Download as pdf or txt
You might also like
- Kubota BX 2200 Operators ManualDocument64 pagesKubota BX 2200 Operators ManualMark Dubravec63% (16)
- Dodge Nitro 2007 Service Repair ManualDocument4,048 pagesDodge Nitro 2007 Service Repair Manualllowery24No ratings yet
- SM - 47 Hemi Engines Repair Manual Easy WayDocument449 pagesSM - 47 Hemi Engines Repair Manual Easy WayΜιχάλης Χατζηαντρέας50% (6)
- Service Manual 157QMJDocument60 pagesService Manual 157QMJGeert Verfaillie67% (3)
- Wärtsilä 32 Engine Instruction Manual 04. Maintenance ScheduleDocument12 pagesWärtsilä 32 Engine Instruction Manual 04. Maintenance ScheduleSalman Kapoor100% (1)
- ARIEL Maint intervalSEK PDFDocument7 pagesARIEL Maint intervalSEK PDFMargaret Daugherty100% (1)
- Plant MaintenanceDocument45 pagesPlant MaintenanceHo ThanhNo ratings yet
- 9b Gasspec Cs 1110Document4 pages9b Gasspec Cs 1110Javier vaca villalbaNo ratings yet
- Intervalos de ManutençãoDocument3 pagesIntervalos de ManutençãoOzan MedeirosNo ratings yet
- Er-8 2 2Document4 pagesEr-8 2 2Carlos MantillaNo ratings yet
- Centrifugal Pump MaintenanceDocument2 pagesCentrifugal Pump MaintenanceMuhammad Mazhar Hussain100% (3)
- Hyundai Exel 89 1.5l.mantenimientoDocument18 pagesHyundai Exel 89 1.5l.mantenimientoAlexander cesar neyra sotoNo ratings yet
- Preventative Maintenance ManualDocument7 pagesPreventative Maintenance ManualSebastián Isaías Soto FernándezNo ratings yet
- Ajax Preventative Maintenance ManualDocument7 pagesAjax Preventative Maintenance ManualJavier PalaciosNo ratings yet
- Axial Reaction Fan - Double Stage: Operation & Maintenance ManualDocument44 pagesAxial Reaction Fan - Double Stage: Operation & Maintenance ManualNidhiNo ratings yet
- Centrifugal Pump Checklist 2023Document7 pagesCentrifugal Pump Checklist 2023Caesar MutizeNo ratings yet
- Ane1 Wet3 MX001Document35 pagesAne1 Wet3 MX001Romuel PioquintoNo ratings yet
- Why Is It That ImportantDocument2 pagesWhy Is It That Importantkozaro 678No ratings yet
- Maintenance and LubricationDocument34 pagesMaintenance and Lubricationtoppen_76100% (1)
- 001 Bearing FailureDocument1 page001 Bearing FailureHiddenDNo ratings yet
- Image Server HandlerDocument12 pagesImage Server Handlerbobcat1810No ratings yet
- 1d Dvs B&W Man 6s60mc-c Vol5 Fitting & Accesores 613Document613 pages1d Dvs B&W Man 6s60mc-c Vol5 Fitting & Accesores 613tomo1973No ratings yet
- Centrifugal Pump MaintenanceDocument7 pagesCentrifugal Pump MaintenanceamasrurNo ratings yet
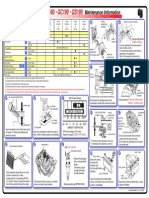
- GC135 GC160 GC190 GS190: Maintenance InformationDocument1 pageGC135 GC160 GC190 GS190: Maintenance InformationGoran MojsilovicNo ratings yet
- FReelander Head Gasket InstructionsDocument4 pagesFReelander Head Gasket Instructionscottage garage100% (3)
- 07 Preventive Maintenance ProcedureDocument21 pages07 Preventive Maintenance ProcedureHải Lưu Minh100% (1)
- Maintenance Management AssignmentDocument19 pagesMaintenance Management AssignmentSatadeep DattaNo ratings yet
- Maintenance and Repair InstructionsDocument12 pagesMaintenance and Repair InstructionsDhananjay NilkuteNo ratings yet
- Motors Preventive Mentinance SheetDocument5 pagesMotors Preventive Mentinance SheetEngr. Talat KhanNo ratings yet
- Skt-Maintenance of Electro-Mechanicl Equipment of SHPDocument51 pagesSkt-Maintenance of Electro-Mechanicl Equipment of SHPsktyagi_iitr6102No ratings yet
- Pump MaintenanceDocument3 pagesPump MaintenancemhnmndrkNo ratings yet
- Piston Kit InstructionsDocument2 pagesPiston Kit InstructionsMoto ExpertNo ratings yet
- Motorcycle Service Bulletin 2023 04 BS VI E Carb Cleaning SOPDocument7 pagesMotorcycle Service Bulletin 2023 04 BS VI E Carb Cleaning SOPAkshay KumkarNo ratings yet
- Pages From 432912277-Manual-Air-Compresor-Atlas Copco-GA75-2-20Document4 pagesPages From 432912277-Manual-Air-Compresor-Atlas Copco-GA75-2-20Tolias Egw100% (1)
- Manual Canrig 06Document8 pagesManual Canrig 06sertecs polNo ratings yet
- Coal MillDocument37 pagesCoal MillVinayak Unaune100% (1)
- Oxygen Plant MaintenanceDocument21 pagesOxygen Plant MaintenancesbhbiomedicalengineeringNo ratings yet
- Maintenance and Repair of Fuel Suppply, Lubrication and Cooling System Fuel Pump TestingDocument12 pagesMaintenance and Repair of Fuel Suppply, Lubrication and Cooling System Fuel Pump TestingAdarsh AnilNo ratings yet
- Inspection and Overhaul For Reciprocating CompressorDocument79 pagesInspection and Overhaul For Reciprocating CompressorSalik Ali SyedNo ratings yet
- IFRC - Customer Technical Training (RP - CRP-M)Document20 pagesIFRC - Customer Technical Training (RP - CRP-M)firdausshukri14No ratings yet
- Comet Diaphragm Pump Instruction ManualDocument7 pagesComet Diaphragm Pump Instruction ManualAnonymous FnTx4lxZNiNo ratings yet
- SEBU6965-06 Before StartDocument6 pagesSEBU6965-06 Before StartLUIZ GUSTAVONo ratings yet
- Oh LolDocument5 pagesOh Lolrhomel hamoyNo ratings yet
- Presentation: Reliability of Hydrogen Area Diaphragm CompressorDocument43 pagesPresentation: Reliability of Hydrogen Area Diaphragm CompressorBiju_Pottayil100% (1)
- TM 120 MaintenanceDocument24 pagesTM 120 Maintenanceahmedsaid85No ratings yet
- Maintenance: PeriodicDocument24 pagesMaintenance: Periodiccarlos maradiaga100% (1)
- 471 Part%205%20maintenance PDFDocument16 pages471 Part%205%20maintenance PDFLê Thanh NgọcNo ratings yet
- Yamaha BR250 Bravo Snowmobile Service ManualDocument191 pagesYamaha BR250 Bravo Snowmobile Service ManualSmedlowNo ratings yet
- TDD - YER.1.00000 Updated (TDS-11)Document5 pagesTDD - YER.1.00000 Updated (TDS-11)Mohamed AnwarNo ratings yet
- Chap 49Document3 pagesChap 49DeepakNo ratings yet
- Preventive Maintenance Scope-TG and BOPDocument9 pagesPreventive Maintenance Scope-TG and BOPGmail44No ratings yet
- Ection Aintenance and Ervice: Revision November 2009Document24 pagesEction Aintenance and Ervice: Revision November 2009ddrb23No ratings yet
- Suggested Installation Procedures and Instructions For Gasoline EnginesDocument7 pagesSuggested Installation Procedures and Instructions For Gasoline EnginesRyan Tai Hwa ChenNo ratings yet
- Shovel and DraglinesDocument9 pagesShovel and DraglinesPearl Carmona CaberteNo ratings yet
- BOOK 09 - MaintananceDocument15 pagesBOOK 09 - MaintananceShau WilliamNo ratings yet
- 01 220043enc Routine Turbine MaintenanceDocument8 pages01 220043enc Routine Turbine Maintenanceajipramudio100% (1)
- Zabatt Compressor MaintenanceDocument5 pagesZabatt Compressor MaintenanceMuhammad Arslaan100% (1)
- Jeppesen Oral QsDocument47 pagesJeppesen Oral QsDavid DoughtyNo ratings yet
- Amt 646 Midterm 2Document14 pagesAmt 646 Midterm 2Tyron CastroNo ratings yet
- Maintenance of TransformersDocument15 pagesMaintenance of Transformersmabmanik100% (2)
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Excel TipsDocument18 pagesExcel TipsJavier vaca villalbaNo ratings yet
- TD - OPTIFLUX 1000 - en - 120927 - 4000690403 - R03Document24 pagesTD - OPTIFLUX 1000 - en - 120927 - 4000690403 - R03Javier vaca villalbaNo ratings yet
- Specifications: Our Job Is To Serve - . - and We Take It Very SeriouslyDocument5 pagesSpecifications: Our Job Is To Serve - . - and We Take It Very SeriouslyJavier vaca villalbaNo ratings yet
- HB - WATERFLUX 3000 - en - 121116 - 4001626603 - R04Document40 pagesHB - WATERFLUX 3000 - en - 121116 - 4001626603 - R04Javier vaca villalbaNo ratings yet
- MA - OPTIFLUX 1000 - en - 120927 - 4000846302 - R02Document32 pagesMA - OPTIFLUX 1000 - en - 120927 - 4000846302 - R02Javier vaca villalbaNo ratings yet
- Copia de HYSYSplotsDocument10 pagesCopia de HYSYSplotsJavier vaca villalbaNo ratings yet
- Material Safety Data Sheet: Chemtherm 550Document6 pagesMaterial Safety Data Sheet: Chemtherm 550Javier vaca villalbaNo ratings yet