Download as doc, pdf, or txt
You might also like
- DP Acco. To DS1 PDFDocument58 pagesDP Acco. To DS1 PDFMajdi JerbiNo ratings yet
- Min - TJL API RP 7G-2 - For MSDocument1 pageMin - TJL API RP 7G-2 - For MSQuality controllerNo ratings yet
- Inspection Procedures On Ds 1Document2 pagesInspection Procedures On Ds 1Chaerul Anwar100% (1)
- Optimal Spacing For Casing Centralizer PDFDocument10 pagesOptimal Spacing For Casing Centralizer PDFimampranadipaNo ratings yet
- Bear - Public - JFEBEAR-TP-M-101 Rev3 Field Inspection of JFEBEARDocument5 pagesBear - Public - JFEBEAR-TP-M-101 Rev3 Field Inspection of JFEBEARGabriel Ibarra100% (2)
- RP Insp Rep 01Document8 pagesRP Insp Rep 01advantage025No ratings yet
- Receipt Inspection NS2A4Document11 pagesReceipt Inspection NS2A4islam atifNo ratings yet
- Tenaris Running Manual 01Document20 pagesTenaris Running Manual 01advantage025No ratings yet
- HT and XT Running and Handling SeminarDocument38 pagesHT and XT Running and Handling SeminarNhoj AicragNo ratings yet
- NS-1-141. Internal Coating and Inspection Specifications For Drill PipeDocument2 pagesNS-1-141. Internal Coating and Inspection Specifications For Drill PipeWHWENNo ratings yet
- BVM Corporation Maintenance Manual: "C", "T", & "MP" Series Safety ClampsDocument8 pagesBVM Corporation Maintenance Manual: "C", "T", & "MP" Series Safety ClampsRakefs100% (1)
- 10 37 00 1110 NS 1 A4 WatermarkedDocument7 pages10 37 00 1110 NS 1 A4 Watermarkedislam atif100% (1)
- Drill CollarDocument1 pageDrill CollarGuillermo Rangel AvalosNo ratings yet
- Sara Sae Hammer UnionsDocument16 pagesSara Sae Hammer UnionsFabricio100% (1)
- Make and Break NS2A4Document2 pagesMake and Break NS2A4islam atif100% (2)
- Facts & Myths of HardbandingDocument3 pagesFacts & Myths of Hardbandingsdb158No ratings yet
- Techsonic End Are Inspection ManualDocument57 pagesTechsonic End Are Inspection Manualriazhosein77No ratings yet
- VFP - Vam Eis - en PDFDocument30 pagesVFP - Vam Eis - en PDFZed ZedNo ratings yet
- Mckissick RJ Style Drilling BlocksDocument1 pageMckissick RJ Style Drilling BlocksRichard EVNo ratings yet
- Drilco Spiral Drill Collar PsDocument1 pageDrilco Spiral Drill Collar Psyojan35No ratings yet
- 01 - Field Inspection Procedure For Used uLTIMATE™ Extreme™ Torque Connections (uXT™) PC-17 PDFDocument5 pages01 - Field Inspection Procedure For Used uLTIMATE™ Extreme™ Torque Connections (uXT™) PC-17 PDFKarla HernandezNo ratings yet
- Drill Pipe Inspection Tally Sheet: International LimitedDocument1 pageDrill Pipe Inspection Tally Sheet: International LimitedMichael OkwuwaNo ratings yet
- Sub-Spec 023 - Tenaris DSTJ, WT™Document4 pagesSub-Spec 023 - Tenaris DSTJ, WT™Josue FishNo ratings yet
- Visual SL APEXDocument3 pagesVisual SL APEXOscar Gomez Gonzalez100% (1)
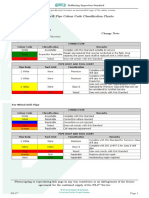
- T4 Drill Pipe Colour Code Classification Chart NS2Document1 pageT4 Drill Pipe Colour Code Classification Chart NS2Josue Fish100% (2)
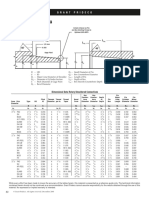
- 2012 Thread Profile Data SheetDocument2 pages2012 Thread Profile Data Sheetflasher_for_nokiaNo ratings yet
- TechScope EZT-IIDocument2 pagesTechScope EZT-IIMIS WORKSHOPNo ratings yet
- Choke ManifoldDocument30 pagesChoke Manifoldjamil voraNo ratings yet
- API Spec 10D Committee Working Draft 11072013 JH CJDocument20 pagesAPI Spec 10D Committee Working Draft 11072013 JH CJAquiles CarreraNo ratings yet
- TSH Ip 53.0070 - 01Document4 pagesTSH Ip 53.0070 - 01Cong BuiNo ratings yet
- API 8 Round ConnectionsDocument8 pagesAPI 8 Round Connectionsi oNo ratings yet
- Lift Caps: General RequirementsDocument2 pagesLift Caps: General Requirementsislam atif100% (1)
- Bha & Drill ColarsDocument6 pagesBha & Drill Colarswasim78622No ratings yet
- Steel Drill Collars: Quality Control and Ultrasonic Inspection Precision BoringDocument19 pagesSteel Drill Collars: Quality Control and Ultrasonic Inspection Precision BoringAshba13No ratings yet
- 003 Casing & Tubing Hanger PDFDocument4 pages003 Casing & Tubing Hanger PDFalaliali88No ratings yet
- Prem ConnectionDocument2 pagesPrem ConnectionJan Arild SkappelNo ratings yet
- Mud Gas Separator InfoDocument2 pagesMud Gas Separator InfoHIPAPNo ratings yet
- Hole Openers NS 1 A4 WatermarkedDocument13 pagesHole Openers NS 1 A4 Watermarkedislam atifNo ratings yet
- TMK Up™: Field ManualDocument84 pagesTMK Up™: Field Manualcorsini999No ratings yet
- Fox Public Fox-Tp-M-101 Field InspectionDocument5 pagesFox Public Fox-Tp-M-101 Field InspectionJoseph MidouNo ratings yet
- GP Tool Joint Dimensional Value PDFDocument2 pagesGP Tool Joint Dimensional Value PDFamerNo ratings yet
- Cementing Tools: General RequirementsDocument4 pagesCementing Tools: General Requirementsislam atifNo ratings yet
- Extreme CasingDocument1 pageExtreme CasingEleonora LetorNo ratings yet
- 106.11 - Sucker RodsDocument35 pages106.11 - Sucker RodsHassan GDOURANo ratings yet
- Hammer UnionsDocument5 pagesHammer UnionsiljicsNo ratings yet
- Casing and Tubing Crossovers: ScopeDocument4 pagesCasing and Tubing Crossovers: Scopeislam atifNo ratings yet
- Annular Bops D Bop DL Bop: To Contents PageDocument6 pagesAnnular Bops D Bop DL Bop: To Contents PageDavid OrtegaNo ratings yet
- AEPL NPT Thread Data SheetDocument2 pagesAEPL NPT Thread Data Sheetmechmohan07No ratings yet
- Used Sucker Rod GuidelinesDocument2 pagesUsed Sucker Rod Guidelinesluisfilippini3No ratings yet
- Manual Manual Power TongDocument13 pagesManual Manual Power TongJAVIER EDUARDO MANTILLA BUITRAGONo ratings yet
- Welding Procedure SpecificationDocument2 pagesWelding Procedure SpecificationSAKDA MAPRADITKULNo ratings yet
- API Searchable IndexDocument7 pagesAPI Searchable IndexArtur FrancoNo ratings yet
- Product Information Bulletin: Handling ToolsDocument7 pagesProduct Information Bulletin: Handling ToolsghanNo ratings yet
- Iv-0778-20 Junk Mill A02002aDocument1 pageIv-0778-20 Junk Mill A02002aivan dario benavides bonilla100% (1)
- API 4G - E5 Addendum 2Document4 pagesAPI 4G - E5 Addendum 2KATHERINE RIVERANo ratings yet
- BHNK Drill Pipe CatalogDocument12 pagesBHNK Drill Pipe CatalogivertianNo ratings yet
- Measurement While Drilling: Signal Analysis, Optimization and DesignFrom EverandMeasurement While Drilling: Signal Analysis, Optimization and DesignNo ratings yet
- Procedure For Rectification of Repair Pipes OriginalDocument6 pagesProcedure For Rectification of Repair Pipes OriginalMohammad Sazid AlamNo ratings yet
- Scrib 2Document2 pagesScrib 2zunain naumanNo ratings yet
- IPS Brief Profile PresentationDocument22 pagesIPS Brief Profile PresentationJohn DolanNo ratings yet
- MPI - DPI Report NewDocument2 pagesMPI - DPI Report NewJohn DolanNo ratings yet
- Ultrasonic Inspection: Part 1 IntroductionDocument172 pagesUltrasonic Inspection: Part 1 IntroductionJohn DolanNo ratings yet
- Ddaily Drift Calibration Procedure: 1. ScopeDocument1 pageDdaily Drift Calibration Procedure: 1. ScopeJohn DolanNo ratings yet
- Index: Daily, 6 Monthly and Yearly Equipment Calibration ChecksDocument1 pageIndex: Daily, 6 Monthly and Yearly Equipment Calibration ChecksJohn DolanNo ratings yet
- Ac Yoke and Coil Check Log: Thailand Industrial Proforma FormDocument1 pageAc Yoke and Coil Check Log: Thailand Industrial Proforma FormJohn DolanNo ratings yet
- Daily Drift Calibration LogDocument1 pageDaily Drift Calibration LogJohn DolanNo ratings yet
- Black Light Daily Check Log: Thailand Industrial Proforma FormDocument1 pageBlack Light Daily Check Log: Thailand Industrial Proforma FormJohn DolanNo ratings yet
- Liquid Penetrant Inspection Report: Industrial Proforma FormDocument1 pageLiquid Penetrant Inspection Report: Industrial Proforma FormJohn DolanNo ratings yet
- MPI Report 002 Mast 002 R.1Document1 pageMPI Report 002 Mast 002 R.1John DolanNo ratings yet
- MPI Report 004 Mast Axis 002Document1 pageMPI Report 004 Mast Axis 002John DolanNo ratings yet
- MPI Report 006 Swivel 531-12-19Document1 pageMPI Report 006 Swivel 531-12-19John DolanNo ratings yet
- MPI Report 005 Monkeyboard 001Document1 pageMPI Report 005 Monkeyboard 001John DolanNo ratings yet
- MPI Report 012 5inch DP Elevator A109-1Document1 pageMPI Report 012 5inch DP Elevator A109-1John DolanNo ratings yet
- MPI Report 013 5inch DP Elevator A109-2Document1 pageMPI Report 013 5inch DP Elevator A109-2John DolanNo ratings yet
- INDIN 078 - HWDP Proforma R.1Document2 pagesINDIN 078 - HWDP Proforma R.1John DolanNo ratings yet
- MPI Report 009 Sub Structure B668Document1 pageMPI Report 009 Sub Structure B668John DolanNo ratings yet
- Exhibit I - SOWDocument5 pagesExhibit I - SOWJohn DolanNo ratings yet
- Daily Drift Calibration Procedure: 1. ScopeDocument1 pageDaily Drift Calibration Procedure: 1. ScopeJohn DolanNo ratings yet
- Sales Call Report: Date Salesme N Country Person (S) Contacted: Position Contact Number/AddressDocument1 pageSales Call Report: Date Salesme N Country Person (S) Contacted: Position Contact Number/AddressJohn DolanNo ratings yet
- EYC 00278 EMA ApplicationDocument16 pagesEYC 00278 EMA ApplicationJohn DolanNo ratings yet
- Sales Flyer MSPEC Rev 1Document3 pagesSales Flyer MSPEC Rev 1John DolanNo ratings yet
- Field Inspection Procedure For Used GPDS Connections Revision 03 PDFDocument3 pagesField Inspection Procedure For Used GPDS Connections Revision 03 PDFJohn Dolan0% (1)
- LEEA-072 Roles and Resposibilities For Ensuring The Continued Safety of Lifting Equipment Version 1 Aug 2017 PDFDocument7 pagesLEEA-072 Roles and Resposibilities For Ensuring The Continued Safety of Lifting Equipment Version 1 Aug 2017 PDFJohn DolanNo ratings yet
- Mcas Magnetism ElectricityDocument27 pagesMcas Magnetism ElectricityBea GonzalesNo ratings yet
- Theremino Spectrometer Sample SpectrumsDocument16 pagesTheremino Spectrometer Sample SpectrumsjvcNo ratings yet
- I. Basic BJT Application & DC BiasingDocument20 pagesI. Basic BJT Application & DC BiasingNaim NizamNo ratings yet
- Turbo Supervisory Instruments: Presenter: Chona (C & I)Document25 pagesTurbo Supervisory Instruments: Presenter: Chona (C & I)Morassa Chona100% (1)
- Ordering Guide & Technical Information: Absolute Process Control Know Where You Are... RegardlessDocument56 pagesOrdering Guide & Technical Information: Absolute Process Control Know Where You Are... RegardlessEduard RamosNo ratings yet
- PLM Schneider Hoja de DatosDocument3 pagesPLM Schneider Hoja de DatosALEJANDRO MENDOZANo ratings yet
- CH 28Document29 pagesCH 28ameer kindalNo ratings yet
- 800kVUltra HVDC Transformer-A New Dimension of DCTransmissionDocument11 pages800kVUltra HVDC Transformer-A New Dimension of DCTransmissionA. HassanNo ratings yet
- AP Physics 1 - Test 09 - Rotational Dynamics Score:: A B C D EDocument9 pagesAP Physics 1 - Test 09 - Rotational Dynamics Score:: A B C D ESTNo ratings yet
- Sheet 1 InductanceDocument2 pagesSheet 1 Inductancemoustafa mouhammedNo ratings yet
- Polarization Is A Property of Transverse Waves That Specifies TheDocument16 pagesPolarization Is A Property of Transverse Waves That Specifies TheAbhishekNo ratings yet
- New Century Physics For Queensland Units 12 3Rd Edition Richard Walding Full ChapterDocument67 pagesNew Century Physics For Queensland Units 12 3Rd Edition Richard Walding Full Chapterlawrence.harding409100% (15)
- WS Module 3Document92 pagesWS Module 3sebastian vindro jude PanimayamNo ratings yet
- Physics: Pearson EdexcelDocument22 pagesPhysics: Pearson EdexcelmiltonNo ratings yet
- Jones Matrices & Mueller MatricesDocument20 pagesJones Matrices & Mueller MatricessulienNo ratings yet
- PHYSICS - (Paper - 1) (13th)Document7 pagesPHYSICS - (Paper - 1) (13th)Raju SinghNo ratings yet
- Bu 3109Document4 pagesBu 3109george tacheNo ratings yet
- Modul 2 Operasi GeneratorDocument50 pagesModul 2 Operasi Generatorika yuliyani murtiharjonoNo ratings yet
- Zhonghua Secondary Prelim 2021 PhysicsDocument50 pagesZhonghua Secondary Prelim 2021 PhysicsFadly RamliNo ratings yet
- MCQ-Ch-1-Electric Fields and ChargesDocument4 pagesMCQ-Ch-1-Electric Fields and ChargesPragati RathoreNo ratings yet
- Units and Measurement - Assignment 2Document6 pagesUnits and Measurement - Assignment 2dhivya shreeNo ratings yet
- Sample NEETDocument13 pagesSample NEETShloka LeleNo ratings yet
- Schedule of Loads LPA: Circuit Description LO Va/Lo VA Volts Amps CB Pole Switch NO AT AF S1 S2 S3Document4 pagesSchedule of Loads LPA: Circuit Description LO Va/Lo VA Volts Amps CB Pole Switch NO AT AF S1 S2 S3Samantha BolanteNo ratings yet
- Gerador Stamford Pm7d-28-Td-En - Rev - A 690vDocument7 pagesGerador Stamford Pm7d-28-Td-En - Rev - A 690vNirleison TelesNo ratings yet
- B.1 Thermal Energy Questionbank W - Out AnswersDocument18 pagesB.1 Thermal Energy Questionbank W - Out AnswersgjermenimegiiNo ratings yet
- Formula SheetDocument7 pagesFormula SheetFelipe RincónNo ratings yet
- Intensive Program For Neet-2022: Test - 3Document37 pagesIntensive Program For Neet-2022: Test - 3Umapathi mupNo ratings yet
- Data Sheet 3RF2150-1AA04: 3RF2900-3PA88 3RF2950-0HA16 3RF2900-0EA18 3RF2950-0GA16 3RF2920-0FA08Document6 pagesData Sheet 3RF2150-1AA04: 3RF2900-3PA88 3RF2950-0HA16 3RF2900-0EA18 3RF2950-0GA16 3RF2920-0FA08Ahmad AbdelrazekNo ratings yet
- Easy Start Guide LS Ic5 PDFDocument15 pagesEasy Start Guide LS Ic5 PDFMarina Cecilia TorresNo ratings yet
- Zelio Control Relays - RM4UB35Document8 pagesZelio Control Relays - RM4UB35Variya DharmeshNo ratings yet