Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5822)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Steel Guide V1.2Document1 pageSteel Guide V1.2Manga DeviNo ratings yet
- Coconut-DehuskersdocDocument5 pagesCoconut-DehuskersdocManga DeviNo ratings yet
- 1987 PDFDocument95 pages1987 PDFManga DeviNo ratings yet
- Retail Price List WEF August 1, 2016: BMW IndiaDocument1 pageRetail Price List WEF August 1, 2016: BMW IndiaManga DeviNo ratings yet
- Kinematics of Mechanisms and Machines Assignment-0Document5 pagesKinematics of Mechanisms and Machines Assignment-0Appam NiharNo ratings yet
- Journal of Building EngineeringDocument14 pagesJournal of Building Engineeringnagham tariqNo ratings yet
- Quiz LetDocument4 pagesQuiz LetmaxregerNo ratings yet
- Si 7013 Bab Iv Advanced Concept - Mixed Mode: Ivindra Pane, PHD Kantor: Lab. Rekayasa Struktur Teknik Sipil, FTSLDocument44 pagesSi 7013 Bab Iv Advanced Concept - Mixed Mode: Ivindra Pane, PHD Kantor: Lab. Rekayasa Struktur Teknik Sipil, FTSLMauvil SulinciNo ratings yet
- Is Earth Inside Black HoleDocument2 pagesIs Earth Inside Black Holerla97623No ratings yet
- 05 06ChapGereDocument11 pages05 06ChapGereChristina BuckleNo ratings yet
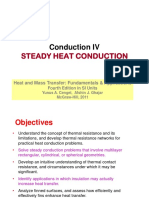
- Conduction IVDocument52 pagesConduction IVAhmad FikriNo ratings yet
- (2022), Bararnia and Esmaeilpour, On The Application of Physics Informed Neural Networks (PINN) To Solve Boundary Layer Thermal-Fluid ProblemsDocument12 pages(2022), Bararnia and Esmaeilpour, On The Application of Physics Informed Neural Networks (PINN) To Solve Boundary Layer Thermal-Fluid ProblemsIndrasis MitraNo ratings yet
- Design of ChimneyDocument10 pagesDesign of ChimneyPETER PENNo ratings yet
- Shear KeyDocument34 pagesShear KeySheikh Mizanur RahmanNo ratings yet
- Homework 5Document7 pagesHomework 5Ale GomezNo ratings yet
- Workshop 05 Catalytic Converter: Introduction To ANSYS CFD ProfessionalDocument21 pagesWorkshop 05 Catalytic Converter: Introduction To ANSYS CFD ProfessionalAymenNo ratings yet
- APhO SyllabusDocument7 pagesAPhO SyllabusAncaNo ratings yet
- Lab Manual PDFDocument58 pagesLab Manual PDFSamiha Maysoon NooriaNo ratings yet
- Compression TestingDocument4 pagesCompression TestingSadeep MadhushanNo ratings yet
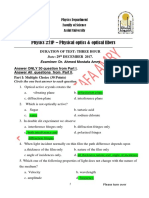
- Physical Optics Final Exam Solution17Document11 pagesPhysical Optics Final Exam Solution17Moamen MohamedNo ratings yet
- On Bottom Stability PresentationDocument65 pagesOn Bottom Stability PresentationaddypurnamaNo ratings yet
- Set 1 (Unit 2)Document15 pagesSet 1 (Unit 2)Tare Er Kshitij67% (9)
- 1.2 UnitsDocument24 pages1.2 UnitsHerman HermanNo ratings yet
- Viteee - 2020 - Physics 1. Laws of Motion & Work, Energy and PowerDocument2 pagesViteee - 2020 - Physics 1. Laws of Motion & Work, Energy and PowerAaditya KannanNo ratings yet
- Motion in A Straight Line and Motion PrudeDocument83 pagesMotion in A Straight Line and Motion PrudeTanujNo ratings yet
- Seismic WavesDocument49 pagesSeismic WavespsycobotNo ratings yet
- Week 4 (Prob 6.30)Document3 pagesWeek 4 (Prob 6.30)Daniel CedeñoNo ratings yet
- Surface Tension NumericalsDocument1 pageSurface Tension NumericalsJOEL ANo ratings yet
- Continuum MechanicsDocument4 pagesContinuum Mechanicsdwarika2006No ratings yet
- Ncert Class 8 ScienceDocument14 pagesNcert Class 8 ScienceOjas SinghNo ratings yet
- Chapter 11. Fundamental of RadiationDocument29 pagesChapter 11. Fundamental of RadiationDayanidiNo ratings yet
- Solid State Physics by Kettel Chapter 4Document17 pagesSolid State Physics by Kettel Chapter 4Taseer BalochNo ratings yet
- Sheet 1-Fluid DefinitionDocument2 pagesSheet 1-Fluid DefinitionUNKNOWNNo ratings yet
- Physics Lesson Plan: Goal(s) /PLO(s)Document3 pagesPhysics Lesson Plan: Goal(s) /PLO(s)Delson SonNo ratings yet