Download as pdf or txt
You might also like
- Gears and Gear Drives!!Document55 pagesGears and Gear Drives!!Ishank Singh SandhuNo ratings yet
- Gears, Types and ItsDocument22 pagesGears, Types and ItsBravo VermaNo ratings yet
- Topic 1Document19 pagesTopic 1Carl Javier100% (1)
- DRIVELINEAXLES Rear Axle - 292 AA (11 12) - Ram Pickup PDFDocument65 pagesDRIVELINEAXLES Rear Axle - 292 AA (11 12) - Ram Pickup PDFcharlesNo ratings yet
- Hypoid PDFDocument7 pagesHypoid PDFadamtuongNo ratings yet
- Design, Modelling and Structural Analysis of Helical Gear For Ceramic and Steel Material by Using ANSYSDocument5 pagesDesign, Modelling and Structural Analysis of Helical Gear For Ceramic and Steel Material by Using ANSYSyair Enrique Romero OspinoNo ratings yet
- Bev Gear Design PDFDocument5 pagesBev Gear Design PDFMawan BentzNo ratings yet
- Bevel GearDocument13 pagesBevel Gearsuriya06232No ratings yet
- 1.2 Types-of-Gear TechnicalData KGSTOCKGEARSDocument5 pages1.2 Types-of-Gear TechnicalData KGSTOCKGEARSraj6062No ratings yet
- Brecher2013 Article InfluenceOfTheManufacturingMetDocument10 pagesBrecher2013 Article InfluenceOfTheManufacturingMetranim najibNo ratings yet
- Tribology Aspects in Angular Transmission Systems: Hypoid GearsDocument7 pagesTribology Aspects in Angular Transmission Systems: Hypoid GearspiruumainNo ratings yet
- Design and Performance Analysis of Helical Gear For Al and Steel Material by Using AnsysDocument10 pagesDesign and Performance Analysis of Helical Gear For Al and Steel Material by Using AnsysankNo ratings yet
- Kom Unit 4 NotesDocument68 pagesKom Unit 4 NotesParkunam Randy100% (1)
- Design and Manufacturing of Spiral Bevel Gears UsiDocument11 pagesDesign and Manufacturing of Spiral Bevel Gears Usiducquan1501No ratings yet
- Involute Splines, BasicsDocument12 pagesInvolute Splines, Basicsewillia13No ratings yet
- Gears-General: Shigley's Mechanical Engineering DesignDocument60 pagesGears-General: Shigley's Mechanical Engineering DesignLeandre RobinsonNo ratings yet
- Helical Gears: Gear DrivesDocument11 pagesHelical Gears: Gear DrivesNeil RubsNo ratings yet
- Tech Sec 8Document6 pagesTech Sec 8Nabende UmarNo ratings yet
- Relationship Between Misalignment and Transmission Error in Cross-Axes Helical Gear AssembliesDocument3 pagesRelationship Between Misalignment and Transmission Error in Cross-Axes Helical Gear AssembliesthisisjineshNo ratings yet
- Non - InvoluteDocument10 pagesNon - InvolutePushparaj VigneshNo ratings yet
- Bevel Gears NBHDocument30 pagesBevel Gears NBHlemebad103No ratings yet
- Design and Finite Element Analysis of HiDocument6 pagesDesign and Finite Element Analysis of HiHenok GhidayNo ratings yet
- 1 Gears Types - ADocument17 pages1 Gears Types - AnethmiNo ratings yet
- GearDocument19 pagesGearArul DossNo ratings yet
- Hellical GearsDocument3 pagesHellical GearsLeon987456321No ratings yet
- Tsiafis 2018 IOP Conf. Ser. Mater. Sci. Eng. 393 012066Document11 pagesTsiafis 2018 IOP Conf. Ser. Mater. Sci. Eng. 393 012066QC Gishnu Gears Unit IINo ratings yet
- Prepare Report On Gear and Its TerminologyDocument12 pagesPrepare Report On Gear and Its TerminologyMadhuri TelangeNo ratings yet
- Bevel GearDocument9 pagesBevel GearAadil KhanNo ratings yet
- Gear Measurement and Basic ConceptsDocument34 pagesGear Measurement and Basic Conceptskajavarun100% (1)
- Me 8451MT Ii MT 5 AnswerDocument4 pagesMe 8451MT Ii MT 5 AnswerJayaram R S [MECH]No ratings yet
- CAD AssignmentsDocument1 pageCAD AssignmentsasifNo ratings yet
- Ch-5 Toothed Gears - 1Document40 pagesCh-5 Toothed Gears - 1Samar GuptaNo ratings yet
- ME0403 Ch2 Gear MeasurementDocument42 pagesME0403 Ch2 Gear MeasurementMANOJ M100% (1)
- Unit - IVDocument4 pagesUnit - IVsathiaNo ratings yet
- Gear Design NhpancholiDocument66 pagesGear Design NhpancholiDINESH KUMARNo ratings yet
- Bevel Gear PraveenDocument23 pagesBevel Gear Praveen18WJ1A03F4 Shashank reddyNo ratings yet
- Design of Transmission Systems: Prepared by Dr.A.Vinoth JebarajDocument148 pagesDesign of Transmission Systems: Prepared by Dr.A.Vinoth Jebarajrishi raja RajaNo ratings yet
- Gears: Mechanical Engineering Dept. Ken YoussefiDocument19 pagesGears: Mechanical Engineering Dept. Ken YoussefiZahir KhiraNo ratings yet
- 3 - Gear Design PDFDocument136 pages3 - Gear Design PDFRachit100% (1)
- Subject - Machine Design - : Topic - Bevel GearsDocument12 pagesSubject - Machine Design - : Topic - Bevel GearsRohit GhulanavarNo ratings yet
- Gearboxashu1 150911200033 Lva1 App6891Document80 pagesGearboxashu1 150911200033 Lva1 App6891Jojee MarieNo ratings yet
- Toothed GearingDocument33 pagesToothed GearingpvkkrNo ratings yet
- 06 GearsDocument22 pages06 GearsTeaching ClubNo ratings yet
- Gears: Ken Youssefi Mechanical Engineering DeptDocument19 pagesGears: Ken Youssefi Mechanical Engineering DeptRyan Llona FernandezNo ratings yet
- Me 7 Lesson 5 GearsDocument5 pagesMe 7 Lesson 5 GearsKendrick RomeroNo ratings yet
- Gear Theory 1Document164 pagesGear Theory 1suneel kumar rathoreNo ratings yet
- Helical Gears: DefinitionDocument29 pagesHelical Gears: DefinitionMuthuvel MNo ratings yet
- Chapter 3 Gears and Gear Trains 19 PDFDocument37 pagesChapter 3 Gears and Gear Trains 19 PDFMITTAPALLI PAVAN KUMAR REDDYNo ratings yet
- GearDocument26 pagesGearRadhika GandhiNo ratings yet
- GearsDocument70 pagesGearsJayesh NayakantiNo ratings yet
- 2015 Ortega Amaya Aortega@Aimplas - Es TNT2015OrtegaAmayaDocument10 pages2015 Ortega Amaya Aortega@Aimplas - Es TNT2015OrtegaAmayaCHELVASERNo ratings yet
- Gear Classification: Page - 1Document12 pagesGear Classification: Page - 1maloyNo ratings yet
- Design of Machine Elements-II: Lecture By: - Engr Aakash Munsif Mechanical Engineering DepartmentDocument37 pagesDesign of Machine Elements-II: Lecture By: - Engr Aakash Munsif Mechanical Engineering DepartmentMuhammad Mubashar FareedNo ratings yet
- Gears: Mechanical Engineering DeptDocument20 pagesGears: Mechanical Engineering DeptAtikah AbdallaNo ratings yet
- Involute Spiral Face Couplings and Gears: Design Approach and Manufacturing TechniqueDocument5 pagesInvolute Spiral Face Couplings and Gears: Design Approach and Manufacturing TechniqueBurak KoyuncuogluNo ratings yet
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsFrom EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsNo ratings yet
- An Introduction to Metal-Working (Illustrated)From EverandAn Introduction to Metal-Working (Illustrated)Rating: 2.5 out of 5 stars2.5/5 (2)
- Cylindrical Compression Helix Springs For Suspension SystemsFrom EverandCylindrical Compression Helix Springs For Suspension SystemsNo ratings yet
- Example - Uniaxial Variable Stresses (Recovered)Document7 pagesExample - Uniaxial Variable Stresses (Recovered)Carl JavierNo ratings yet
- Lesson No. 10 in Machine Design 1Document4 pagesLesson No. 10 in Machine Design 1Carl JavierNo ratings yet
- Lesson No. 8 in Machine Design 1Document7 pagesLesson No. 8 in Machine Design 1Carl JavierNo ratings yet
- Lesson No. 7 in Machine Design 1Document5 pagesLesson No. 7 in Machine Design 1Carl JavierNo ratings yet
- GCQ Safety Engineering Semi Final ExaminationDocument2 pagesGCQ Safety Engineering Semi Final ExaminationCarl JavierNo ratings yet
- Lesson No. 9 in Machine Design 1Document5 pagesLesson No. 9 in Machine Design 1Carl JavierNo ratings yet
- H Series Lube Maintence ScheduleDocument5 pagesH Series Lube Maintence ScheduleCarl JavierNo ratings yet
- Proposed Design of A 880 KW Diesel Power Plant in Barangay New Cuyo, Roxas PalawanDocument1 pageProposed Design of A 880 KW Diesel Power Plant in Barangay New Cuyo, Roxas PalawanCarl JavierNo ratings yet
- Lesson No. 9 in Machine Design 1Document5 pagesLesson No. 9 in Machine Design 1Carl JavierNo ratings yet
- Lesson No. 4 in Machine Design 1Document10 pagesLesson No. 4 in Machine Design 1Carl JavierNo ratings yet
- Lesson No. 8 in Machine Design 1Document7 pagesLesson No. 8 in Machine Design 1Carl JavierNo ratings yet
- LESSON NO. 1 in Machine Design 1Document9 pagesLESSON NO. 1 in Machine Design 1Carl JavierNo ratings yet
- Lesson No. 6 in Machine Design 1Document11 pagesLesson No. 6 in Machine Design 1Carl JavierNo ratings yet
- Lesson No. 3 in Machine Design 1Document10 pagesLesson No. 3 in Machine Design 1Carl JavierNo ratings yet
- Lesson No. 2 in Machine Design 1Document19 pagesLesson No. 2 in Machine Design 1Carl JavierNo ratings yet
- Payment SummaryDocument15 pagesPayment SummaryCarl JavierNo ratings yet
- Besta 1994-2003 2.2 PDFDocument10 pagesBesta 1994-2003 2.2 PDFMaritza CandiaNo ratings yet
- Ring Gear Installation ManualDocument3 pagesRing Gear Installation ManualMohsen MalekiNo ratings yet
- MANUAL DE PARTES - Challenger LB33B European Certified Rect. BalerDocument361 pagesMANUAL DE PARTES - Challenger LB33B European Certified Rect. BalerTRAC SUR SRLNo ratings yet
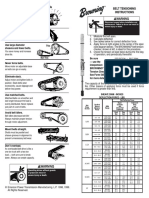
- Browning Belt Tension GaugeDocument2 pagesBrowning Belt Tension GaugeJasperken2xNo ratings yet
- Document KeyDocument8 pagesDocument KeyAhmad ShujaNo ratings yet
- 01M Body ValveDocument12 pages01M Body ValveHumberto Cadori FilhoNo ratings yet
- SangwonIntech CatalogueDocument80 pagesSangwonIntech CatalogueNuryanti PratiwiNo ratings yet
- CouplingDocument9 pagesCouplingPrabir Kumar PatiNo ratings yet
- SX CAT Performance-Clutches 12338 V01 201606 inDocument738 pagesSX CAT Performance-Clutches 12338 V01 201606 inLiviu GrozavNo ratings yet
- Aspar VolvoDocument151 pagesAspar VolvoJuan FerNo ratings yet
- Alto Transfer Case Catalog 19301Document4 pagesAlto Transfer Case Catalog 19301HectorNo ratings yet
- GLDocument218 pagesGLpankituna5487100% (1)
- Riduttori Per Rotazione Slewing Gearboxes: RR1800 ÷ RR10000Document4 pagesRiduttori Per Rotazione Slewing Gearboxes: RR1800 ÷ RR10000RenjithSivaNo ratings yet
- Manual Reparación Gp30 Caja TransmisiónDocument94 pagesManual Reparación Gp30 Caja Transmisiónyojar apazaNo ratings yet
- Nota Kuliah - Transfer CaseDocument10 pagesNota Kuliah - Transfer CasePAUL KENNY TSHONGNo ratings yet
- Servicing Differential & Front AxleDocument38 pagesServicing Differential & Front AxleAlex J RoblesNo ratings yet
- ConeyorBelt ContentDocument12 pagesConeyorBelt ContentDragos NojeaNo ratings yet
- 4 F 27 eDocument4 pages4 F 27 eAl-Kawthari As-SunniNo ratings yet
- Transmission - MountingDocument4 pagesTransmission - MountingLUIS FERNANDO JOAQUINNo ratings yet
- Illustrated Parts List: FRO-15210C June 2014Document46 pagesIllustrated Parts List: FRO-15210C June 2014Hamilton MirandaNo ratings yet
- FMP-613 Gearbox, Differential, Final Drive and PtoDocument47 pagesFMP-613 Gearbox, Differential, Final Drive and PtoAkash MondalNo ratings yet
- Power Train Systems in ADAMS CarDocument21 pagesPower Train Systems in ADAMS CarahmadtoopyNo ratings yet
- SM 25Document54 pagesSM 25Manuales Transmisiones AutomaticasNo ratings yet
- ECT HiluxDocument6 pagesECT HiluxPhạm DuyNo ratings yet
- Caroni Mower Spare Parts ListDocument23 pagesCaroni Mower Spare Parts ListFreeagainNo ratings yet
- Powershift Transmission Drive - 2Document2 pagesPowershift Transmission Drive - 2МаксимNo ratings yet
- Gear Oils: Gear Oil Is A Fluid Lubricant Used in Gears (Gearboxes) For Reduction of Friction and Wear of The Gear ToothDocument4 pagesGear Oils: Gear Oil Is A Fluid Lubricant Used in Gears (Gearboxes) For Reduction of Friction and Wear of The Gear Toothspyros_peiraiasNo ratings yet
- Reduction Drive Gear 55,059, C: Disassembly: Automatic TransmissionDocument3 pagesReduction Drive Gear 55,059, C: Disassembly: Automatic TransmissionAnton FortovNo ratings yet
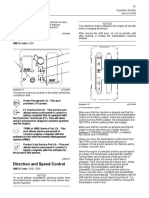
- CAT-777F-Direction and Speed ControlDocument2 pagesCAT-777F-Direction and Speed ControlCybergoNo ratings yet