Download as doc, pdf, or txt
You might also like
- 1998 Arctic Cat 300 4x4 Original Factory Parts BookDocument43 pages1998 Arctic Cat 300 4x4 Original Factory Parts BookJohn FratarNo ratings yet
- Hitachi Handbook PDFDocument198 pagesHitachi Handbook PDFFantri Tidak Pesek83% (12)
- Scissor Jack ReportDocument26 pagesScissor Jack Reportsasars12377% (22)
- Pedal Power-In Work Lesiure and TransportationDocument142 pagesPedal Power-In Work Lesiure and TransportationMegan AndrewsNo ratings yet
- WIRE - EDM Operation ManualDocument272 pagesWIRE - EDM Operation Manualsatya90% (29)
- Pedal Power in Work Leisure and Transportation 1977 PDFDocument143 pagesPedal Power in Work Leisure and Transportation 1977 PDFpy3ffNo ratings yet
- Mounting, Maintenance & Repair of Cardanshafts - GEWESDocument5 pagesMounting, Maintenance & Repair of Cardanshafts - GEWESHesham MahdyNo ratings yet
- Dongfeng Cummins Dongfeng Cummins Technical Operations: Engine Model QSZ13-G2Document8 pagesDongfeng Cummins Dongfeng Cummins Technical Operations: Engine Model QSZ13-G2Franyusmid Gomez Bolivar100% (2)
- Automatic Screw JackDocument46 pagesAutomatic Screw JackAnonymous YfpcmA100% (1)
- Fem Project ReportDocument21 pagesFem Project ReportNisha SinghNo ratings yet
- Wheel Bolt Pattern Cross Reference Database and Conversion Guide: CHEVROLET:GMC S-10, S-15 BLAZER, JIMMY, SONOMA 2X4 MID SIZEDocument4 pagesWheel Bolt Pattern Cross Reference Database and Conversion Guide: CHEVROLET:GMC S-10, S-15 BLAZER, JIMMY, SONOMA 2X4 MID SIZEcb4pdfsNo ratings yet
- Design and Fabrication of Motorized Screw Jack For Four WheelersDocument23 pagesDesign and Fabrication of Motorized Screw Jack For Four WheelersmujeebNo ratings yet
- 4 Thesis DATA - New3Document37 pages4 Thesis DATA - New3Kailas DNo ratings yet
- Mechanically Advanced Scissor JackDocument41 pagesMechanically Advanced Scissor Jackestifanos100% (1)
- 4 Thesis DATA - NewDocument18 pages4 Thesis DATA - NewKailas DNo ratings yet
- Jack ContentsDocument45 pagesJack ContentsVenkata DineshNo ratings yet
- Mechanically Advanced Scissor JackDocument41 pagesMechanically Advanced Scissor JackAnkur Goldar84% (25)
- Design and Fabrication of Motorized ScreDocument63 pagesDesign and Fabrication of Motorized ScreMadan KumarNo ratings yet
- Design and Fabrication of Solor Power Motorised JackDocument4 pagesDesign and Fabrication of Solor Power Motorised JackMartin KemeiNo ratings yet
- (@) Hydraulic Press Machine For Foundry RammingDocument34 pages(@) Hydraulic Press Machine For Foundry RammingKarthikeyan NNo ratings yet
- Working PrincipleDocument9 pagesWorking PrincipleAyan Dhar100% (1)
- Mechanically Advanced Scissor JackDocument41 pagesMechanically Advanced Scissor JackAmit VishwakarmaNo ratings yet
- Literatures ReviewDocument7 pagesLiteratures Revieweshetutt2012No ratings yet
- Literature SurveyDocument46 pagesLiterature SurveyjosephfelixNo ratings yet
- olaugust2021/NSandeep 2Document11 pagesolaugust2021/NSandeep 2Kailas DNo ratings yet
- 1.1 Mechanical JackDocument26 pages1.1 Mechanical JackleilaNo ratings yet
- Hydraulic Service Jack Final 1Document60 pagesHydraulic Service Jack Final 1Nigus SolomonNo ratings yet
- 2148 8530 1 PB PDFDocument2 pages2148 8530 1 PB PDFChristopher GashazaNo ratings yet
- Design and Fabrication of A Remote ContrDocument14 pagesDesign and Fabrication of A Remote ContrAbdulkarim Odeh MuhammadNo ratings yet
- Trade ProjectDocument34 pagesTrade ProjectBensonNo ratings yet
- App Controlled Screwjack DocumentDocument65 pagesApp Controlled Screwjack DocumentJust4 FuntechNo ratings yet
- Remote Controlled Car JackDocument4 pagesRemote Controlled Car JackLogan NarayanNo ratings yet
- ProooDocument16 pagesProoowabdushukurNo ratings yet
- (##) Low Cost Harvesting MachineDocument98 pages(##) Low Cost Harvesting MachinemohanNo ratings yet
- Beam Engine Mechanism Powered Circular Sawing Machine ReportDocument34 pagesBeam Engine Mechanism Powered Circular Sawing Machine ReportSanjay CrNo ratings yet
- (##) Automatic Tapping & Drilling MachineDocument77 pages(##) Automatic Tapping & Drilling Machinemohan100% (1)
- Pedal Power in Work Leisure and TransportationDocument143 pagesPedal Power in Work Leisure and Transportationtariq76No ratings yet
- Design of Hydraulic Portable Crane Ijariie17796Document9 pagesDesign of Hydraulic Portable Crane Ijariie17796Diogo VidinhaNo ratings yet
- Fabrication of Mechanical Scissor LiftDocument27 pagesFabrication of Mechanical Scissor LiftNävèéñ Tëjâ83% (6)
- Literature Review of Hydraulic JackDocument5 pagesLiterature Review of Hydraulic Jackafmzfxfaalkjcj100% (1)
- Automatic Gear Changer in Two Wheelers - DC Gun ModelDocument66 pagesAutomatic Gear Changer in Two Wheelers - DC Gun ModelVADIVEL50% (6)
- (##) Auto Clutch For AutomobileDocument83 pages(##) Auto Clutch For Automobilemohan100% (1)
- 3DTotal Com LTD and C M Wong - Painting SteamDocument61 pages3DTotal Com LTD and C M Wong - Painting SteamAlb Gabdoullin75% (4)
- Electrificación de Grúas Insul 8Document36 pagesElectrificación de Grúas Insul 8cenicercNo ratings yet
- Auto Turning Fuel ValveDocument30 pagesAuto Turning Fuel ValveMahesh Dondapati67% (3)
- Automatic Tapping Drilling MachineDocument76 pagesAutomatic Tapping Drilling MachineChandramanikandanNo ratings yet
- Final Year ProjectDocument32 pagesFinal Year ProjectTONGWA KELLY MBETOHNo ratings yet
- Automated Vehicle Mounted Industrial Vacuum Cleaner With Suction Pump and ForkliftDocument4 pagesAutomated Vehicle Mounted Industrial Vacuum Cleaner With Suction Pump and ForkliftInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- (##) Non Conventional Air Compressor (Compressed Air Production From Speed SDocument73 pages(##) Non Conventional Air Compressor (Compressed Air Production From Speed SSakthiVelMNo ratings yet
- Multi Spindle Drill HolderDocument67 pagesMulti Spindle Drill HolderMayilai AshokNo ratings yet
- Mini ProjectDocument33 pagesMini Projectprakash059050% (4)
- The Magazine of ASMEDocument68 pagesThe Magazine of ASMERahul SinghNo ratings yet
- Design and Analysis of Scissor Jack For Light Motor VehicleDocument6 pagesDesign and Analysis of Scissor Jack For Light Motor Vehicleah3137260No ratings yet
- Final PPT For Minor Project 2021-22Document19 pagesFinal PPT For Minor Project 2021-22Dashanand RavanNo ratings yet
- Design and Fabrication of Solar Powered Floating Waste Collecting SystemDocument94 pagesDesign and Fabrication of Solar Powered Floating Waste Collecting System062 NITHEESH KUMAR .CNo ratings yet
- (##) Conveyor Automation CounterDocument118 pages(##) Conveyor Automation Countergowri sankar NNo ratings yet
- Automatic Hydro Pneumatic Jack: AbstractDocument3 pagesAutomatic Hydro Pneumatic Jack: AbstractRushikesh BadgujarNo ratings yet
- Aexq1170 01Document34 pagesAexq1170 01Jose FerreiraNo ratings yet
- Unit3 Techinal ReportDocument25 pagesUnit3 Techinal ReportDawood KhalilNo ratings yet
- Project 2@for MengDocument25 pagesProject 2@for MengHusen AhmedNo ratings yet
- Assignment 2 ActuatorsDocument3 pagesAssignment 2 ActuatorsDivanker SaxenaNo ratings yet
- Early Motorcycles: Construction, Operation and RepairFrom EverandEarly Motorcycles: Construction, Operation and RepairRating: 3 out of 5 stars3/5 (1)
- Self-Propelled Vehicles (Barnes & Noble Digital Library): A Practical TreatiseFrom EverandSelf-Propelled Vehicles (Barnes & Noble Digital Library): A Practical TreatiseNo ratings yet
- Boeing 737 - 600 / - 700 / - 800 / - 900 PanelsDocument7 pagesBoeing 737 - 600 / - 700 / - 800 / - 900 PanelsAdrian50% (2)
- 3042f152 DPA DESPIECEDocument20 pages3042f152 DPA DESPIECEEduardo David Castillo QuijandriaNo ratings yet
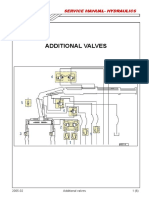
- GB Additional ValvesDocument16 pagesGB Additional ValvesSmolovic SrdjanNo ratings yet
- Quickref 2020 SupercaliberDocument6 pagesQuickref 2020 SupercaliberbhpopayanNo ratings yet
- 4TNV98 ZWDB7Document28 pages4TNV98 ZWDB7pecasplh02No ratings yet
- Error Code AxorDocument29 pagesError Code Axordp.plantdeptNo ratings yet
- Tensores Poly VDocument8 pagesTensores Poly VmaxipolattoNo ratings yet
- Cub Cadet Parts Manual For Model 2130 Tractor SN 239001 326005Document7 pagesCub Cadet Parts Manual For Model 2130 Tractor SN 239001 326005chandra100% (34)
- 466.01 821837931001 821837939999 Protection RoofDocument10 pages466.01 821837931001 821837939999 Protection Roofeshopmanual EnamNo ratings yet
- Combination Meter: D1 (A), D2 (B)Document10 pagesCombination Meter: D1 (A), D2 (B)PeterNo ratings yet
- Bobcat Parts Product Manual Big Red Book February 2022Document262 pagesBobcat Parts Product Manual Big Red Book February 2022jcrhmaqrosaltilloNo ratings yet
- L90HDocument44 pagesL90HMaryamNo ratings yet
- John Deere EngineDocument368 pagesJohn Deere EngineAlexander López VillavicencioNo ratings yet
- 2AZ-FE CoolingDocument35 pages2AZ-FE CoolingAdedeji OluwatobilobaNo ratings yet
- X-Mode 100 (Sj20ba)Document117 pagesX-Mode 100 (Sj20ba)张连杉0% (1)
- WTD 11 130Document3 pagesWTD 11 130ray mojicaNo ratings yet
- 07 F150 Pretensioner Fault Isolation ProceeduresDocument9 pages07 F150 Pretensioner Fault Isolation ProceeduresLong HàNo ratings yet
- Audi Q3Document81 pagesAudi Q3mojbar0% (1)
- Volkswagen Cabriolet Equipment GuideDocument3 pagesVolkswagen Cabriolet Equipment GuideShepherd NhamoyebondeNo ratings yet
- 2001 Ski Doo PDFDocument1,122 pages2001 Ski Doo PDFJoe Eisentrager100% (1)
- PT Tech HPTO12 2010 - EuropeNumberRemovedDocument2 pagesPT Tech HPTO12 2010 - EuropeNumberRemovedudiNo ratings yet
- Paper Moving Head LightDocument5 pagesPaper Moving Head Lightsamadhan khaireNo ratings yet
- Teknik Kendaraan Ringan OtomotifDocument5 pagesTeknik Kendaraan Ringan OtomotifSupriyadi donopawiroNo ratings yet
- McmcatalogDocument30 pagesMcmcatalogmalekNo ratings yet
- Fa20 Engine Control PDFDocument945 pagesFa20 Engine Control PDFmaxi sysNo ratings yet
- 40.26 TRACTOR Parts CatalogueDocument269 pages40.26 TRACTOR Parts CatalogueBhawani CopyNo ratings yet