
Methodology For Fabrication
Methodology For Fabrication
You might also like
- Structural Steel Fabrication ChecklistDocument1 pageStructural Steel Fabrication ChecklistHoque Anamul85% (13)
- Method Statement For Structural Fabrication & ErectionDocument11 pagesMethod Statement For Structural Fabrication & ErectionBinay94% (17)
- Steel Fabrication Method StatementDocument12 pagesSteel Fabrication Method Statementvolcanox1289% (62)
- Anchor Bolt MSDocument7 pagesAnchor Bolt MSGaneshNo ratings yet
- Fabrication ProcedureDocument17 pagesFabrication ProcedureThi Pham100% (9)
- Fabrication Procedure For StructuralDocument14 pagesFabrication Procedure For StructuralDanang Edi Prasetyo70% (10)
- Steel Structure Fabrication Inspection ReportDocument1 pageSteel Structure Fabrication Inspection ReportFerhan Dikilitaş86% (14)
- 652-100-FINAL (ITP) Rev1Document4 pages652-100-FINAL (ITP) Rev1Anonymous AdofXEYAgENo ratings yet
- Sebu7766 07 00 All PDFDocument232 pagesSebu7766 07 00 All PDFKristen HolmesNo ratings yet
- 2022-03-24 ITP For Fabrication and Erection of StructuralDocument7 pages2022-03-24 ITP For Fabrication and Erection of StructuraljaymarNo ratings yet
- 24.1.2 Steel Erection PlanDocument5 pages24.1.2 Steel Erection PlanEdgelle EjercitoNo ratings yet
- Method Statement No: 04 Fabrication and Installation of Steel Structure SUPPORT (SPS-B065-099) FOR 52-K0624Document9 pagesMethod Statement No: 04 Fabrication and Installation of Steel Structure SUPPORT (SPS-B065-099) FOR 52-K0624Azel Bumagat94% (18)
- Anchor Bolt ProcedureDocument7 pagesAnchor Bolt ProcedureAthanasius Kurniawan Prasetyo Adi100% (1)
- Steel Erection ChecklistDocument2 pagesSteel Erection Checklistkfctco100% (3)
- MR For FRP Pipe - Fittings & FlangesDocument49 pagesMR For FRP Pipe - Fittings & FlangeskasvikrajNo ratings yet
- BX-3001 - BOX - Rev 00-Model PDFDocument1 pageBX-3001 - BOX - Rev 00-Model PDFomar mahmoudNo ratings yet
- Abs - Approved Welding Consumables Shielded Metal Arc WeldingDocument59 pagesAbs - Approved Welding Consumables Shielded Metal Arc Weldinggeorgekc77No ratings yet
- S-3000-3130-002 - 0-General Specification of Erection of Steel Structure and Miscellanous Materials PDFDocument17 pagesS-3000-3130-002 - 0-General Specification of Erection of Steel Structure and Miscellanous Materials PDFMessaoud Goutas100% (1)
- Fabrication Method For HSM 2 ProjectDocument14 pagesFabrication Method For HSM 2 ProjectMikiRoniWijayaNo ratings yet
- Fabrication and Erection of Steel StructureDocument29 pagesFabrication and Erection of Steel Structure978060143692% (48)
- Spec - WeldingDocument6 pagesSpec - Weldingprasad_kcpNo ratings yet
- 3.2 Standard1Document1 page3.2 Standard1Thi PhamNo ratings yet
- Method Statement For Fabrication Works Structural SteelDocument13 pagesMethod Statement For Fabrication Works Structural SteelRohit SharmaNo ratings yet
- Fabrication Division QMDDocument11 pagesFabrication Division QMDRakesh RanjanNo ratings yet
- Fabrication ProcedurDocument7 pagesFabrication ProcedurHarry PangestuNo ratings yet
- Structural SteelDocument30 pagesStructural Steelnandi_scr100% (1)
- Structural Steel Procedure.Document9 pagesStructural Steel Procedure.Janardhan Surya100% (2)
- Inspection & Test Plan: Sub-Contractor Con - Tractor Saudi AramcoDocument1 pageInspection & Test Plan: Sub-Contractor Con - Tractor Saudi AramcoDelta akathehusky100% (1)
- Chqlist For Fabrication & InspectionDocument12 pagesChqlist For Fabrication & InspectionSuresh ShuklaNo ratings yet
- WEP For Steel Structure WorkDocument8 pagesWEP For Steel Structure WorkpalashNo ratings yet
- FQP For Steel ErectionDocument133 pagesFQP For Steel Erectionoundhakar100% (2)
- METHODOLOGY For Fabrication, Erection and WeldingDocument12 pagesMETHODOLOGY For Fabrication, Erection and WeldingLokesh Saran100% (1)
- Fabrication Inspection ProcedureDocument11 pagesFabrication Inspection Procedurewill_herry100% (6)
- Steel Structure Fabric & Installation - Doc Rev01Document7 pagesSteel Structure Fabric & Installation - Doc Rev01whah11No ratings yet
- Quality Control Procedure Strcture-SSDocument16 pagesQuality Control Procedure Strcture-SSKamran AliNo ratings yet
- Structural Steel FabricationDocument14 pagesStructural Steel FabricationClarkFedele27No ratings yet
- Material Comparison ListDocument1 pageMaterial Comparison Listdarren84No ratings yet
- Shop Fabrication of Structural SteelDocument12 pagesShop Fabrication of Structural SteelAris WicaksonoNo ratings yet
- Welding ReportDocument52 pagesWelding ReportalidadNo ratings yet
- Barkat Infraprojects: Checklist Fabrication / Fixing of Structural SteelDocument1 pageBarkat Infraprojects: Checklist Fabrication / Fixing of Structural SteelZahid SayyedNo ratings yet
- Check Fixture Standards Rev 4 Dated 9-10-2019Document11 pagesCheck Fixture Standards Rev 4 Dated 9-10-2019SasiNo ratings yet
- O - (TOC) - SOP - 008 - R0 - SOP For Welding Consumables Handling and ControlDocument8 pagesO - (TOC) - SOP - 008 - R0 - SOP For Welding Consumables Handling and ControlMDhana SekarNo ratings yet
- Method Statement: Pt. Duta Graha Indah TBK Welding Procedure (Preparation)Document4 pagesMethod Statement: Pt. Duta Graha Indah TBK Welding Procedure (Preparation)Nigin Parambath50% (2)
- Material WeldingDocument1 pageMaterial WeldingDebashish ChatterjeeNo ratings yet
- Basic Erection Execution Sequence: GROUND RULE: Erection Always Starts On A Braced BayDocument7 pagesBasic Erection Execution Sequence: GROUND RULE: Erection Always Starts On A Braced BaypvmoorthiNo ratings yet
- Dimensional Control ProcedureDocument12 pagesDimensional Control ProcedureBethel NdifonNo ratings yet
- FM-D-01 Steel Structure ErectionDocument1 pageFM-D-01 Steel Structure ErectionG Vamsi ChandNo ratings yet
- COP WFP CHK 13 2013 v1 Structural Steel ErectionDocument3 pagesCOP WFP CHK 13 2013 v1 Structural Steel ErectionAbdelmuneimNo ratings yet
- Method Statement For PRE-ENGINEERED BUILDING ASSEMBLYDocument39 pagesMethod Statement For PRE-ENGINEERED BUILDING ASSEMBLYStephanie EmersonNo ratings yet
- O - (TOC) - SOP - 019 - R0 - SOP For Steel Structure Fabrication and ErectionDocument8 pagesO - (TOC) - SOP - 019 - R0 - SOP For Steel Structure Fabrication and ErectionMDhana SekarNo ratings yet
- Fabrication of Steel Structure and Steel Equipment (Itp)Document4 pagesFabrication of Steel Structure and Steel Equipment (Itp)Javed MANo ratings yet
- Progress Tracking Sheet-Steel FabricationDocument2 pagesProgress Tracking Sheet-Steel FabricationMohamed AtefNo ratings yet
- Painting Procedure 4288 Danem 28-04-13Document24 pagesPainting Procedure 4288 Danem 28-04-13Rejoy baby100% (1)
- Structural Steel ErectionDocument8 pagesStructural Steel Erectionbratishkaity100% (1)
- WIP Structural Steel ErectionDocument3 pagesWIP Structural Steel ErectionResearcherNo ratings yet
- Alignment Inspection Report For Erection of Structural Steel (Gallery & Trestle)Document1 pageAlignment Inspection Report For Erection of Structural Steel (Gallery & Trestle)sivaNo ratings yet
- Structure Fabrication ProcedureDocument10 pagesStructure Fabrication Procedureasmira rosliNo ratings yet
- Quality Control PlanDocument13 pagesQuality Control Plandadz mingiNo ratings yet
- First Article Inspection Report: Purchase Order Number Supplier NameDocument8 pagesFirst Article Inspection Report: Purchase Order Number Supplier NameTuff qualityNo ratings yet
- Method Statement-Ext Pipe FittingsDocument13 pagesMethod Statement-Ext Pipe FittingsSam JoseNo ratings yet
- BNDP3 in CSCEC P3C EL XX MS CI 00004 Method Statement For Waterproofing For SubstationsDocument175 pagesBNDP3 in CSCEC P3C EL XX MS CI 00004 Method Statement For Waterproofing For Substationssivalakshan96No ratings yet
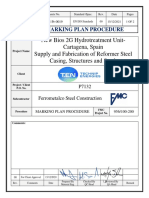
- New Bios 2G Hydrotreatment Unit-Cartagena, Spain Supply and Fabrication of Reformer Steel Casing, Structures and StackDocument2 pagesNew Bios 2G Hydrotreatment Unit-Cartagena, Spain Supply and Fabrication of Reformer Steel Casing, Structures and StackAHMED KHAMISNo ratings yet
- Bndp3 in Cscec p3c El XX Ms El 00005 Installation & Testing of Fo CableDocument37 pagesBndp3 in Cscec p3c El XX Ms El 00005 Installation & Testing of Fo Cablesivalakshan96No ratings yet
- CWB Electrodes and Consumables Practice Test Questions en AnswersDocument3 pagesCWB Electrodes and Consumables Practice Test Questions en AnswersSaju RahmanNo ratings yet
- Heavy-Duty Torch System: Heating Power PerformanceDocument8 pagesHeavy-Duty Torch System: Heating Power PerformanceNataliNo ratings yet
- Fro Bro Vs247317 EngDocument4 pagesFro Bro Vs247317 EngvonipkoNo ratings yet
- Non Destructive Testing Non Destructive TestingDocument74 pagesNon Destructive Testing Non Destructive TestingPrasant Kumar BeheraNo ratings yet
- Classifications: Ferritic Stainless Welding Wire (Muffler, 18%Cr-Ti)Document1 pageClassifications: Ferritic Stainless Welding Wire (Muffler, 18%Cr-Ti)Chung LêNo ratings yet
- Boiler Codes Require Updating ToLDocument9 pagesBoiler Codes Require Updating ToLmahmoud_allam3No ratings yet
- Piping SystemsDocument31 pagesPiping SystemschkzaNo ratings yet
- Catalog General Structurix Agfa VechiDocument52 pagesCatalog General Structurix Agfa VechivrapciudorianNo ratings yet
- 3912 4th Stove - TS (R11) - 27-11-19Document401 pages3912 4th Stove - TS (R11) - 27-11-19Gautam DuttaNo ratings yet
- Difference Between Cold Welding and Pseudo SolderingDocument12 pagesDifference Between Cold Welding and Pseudo SolderingjackNo ratings yet
- Lindapter Catalogue Ancon New ZealandDocument80 pagesLindapter Catalogue Ancon New ZealandasdfzzzxxxcccvvvNo ratings yet
- Zhao Et Al. - 2008 - Simulation of Vibration Stress Relief After Welding Based On FEMDocument6 pagesZhao Et Al. - 2008 - Simulation of Vibration Stress Relief After Welding Based On FEMsai bharat donthamsettiNo ratings yet
- Astm A358 A358mDocument11 pagesAstm A358 A358mShashank SaxenaNo ratings yet
- Mohammad Muzamal: Professional QualificationsDocument5 pagesMohammad Muzamal: Professional QualificationsMuzamal HussainNo ratings yet
- Schedule of Rates MJPDocument13 pagesSchedule of Rates MJPSuhas Natu0% (1)
- 32 Samss 005Document34 pages32 Samss 005Mohamed ArshadNo ratings yet
- Apcs 113a Rev 3 Pid ApprovalDocument19 pagesApcs 113a Rev 3 Pid ApprovalMedel Cay De Castro50% (2)
- Acceptance Criteria For Weld DefectsDocument2 pagesAcceptance Criteria For Weld DefectsBaljee Singh100% (2)
- Lj-Ts Series Horizontal ScreensDocument8 pagesLj-Ts Series Horizontal ScreensLuis Vallecillo100% (1)
- Result of Inspection: ConclusionDocument5 pagesResult of Inspection: ConclusionBayu Aringga putraNo ratings yet
- GAMMA-GERMAN PLT-PE-4mmDocument2 pagesGAMMA-GERMAN PLT-PE-4mmEgyp XsNo ratings yet
- 1 s2.0 S0924013618300359 MainDocument5 pages1 s2.0 S0924013618300359 Mainsm_carvalhoNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Rod SpecDocument1 pageWelding Rod SpecMuhammad Hasbi AsidiqiNo ratings yet
- ISO 3913 1980 First RevisionDocument15 pagesISO 3913 1980 First RevisionDaniel SlavčićNo ratings yet
- Dril-Quip Welding Traceability RecordDocument11 pagesDril-Quip Welding Traceability Recordsankar123456789No ratings yet
- Multiple Choice 6 Welding ConsumablesDocument8 pagesMultiple Choice 6 Welding ConsumablesChandra Mohan0% (1)
























































































Download as doc, pdf, or txt
You might also like
- Structural Steel Fabrication ChecklistDocument1 pageStructural Steel Fabrication ChecklistHoque Anamul85% (13)
- Method Statement For Structural Fabrication & ErectionDocument11 pagesMethod Statement For Structural Fabrication & ErectionBinay94% (17)
- Steel Fabrication Method StatementDocument12 pagesSteel Fabrication Method Statementvolcanox1289% (62)
- Anchor Bolt MSDocument7 pagesAnchor Bolt MSGaneshNo ratings yet
- Fabrication ProcedureDocument17 pagesFabrication ProcedureThi Pham100% (9)
- Fabrication Procedure For StructuralDocument14 pagesFabrication Procedure For StructuralDanang Edi Prasetyo70% (10)
- Steel Structure Fabrication Inspection ReportDocument1 pageSteel Structure Fabrication Inspection ReportFerhan Dikilitaş86% (14)
- 652-100-FINAL (ITP) Rev1Document4 pages652-100-FINAL (ITP) Rev1Anonymous AdofXEYAgENo ratings yet
- Sebu7766 07 00 All PDFDocument232 pagesSebu7766 07 00 All PDFKristen HolmesNo ratings yet
- 2022-03-24 ITP For Fabrication and Erection of StructuralDocument7 pages2022-03-24 ITP For Fabrication and Erection of StructuraljaymarNo ratings yet
- 24.1.2 Steel Erection PlanDocument5 pages24.1.2 Steel Erection PlanEdgelle EjercitoNo ratings yet
- Method Statement No: 04 Fabrication and Installation of Steel Structure SUPPORT (SPS-B065-099) FOR 52-K0624Document9 pagesMethod Statement No: 04 Fabrication and Installation of Steel Structure SUPPORT (SPS-B065-099) FOR 52-K0624Azel Bumagat94% (18)
- Anchor Bolt ProcedureDocument7 pagesAnchor Bolt ProcedureAthanasius Kurniawan Prasetyo Adi100% (1)
- Steel Erection ChecklistDocument2 pagesSteel Erection Checklistkfctco100% (3)
- MR For FRP Pipe - Fittings & FlangesDocument49 pagesMR For FRP Pipe - Fittings & FlangeskasvikrajNo ratings yet
- BX-3001 - BOX - Rev 00-Model PDFDocument1 pageBX-3001 - BOX - Rev 00-Model PDFomar mahmoudNo ratings yet
- Abs - Approved Welding Consumables Shielded Metal Arc WeldingDocument59 pagesAbs - Approved Welding Consumables Shielded Metal Arc Weldinggeorgekc77No ratings yet
- S-3000-3130-002 - 0-General Specification of Erection of Steel Structure and Miscellanous Materials PDFDocument17 pagesS-3000-3130-002 - 0-General Specification of Erection of Steel Structure and Miscellanous Materials PDFMessaoud Goutas100% (1)
- Fabrication Method For HSM 2 ProjectDocument14 pagesFabrication Method For HSM 2 ProjectMikiRoniWijayaNo ratings yet
- Fabrication and Erection of Steel StructureDocument29 pagesFabrication and Erection of Steel Structure978060143692% (48)
- Spec - WeldingDocument6 pagesSpec - Weldingprasad_kcpNo ratings yet
- 3.2 Standard1Document1 page3.2 Standard1Thi PhamNo ratings yet
- Method Statement For Fabrication Works Structural SteelDocument13 pagesMethod Statement For Fabrication Works Structural SteelRohit SharmaNo ratings yet
- Fabrication Division QMDDocument11 pagesFabrication Division QMDRakesh RanjanNo ratings yet
- Fabrication ProcedurDocument7 pagesFabrication ProcedurHarry PangestuNo ratings yet
- Structural SteelDocument30 pagesStructural Steelnandi_scr100% (1)
- Structural Steel Procedure.Document9 pagesStructural Steel Procedure.Janardhan Surya100% (2)
- Inspection & Test Plan: Sub-Contractor Con - Tractor Saudi AramcoDocument1 pageInspection & Test Plan: Sub-Contractor Con - Tractor Saudi AramcoDelta akathehusky100% (1)
- Chqlist For Fabrication & InspectionDocument12 pagesChqlist For Fabrication & InspectionSuresh ShuklaNo ratings yet
- WEP For Steel Structure WorkDocument8 pagesWEP For Steel Structure WorkpalashNo ratings yet
- FQP For Steel ErectionDocument133 pagesFQP For Steel Erectionoundhakar100% (2)
- METHODOLOGY For Fabrication, Erection and WeldingDocument12 pagesMETHODOLOGY For Fabrication, Erection and WeldingLokesh Saran100% (1)
- Fabrication Inspection ProcedureDocument11 pagesFabrication Inspection Procedurewill_herry100% (6)
- Steel Structure Fabric & Installation - Doc Rev01Document7 pagesSteel Structure Fabric & Installation - Doc Rev01whah11No ratings yet
- Quality Control Procedure Strcture-SSDocument16 pagesQuality Control Procedure Strcture-SSKamran AliNo ratings yet
- Structural Steel FabricationDocument14 pagesStructural Steel FabricationClarkFedele27No ratings yet
- Material Comparison ListDocument1 pageMaterial Comparison Listdarren84No ratings yet
- Shop Fabrication of Structural SteelDocument12 pagesShop Fabrication of Structural SteelAris WicaksonoNo ratings yet
- Welding ReportDocument52 pagesWelding ReportalidadNo ratings yet
- Barkat Infraprojects: Checklist Fabrication / Fixing of Structural SteelDocument1 pageBarkat Infraprojects: Checklist Fabrication / Fixing of Structural SteelZahid SayyedNo ratings yet
- Check Fixture Standards Rev 4 Dated 9-10-2019Document11 pagesCheck Fixture Standards Rev 4 Dated 9-10-2019SasiNo ratings yet
- O - (TOC) - SOP - 008 - R0 - SOP For Welding Consumables Handling and ControlDocument8 pagesO - (TOC) - SOP - 008 - R0 - SOP For Welding Consumables Handling and ControlMDhana SekarNo ratings yet
- Method Statement: Pt. Duta Graha Indah TBK Welding Procedure (Preparation)Document4 pagesMethod Statement: Pt. Duta Graha Indah TBK Welding Procedure (Preparation)Nigin Parambath50% (2)
- Material WeldingDocument1 pageMaterial WeldingDebashish ChatterjeeNo ratings yet
- Basic Erection Execution Sequence: GROUND RULE: Erection Always Starts On A Braced BayDocument7 pagesBasic Erection Execution Sequence: GROUND RULE: Erection Always Starts On A Braced BaypvmoorthiNo ratings yet
- Dimensional Control ProcedureDocument12 pagesDimensional Control ProcedureBethel NdifonNo ratings yet
- FM-D-01 Steel Structure ErectionDocument1 pageFM-D-01 Steel Structure ErectionG Vamsi ChandNo ratings yet
- COP WFP CHK 13 2013 v1 Structural Steel ErectionDocument3 pagesCOP WFP CHK 13 2013 v1 Structural Steel ErectionAbdelmuneimNo ratings yet
- Method Statement For PRE-ENGINEERED BUILDING ASSEMBLYDocument39 pagesMethod Statement For PRE-ENGINEERED BUILDING ASSEMBLYStephanie EmersonNo ratings yet
- O - (TOC) - SOP - 019 - R0 - SOP For Steel Structure Fabrication and ErectionDocument8 pagesO - (TOC) - SOP - 019 - R0 - SOP For Steel Structure Fabrication and ErectionMDhana SekarNo ratings yet
- Fabrication of Steel Structure and Steel Equipment (Itp)Document4 pagesFabrication of Steel Structure and Steel Equipment (Itp)Javed MANo ratings yet
- Progress Tracking Sheet-Steel FabricationDocument2 pagesProgress Tracking Sheet-Steel FabricationMohamed AtefNo ratings yet
- Painting Procedure 4288 Danem 28-04-13Document24 pagesPainting Procedure 4288 Danem 28-04-13Rejoy baby100% (1)
- Structural Steel ErectionDocument8 pagesStructural Steel Erectionbratishkaity100% (1)
- WIP Structural Steel ErectionDocument3 pagesWIP Structural Steel ErectionResearcherNo ratings yet
- Alignment Inspection Report For Erection of Structural Steel (Gallery & Trestle)Document1 pageAlignment Inspection Report For Erection of Structural Steel (Gallery & Trestle)sivaNo ratings yet
- Structure Fabrication ProcedureDocument10 pagesStructure Fabrication Procedureasmira rosliNo ratings yet
- Quality Control PlanDocument13 pagesQuality Control Plandadz mingiNo ratings yet
- First Article Inspection Report: Purchase Order Number Supplier NameDocument8 pagesFirst Article Inspection Report: Purchase Order Number Supplier NameTuff qualityNo ratings yet
- Method Statement-Ext Pipe FittingsDocument13 pagesMethod Statement-Ext Pipe FittingsSam JoseNo ratings yet
- BNDP3 in CSCEC P3C EL XX MS CI 00004 Method Statement For Waterproofing For SubstationsDocument175 pagesBNDP3 in CSCEC P3C EL XX MS CI 00004 Method Statement For Waterproofing For Substationssivalakshan96No ratings yet
- New Bios 2G Hydrotreatment Unit-Cartagena, Spain Supply and Fabrication of Reformer Steel Casing, Structures and StackDocument2 pagesNew Bios 2G Hydrotreatment Unit-Cartagena, Spain Supply and Fabrication of Reformer Steel Casing, Structures and StackAHMED KHAMISNo ratings yet
- Bndp3 in Cscec p3c El XX Ms El 00005 Installation & Testing of Fo CableDocument37 pagesBndp3 in Cscec p3c El XX Ms El 00005 Installation & Testing of Fo Cablesivalakshan96No ratings yet
- CWB Electrodes and Consumables Practice Test Questions en AnswersDocument3 pagesCWB Electrodes and Consumables Practice Test Questions en AnswersSaju RahmanNo ratings yet
- Heavy-Duty Torch System: Heating Power PerformanceDocument8 pagesHeavy-Duty Torch System: Heating Power PerformanceNataliNo ratings yet
- Fro Bro Vs247317 EngDocument4 pagesFro Bro Vs247317 EngvonipkoNo ratings yet
- Non Destructive Testing Non Destructive TestingDocument74 pagesNon Destructive Testing Non Destructive TestingPrasant Kumar BeheraNo ratings yet
- Classifications: Ferritic Stainless Welding Wire (Muffler, 18%Cr-Ti)Document1 pageClassifications: Ferritic Stainless Welding Wire (Muffler, 18%Cr-Ti)Chung LêNo ratings yet
- Boiler Codes Require Updating ToLDocument9 pagesBoiler Codes Require Updating ToLmahmoud_allam3No ratings yet
- Piping SystemsDocument31 pagesPiping SystemschkzaNo ratings yet
- Catalog General Structurix Agfa VechiDocument52 pagesCatalog General Structurix Agfa VechivrapciudorianNo ratings yet
- 3912 4th Stove - TS (R11) - 27-11-19Document401 pages3912 4th Stove - TS (R11) - 27-11-19Gautam DuttaNo ratings yet
- Difference Between Cold Welding and Pseudo SolderingDocument12 pagesDifference Between Cold Welding and Pseudo SolderingjackNo ratings yet
- Lindapter Catalogue Ancon New ZealandDocument80 pagesLindapter Catalogue Ancon New ZealandasdfzzzxxxcccvvvNo ratings yet
- Zhao Et Al. - 2008 - Simulation of Vibration Stress Relief After Welding Based On FEMDocument6 pagesZhao Et Al. - 2008 - Simulation of Vibration Stress Relief After Welding Based On FEMsai bharat donthamsettiNo ratings yet
- Astm A358 A358mDocument11 pagesAstm A358 A358mShashank SaxenaNo ratings yet
- Mohammad Muzamal: Professional QualificationsDocument5 pagesMohammad Muzamal: Professional QualificationsMuzamal HussainNo ratings yet
- Schedule of Rates MJPDocument13 pagesSchedule of Rates MJPSuhas Natu0% (1)
- 32 Samss 005Document34 pages32 Samss 005Mohamed ArshadNo ratings yet
- Apcs 113a Rev 3 Pid ApprovalDocument19 pagesApcs 113a Rev 3 Pid ApprovalMedel Cay De Castro50% (2)
- Acceptance Criteria For Weld DefectsDocument2 pagesAcceptance Criteria For Weld DefectsBaljee Singh100% (2)
- Lj-Ts Series Horizontal ScreensDocument8 pagesLj-Ts Series Horizontal ScreensLuis Vallecillo100% (1)
- Result of Inspection: ConclusionDocument5 pagesResult of Inspection: ConclusionBayu Aringga putraNo ratings yet
- GAMMA-GERMAN PLT-PE-4mmDocument2 pagesGAMMA-GERMAN PLT-PE-4mmEgyp XsNo ratings yet
- 1 s2.0 S0924013618300359 MainDocument5 pages1 s2.0 S0924013618300359 Mainsm_carvalhoNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Rod SpecDocument1 pageWelding Rod SpecMuhammad Hasbi AsidiqiNo ratings yet
- ISO 3913 1980 First RevisionDocument15 pagesISO 3913 1980 First RevisionDaniel SlavčićNo ratings yet
- Dril-Quip Welding Traceability RecordDocument11 pagesDril-Quip Welding Traceability Recordsankar123456789No ratings yet
- Multiple Choice 6 Welding ConsumablesDocument8 pagesMultiple Choice 6 Welding ConsumablesChandra Mohan0% (1)