
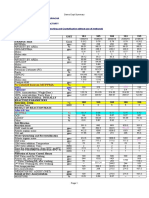
Scrubbing Tower Design
Scrubbing Tower Design
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5825)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 608 Epa Tech - Test Prep MaterialDocument25 pages608 Epa Tech - Test Prep Materialbernjon536383% (6)
- Azoxy Expt (Water Quenching & Crystallization)Document4 pagesAzoxy Expt (Water Quenching & Crystallization)Prathmesh GujaratiNo ratings yet
- Size Thick Flange Dia Flange Thick R.F Dia Hole Size Hole P.C.DDocument2 pagesSize Thick Flange Dia Flange Thick R.F Dia Hole Size Hole P.C.DPrathmesh GujaratiNo ratings yet
- Project Name Equipment Tag No. Related Plant: Date: Project To Civil DeptDocument1 pageProject Name Equipment Tag No. Related Plant: Date: Project To Civil DeptPrathmesh GujaratiNo ratings yet
- ISO 10628 PFD Legend SheetDocument4 pagesISO 10628 PFD Legend SheetPrathmesh GujaratiNo ratings yet
- Costing DetailDocument18 pagesCosting DetailPrathmesh GujaratiNo ratings yet
- Request Cum Authorisation Form For Expenditure On Assets (Capex)Document12 pagesRequest Cum Authorisation Form For Expenditure On Assets (Capex)Prathmesh GujaratiNo ratings yet
- Exhibit 6 Appendix 12 Supplier Document Requirements Listing SDRLDocument42 pagesExhibit 6 Appendix 12 Supplier Document Requirements Listing SDRLPrathmesh Gujarati100% (1)
- Questionnaire-Heat Exchanger Alfa LavalDocument1 pageQuestionnaire-Heat Exchanger Alfa LavalPrathmesh GujaratiNo ratings yet
- Bio - Data FormDocument9 pagesBio - Data FormPrathmesh GujaratiNo ratings yet
- SOP For Capex Project BuilderDocument23 pagesSOP For Capex Project BuilderPrathmesh GujaratiNo ratings yet
- FAA 2020-21 HoldoverTablesDocument108 pagesFAA 2020-21 HoldoverTablesSanteBrucoliNo ratings yet
- Name of Experiment: Rotameter Experiment Number: 4 Date of Experiment: Objective: Calibration of Rotameter (Flow Meter) TheoryDocument3 pagesName of Experiment: Rotameter Experiment Number: 4 Date of Experiment: Objective: Calibration of Rotameter (Flow Meter) TheoryNiteshNo ratings yet
- Chester Jensen Ice BuildersDocument7 pagesChester Jensen Ice BuildersBenito Antonio Formoso LouroNo ratings yet
- Fluid Detection in Carbonate ReservoirsDocument17 pagesFluid Detection in Carbonate Reservoirslucian_lovNo ratings yet
- 〈911〉 VISCOSITY-CAPILLARY METHODSDocument5 pages〈911〉 VISCOSITY-CAPILLARY METHODSVieno Gino CruzNo ratings yet
- Distillation Laboratory Script and Laboratory Report DefinitionDocument10 pagesDistillation Laboratory Script and Laboratory Report DefinitionVictor OdoyoNo ratings yet
- TC FLS Sihi Lemd enDocument14 pagesTC FLS Sihi Lemd enTomas Vargas RamirezNo ratings yet
- N Gasdehydrationboosterstationutilitiesdubai 130315160039 Phpapp01Document171 pagesN Gasdehydrationboosterstationutilitiesdubai 130315160039 Phpapp01Said Ahmed SalemNo ratings yet
- SepraSol Liquid Gas Coalescer Datasheet 20.09.16Document3 pagesSepraSol Liquid Gas Coalescer Datasheet 20.09.16Steven TurnerNo ratings yet
- Phrmaceutical Engineering Practice Questions Answer Key SYBPharmDocument19 pagesPhrmaceutical Engineering Practice Questions Answer Key SYBPharmRushikesh KachareNo ratings yet
- Hydrothermal Synthesis of Nanocrystalline Zro2-8Y2O3-Xln2O3 Powders (LN La, GD, ND, SM) : Crystalline Structure, Thermal and Dielectric PropertiesDocument22 pagesHydrothermal Synthesis of Nanocrystalline Zro2-8Y2O3-Xln2O3 Powders (LN La, GD, ND, SM) : Crystalline Structure, Thermal and Dielectric PropertiesLiviu BadeaNo ratings yet
- Typical PFD For Sour Water Stripper ColumnDocument2 pagesTypical PFD For Sour Water Stripper ColumnKmt_AeNo ratings yet
- Effect of Capillary Tube Shapes On The Performance of Vapour Compression Refrigeration Cycle Using Nano-RefrigerantDocument10 pagesEffect of Capillary Tube Shapes On The Performance of Vapour Compression Refrigeration Cycle Using Nano-RefrigerantIJRASETPublicationsNo ratings yet
- Brunei & Sakhalin LNGDocument18 pagesBrunei & Sakhalin LNGMelly Chandra FrayektiNo ratings yet
- Gas and Vapor SizingDocument2 pagesGas and Vapor SizingSusheel WankhedeNo ratings yet
- Reservoir EngineeringDocument164 pagesReservoir EngineeringPhong NguyenNo ratings yet
- Evaporation Chemistry Project ReportDocument11 pagesEvaporation Chemistry Project Reportnikhilverma14190% (1)
- Unit 5 - Week 3: Phase Diagrams & Their Construction: Assignment 3Document6 pagesUnit 5 - Week 3: Phase Diagrams & Their Construction: Assignment 3Shetti Swamy PatelNo ratings yet
- Gas Turbine Fuel ConsiderationsDocument21 pagesGas Turbine Fuel Considerationsioan1946100% (3)
- Phase Diagram: MST 511 DR Mahesh Kumar TalariDocument12 pagesPhase Diagram: MST 511 DR Mahesh Kumar TalariAmir Aiman AniqNo ratings yet
- ZXXXXDocument12 pagesZXXXXMikael MarkovNo ratings yet
- Me304 2018 06Document7 pagesMe304 2018 06Kelvin Kindice MapurisaNo ratings yet
- TNSC Gen Mod.4Document1 pageTNSC Gen Mod.4Zachary NgNo ratings yet
- In Service Welding Calculation (Confidential)Document1 pageIn Service Welding Calculation (Confidential)Rudi DaNo ratings yet
- Winder FRP Pressure Vessel Price - RyanDocument11 pagesWinder FRP Pressure Vessel Price - RyanAbraham GarciaNo ratings yet
- Pipe Flow CalculationsDocument2 pagesPipe Flow CalculationsputrudeNo ratings yet
- Performance Characteristics of Axial CompressorDocument4 pagesPerformance Characteristics of Axial CompressorCharan RavulaNo ratings yet
- G9 Matter in Our Surroundings Q.bank 1Document21 pagesG9 Matter in Our Surroundings Q.bank 111Yeshwanth ReddyNo ratings yet
- AgitationDocument19 pagesAgitationputridesy06100% (1)















































































Download as xlsx, pdf, or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5825)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 608 Epa Tech - Test Prep MaterialDocument25 pages608 Epa Tech - Test Prep Materialbernjon536383% (6)
- Azoxy Expt (Water Quenching & Crystallization)Document4 pagesAzoxy Expt (Water Quenching & Crystallization)Prathmesh GujaratiNo ratings yet
- Size Thick Flange Dia Flange Thick R.F Dia Hole Size Hole P.C.DDocument2 pagesSize Thick Flange Dia Flange Thick R.F Dia Hole Size Hole P.C.DPrathmesh GujaratiNo ratings yet
- Project Name Equipment Tag No. Related Plant: Date: Project To Civil DeptDocument1 pageProject Name Equipment Tag No. Related Plant: Date: Project To Civil DeptPrathmesh GujaratiNo ratings yet
- ISO 10628 PFD Legend SheetDocument4 pagesISO 10628 PFD Legend SheetPrathmesh GujaratiNo ratings yet
- Costing DetailDocument18 pagesCosting DetailPrathmesh GujaratiNo ratings yet
- Request Cum Authorisation Form For Expenditure On Assets (Capex)Document12 pagesRequest Cum Authorisation Form For Expenditure On Assets (Capex)Prathmesh GujaratiNo ratings yet
- Exhibit 6 Appendix 12 Supplier Document Requirements Listing SDRLDocument42 pagesExhibit 6 Appendix 12 Supplier Document Requirements Listing SDRLPrathmesh Gujarati100% (1)
- Questionnaire-Heat Exchanger Alfa LavalDocument1 pageQuestionnaire-Heat Exchanger Alfa LavalPrathmesh GujaratiNo ratings yet
- Bio - Data FormDocument9 pagesBio - Data FormPrathmesh GujaratiNo ratings yet
- SOP For Capex Project BuilderDocument23 pagesSOP For Capex Project BuilderPrathmesh GujaratiNo ratings yet
- FAA 2020-21 HoldoverTablesDocument108 pagesFAA 2020-21 HoldoverTablesSanteBrucoliNo ratings yet
- Name of Experiment: Rotameter Experiment Number: 4 Date of Experiment: Objective: Calibration of Rotameter (Flow Meter) TheoryDocument3 pagesName of Experiment: Rotameter Experiment Number: 4 Date of Experiment: Objective: Calibration of Rotameter (Flow Meter) TheoryNiteshNo ratings yet
- Chester Jensen Ice BuildersDocument7 pagesChester Jensen Ice BuildersBenito Antonio Formoso LouroNo ratings yet
- Fluid Detection in Carbonate ReservoirsDocument17 pagesFluid Detection in Carbonate Reservoirslucian_lovNo ratings yet
- 〈911〉 VISCOSITY-CAPILLARY METHODSDocument5 pages〈911〉 VISCOSITY-CAPILLARY METHODSVieno Gino CruzNo ratings yet
- Distillation Laboratory Script and Laboratory Report DefinitionDocument10 pagesDistillation Laboratory Script and Laboratory Report DefinitionVictor OdoyoNo ratings yet
- TC FLS Sihi Lemd enDocument14 pagesTC FLS Sihi Lemd enTomas Vargas RamirezNo ratings yet
- N Gasdehydrationboosterstationutilitiesdubai 130315160039 Phpapp01Document171 pagesN Gasdehydrationboosterstationutilitiesdubai 130315160039 Phpapp01Said Ahmed SalemNo ratings yet
- SepraSol Liquid Gas Coalescer Datasheet 20.09.16Document3 pagesSepraSol Liquid Gas Coalescer Datasheet 20.09.16Steven TurnerNo ratings yet
- Phrmaceutical Engineering Practice Questions Answer Key SYBPharmDocument19 pagesPhrmaceutical Engineering Practice Questions Answer Key SYBPharmRushikesh KachareNo ratings yet
- Hydrothermal Synthesis of Nanocrystalline Zro2-8Y2O3-Xln2O3 Powders (LN La, GD, ND, SM) : Crystalline Structure, Thermal and Dielectric PropertiesDocument22 pagesHydrothermal Synthesis of Nanocrystalline Zro2-8Y2O3-Xln2O3 Powders (LN La, GD, ND, SM) : Crystalline Structure, Thermal and Dielectric PropertiesLiviu BadeaNo ratings yet
- Typical PFD For Sour Water Stripper ColumnDocument2 pagesTypical PFD For Sour Water Stripper ColumnKmt_AeNo ratings yet
- Effect of Capillary Tube Shapes On The Performance of Vapour Compression Refrigeration Cycle Using Nano-RefrigerantDocument10 pagesEffect of Capillary Tube Shapes On The Performance of Vapour Compression Refrigeration Cycle Using Nano-RefrigerantIJRASETPublicationsNo ratings yet
- Brunei & Sakhalin LNGDocument18 pagesBrunei & Sakhalin LNGMelly Chandra FrayektiNo ratings yet
- Gas and Vapor SizingDocument2 pagesGas and Vapor SizingSusheel WankhedeNo ratings yet
- Reservoir EngineeringDocument164 pagesReservoir EngineeringPhong NguyenNo ratings yet
- Evaporation Chemistry Project ReportDocument11 pagesEvaporation Chemistry Project Reportnikhilverma14190% (1)
- Unit 5 - Week 3: Phase Diagrams & Their Construction: Assignment 3Document6 pagesUnit 5 - Week 3: Phase Diagrams & Their Construction: Assignment 3Shetti Swamy PatelNo ratings yet
- Gas Turbine Fuel ConsiderationsDocument21 pagesGas Turbine Fuel Considerationsioan1946100% (3)
- Phase Diagram: MST 511 DR Mahesh Kumar TalariDocument12 pagesPhase Diagram: MST 511 DR Mahesh Kumar TalariAmir Aiman AniqNo ratings yet
- ZXXXXDocument12 pagesZXXXXMikael MarkovNo ratings yet
- Me304 2018 06Document7 pagesMe304 2018 06Kelvin Kindice MapurisaNo ratings yet
- TNSC Gen Mod.4Document1 pageTNSC Gen Mod.4Zachary NgNo ratings yet
- In Service Welding Calculation (Confidential)Document1 pageIn Service Welding Calculation (Confidential)Rudi DaNo ratings yet
- Winder FRP Pressure Vessel Price - RyanDocument11 pagesWinder FRP Pressure Vessel Price - RyanAbraham GarciaNo ratings yet
- Pipe Flow CalculationsDocument2 pagesPipe Flow CalculationsputrudeNo ratings yet
- Performance Characteristics of Axial CompressorDocument4 pagesPerformance Characteristics of Axial CompressorCharan RavulaNo ratings yet
- G9 Matter in Our Surroundings Q.bank 1Document21 pagesG9 Matter in Our Surroundings Q.bank 111Yeshwanth ReddyNo ratings yet
- AgitationDocument19 pagesAgitationputridesy06100% (1)