Document5 pagesSeminar Topic 3Vijay Kumar ReddyNo ratings yet
- Gas Turbine ApplicationDocument15 pagesGas Turbine ApplicationsecahegazyNo ratings yet
- The Potential of Integrating Wind Power With Offshore Oil and Gas Platforms-2010Document14 pagesThe Potential of Integrating Wind Power With Offshore Oil and Gas Platforms-2010hugo999100% (1)
- Ormat Technologies Inc. - Organic Rankine Cycle Power Plant For Waste Heat Recovery - 2013-05-09Document5 pagesOrmat Technologies Inc. - Organic Rankine Cycle Power Plant For Waste Heat Recovery - 2013-05-09Anonymous Cxriyx9HIX100% (1)
- Offshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsFrom EverandOffshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsNo ratings yet
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesFrom EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNo ratings yet
- A Blueprint For Achieving Net-Zero CO2 Emissions: The Difficult Road for the US to Achieve Net-Zero CO2 Emissions by 2050From EverandA Blueprint For Achieving Net-Zero CO2 Emissions: The Difficult Road for the US to Achieve Net-Zero CO2 Emissions by 2050No ratings yet
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementFrom EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNo ratings yet
- BAM-S10-07 CO2 in Beer in Bulk - Zahm Nagel - Feb99aDocument10 pagesBAM-S10-07 CO2 in Beer in Bulk - Zahm Nagel - Feb99aRiyanNo ratings yet
- SHG 25 3000 SeriesDocument23 pagesSHG 25 3000 Seriesjpsingh75No ratings yet
- Regeltechnik TechnicalDocument2 pagesRegeltechnik TechnicalInviairNo ratings yet
- Mechanical Vacuum Lifter - Manual - 11 May 2015Document72 pagesMechanical Vacuum Lifter - Manual - 11 May 2015quyenhuynhha100% (1)
- Resource - Instructions - 0898-2725 - 2725 Jet-Fill TensiometersDocument12 pagesResource - Instructions - 0898-2725 - 2725 Jet-Fill TensiometersZarin Tasnim ChowdhuryNo ratings yet
- AG 200-800 Series PilotsDocument13 pagesAG 200-800 Series Pilotstxlucky80No ratings yet
- HydrostaticsDocument32 pagesHydrostaticsdaphcosiNo ratings yet
- Boss 107 Installation M1.1 PDFDocument16 pagesBoss 107 Installation M1.1 PDFEduardo E Hernandez AguirreNo ratings yet
- Method 27Document6 pagesMethod 27sheeva SHNo ratings yet
- Field Calibration of A Pressure Gauge With A Dead Weight TesterDocument5 pagesField Calibration of A Pressure Gauge With A Dead Weight Testervaliullah100% (1)
- Re 50046Document8 pagesRe 50046ShortcutterNo ratings yet
- IaC Assignment 6Document12 pagesIaC Assignment 6Fahad kamranNo ratings yet
- 100 Instrumentation Interview Questions and AnswersDocument17 pages100 Instrumentation Interview Questions and AnswersFaisal AmirNo ratings yet
- Instrument Construction ProcedureDocument20 pagesInstrument Construction ProcedureKAABECHE Slimane100% (1)
- Dual Digital Display Pressure Sensors AUTONICS PSQ Series CATALOG 991Document13 pagesDual Digital Display Pressure Sensors AUTONICS PSQ Series CATALOG 991Minh nhut LưuNo ratings yet
- A4A Bulletin 2020.3Document9 pagesA4A Bulletin 2020.3samson anyumbaNo ratings yet
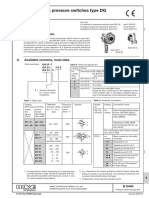
- Electro-Hydraulic Pressure Switches Type DG: 1. General InformationDocument8 pagesElectro-Hydraulic Pressure Switches Type DG: 1. General InformationlaksonoismiputrantoNo ratings yet
- S2 Physics @STAHIZA: Mechanical Properties of MatterDocument71 pagesS2 Physics @STAHIZA: Mechanical Properties of MatterThadnyiang ThaddeusNo ratings yet
- t209 PDFDocument12 pagest209 PDF094-STEVEN EDWARD WINDARTO100% (1)
- A Leading G Lobal M Anufacturer: Effective March 2015Document22 pagesA Leading G Lobal M Anufacturer: Effective March 2015patrickng794No ratings yet
- DPSPDFDocument6 pagesDPSPDFNavneet SinghNo ratings yet
- Control SystemDocument21 pagesControl SystemphilipyapNo ratings yet
- Fluid Mechanics - University of Technology, Sydney - Engineering & IT Tutorial # 2 - Questions and SolutionsDocument10 pagesFluid Mechanics - University of Technology, Sydney - Engineering & IT Tutorial # 2 - Questions and SolutionsLingyu LiuNo ratings yet
- Chemical Engineering & Plant DesignDocument7 pagesChemical Engineering & Plant DesignnuncafalhaNo ratings yet
- 31PRSSDocument229 pages31PRSSMohammed AbdelsalamNo ratings yet
- Fluid Mechanics July 2013 PDFDocument3 pagesFluid Mechanics July 2013 PDFH S Vishwa NathNo ratings yet