Download as pdf or txt
You might also like
- Astm B32 PDFDocument9 pagesAstm B32 PDFRodolfo MontoyaNo ratings yet
- Astm B42Document7 pagesAstm B42Venkitesh KrishnanNo ratings yet
- Astm A240 PDFDocument11 pagesAstm A240 PDFTam Huynh Thanh88% (17)
- Astm F75Document4 pagesAstm F75alfred2000No ratings yet
- Astm A 502 - 03Document4 pagesAstm A 502 - 03Ahmad KhreisatNo ratings yet
- ASTM B 69 Rolled ZN - 1998Document4 pagesASTM B 69 Rolled ZN - 1998ecsuperalNo ratings yet
- B 367 - 93 R98 Qjm2ny05m1i5oaDocument5 pagesB 367 - 93 R98 Qjm2ny05m1i5oaHéctor NossaNo ratings yet
- B 367 - 93 R04 QJM2NWDocument5 pagesB 367 - 93 R04 QJM2NWHéctor NossaNo ratings yet
- Astm B 367 - 09Document6 pagesAstm B 367 - 09taker6No ratings yet
- A 240 - A 240M - 01 Qti0mc0wmqDocument11 pagesA 240 - A 240M - 01 Qti0mc0wmqHans AbantoNo ratings yet
- ASTM A240-A240M-04ae1Document12 pagesASTM A240-A240M-04ae1NadhiraNo ratings yet
- Prime Western Grade-Recycled (PWG-R) Zinc: Standard Specification ForDocument3 pagesPrime Western Grade-Recycled (PWG-R) Zinc: Standard Specification ForSofia YuliNo ratings yet
- Nickel-Chromium-Iron-Molybdenum-Copper Alloy Rod: Standard Specification ForDocument4 pagesNickel-Chromium-Iron-Molybdenum-Copper Alloy Rod: Standard Specification ForLemir LopezNo ratings yet
- A485 PDFDocument4 pagesA485 PDFProduction DepartmentNo ratings yet
- B 167 - 01 - Qje2nwDocument8 pagesB 167 - 01 - Qje2nwIntegrity EngineerNo ratings yet
- Astm E18 00Document6 pagesAstm E18 00Sanjeeb MohapatraNo ratings yet
- Castings, Nickel and Nickel Alloy: Standard Specification ForDocument7 pagesCastings, Nickel and Nickel Alloy: Standard Specification ForRoland CepedaNo ratings yet
- Iron-Nickel-Chromium-Molybdenum Alloys (UNS N08366 and UNS N08367) Seamless Pipe and TubeDocument4 pagesIron-Nickel-Chromium-Molybdenum Alloys (UNS N08366 and UNS N08367) Seamless Pipe and TubeGreg YeeNo ratings yet
- Astm A240-A240m-06Document12 pagesAstm A240-A240m-06NadhiraNo ratings yet
- B 80 Â " 97 QJGWLTK3 PDFDocument11 pagesB 80 Â " 97 QJGWLTK3 PDFdjreyes04No ratings yet
- High Strength Steel Castings in Heavy Sections: Standard Specification ForDocument5 pagesHigh Strength Steel Castings in Heavy Sections: Standard Specification ForagustinNo ratings yet
- ASTM B6 - 98a (Standar Zinc)Document3 pagesASTM B6 - 98a (Standar Zinc)Rodrigo PizarroNo ratings yet
- B 168Document11 pagesB 168benedick barquinNo ratings yet
- Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip For Pressure Vessels and For General ApplicationsDocument12 pagesChromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip For Pressure Vessels and For General ApplicationsJohn HollandNo ratings yet
- Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip For Pressure Vessels and For General ApplicationsDocument12 pagesChromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip For Pressure Vessels and For General ApplicationsErick ERICKNo ratings yet
- ASTM A295-98 (Obsolete)Document2 pagesASTM A295-98 (Obsolete)techietaddyNo ratings yet
- Copper-Zinc-Aluminum-Cobalt Alloy, Copper-Zinc-Tin-Iron Alloy Plate, Sheet, Strip, and Rolled BarDocument5 pagesCopper-Zinc-Aluminum-Cobalt Alloy, Copper-Zinc-Tin-Iron Alloy Plate, Sheet, Strip, and Rolled Barruben castroNo ratings yet
- A 494 - A 494M - 01 QTQ5NC0Document7 pagesA 494 - A 494M - 01 QTQ5NC0delta lab sangliNo ratings yet
- A494Document7 pagesA494Prakash MakadiaNo ratings yet
- Astm A240 A240m 2011Document13 pagesAstm A240 A240m 2011Jesse ChenNo ratings yet
- ASTM A240-A240M-05aDocument12 pagesASTM A240-A240M-05aNadhiraNo ratings yet
- ASTM A240-A240M-07e1Document12 pagesASTM A240-A240M-07e1NadhiraNo ratings yet
- Seamless Copper-Nickel Pipe and Tube: Standard Specification ForDocument6 pagesSeamless Copper-Nickel Pipe and Tube: Standard Specification ForGreg YeeNo ratings yet
- Astm A240 Ss316Document12 pagesAstm A240 Ss316Henky PramaNo ratings yet
- Nickel Plate, Sheet, and Strip: Standard Specification ForDocument9 pagesNickel Plate, Sheet, and Strip: Standard Specification FormahfuzNo ratings yet
- Seamless Copper Pipe, Standard SizesDocument7 pagesSeamless Copper Pipe, Standard SizesAbid HussainNo ratings yet
- Nickel-Iron-Chromium Alloy Seamless Pipe and Tube: Standard Specification ForDocument8 pagesNickel-Iron-Chromium Alloy Seamless Pipe and Tube: Standard Specification ForGreg YeeNo ratings yet
- Cobalt-28 Chromium-6 Molybdenum Alloy Castings and Casting Alloy For Surgical Implants (UNS R30075)Document4 pagesCobalt-28 Chromium-6 Molybdenum Alloy Castings and Casting Alloy For Surgical Implants (UNS R30075)Rosalba ToxquiNo ratings yet
- Astm B575Document5 pagesAstm B575Jota JacquesNo ratings yet
- Astm A-240-10Document13 pagesAstm A-240-10Avishek ChowdhuryNo ratings yet
- Astm b167 2001Document8 pagesAstm b167 2001Greg YeeNo ratings yet
- Astm B32 04Document4 pagesAstm B32 04اوس محمد رؤوف لؤيNo ratings yet
- Astm A756 PDFDocument3 pagesAstm A756 PDFCristian OtivoNo ratings yet
- ASTM A502-03 (Reapproved 2015)Document4 pagesASTM A502-03 (Reapproved 2015)Gabriel Perez CruzNo ratings yet
- Seamless Red Brass Pipe, Standard SizesDocument7 pagesSeamless Red Brass Pipe, Standard SizesRizwanNo ratings yet
- High Hardenability Antifriction Bearing Steel: Standard Specification ForDocument4 pagesHigh Hardenability Antifriction Bearing Steel: Standard Specification ForCK CkkouNo ratings yet
- Astm b32 2000Document9 pagesAstm b32 2000Greg YeeNo ratings yet
- Astm b168 2001 PDFDocument11 pagesAstm b168 2001 PDFGreg YeeNo ratings yet
- Steel, Strip, High-Carbon, Cold-Rolled, Spring Quality, General Requirements ForDocument5 pagesSteel, Strip, High-Carbon, Cold-Rolled, Spring Quality, General Requirements ForProduction DepartmentNo ratings yet
- Astm A479-479m-2012Document8 pagesAstm A479-479m-2012Muniyappan TNo ratings yet
- ASTM A 240 2015b, Standard SpecificationDocument14 pagesASTM A 240 2015b, Standard SpecificationAyyappa k cNo ratings yet
- Astm A356 PDFDocument6 pagesAstm A356 PDFAndresInforBJNo ratings yet
- Steel Rivets and Bars For Rivets, Pressure VesselsDocument4 pagesSteel Rivets and Bars For Rivets, Pressure Vesselsrohit kumarNo ratings yet
- A 240 - A 240M - 04 Qti0mc0wneeDocument12 pagesA 240 - A 240M - 04 Qti0mc0wneeEduardoNo ratings yet
- Seamless Red Brass Pipe, Standard SizesDocument7 pagesSeamless Red Brass Pipe, Standard SizesAadhya engineering ServicesNo ratings yet
- B 43 PDFDocument7 pagesB 43 PDFmanuel floresNo ratings yet
- Seamless Copper Pipe, Standard SizesDocument7 pagesSeamless Copper Pipe, Standard SizesRizwanNo ratings yet
- B 150 - B 150M - 02 - Qje1mc0wmgDocument6 pagesB 150 - B 150M - 02 - Qje1mc0wmgHimanshu KashyapNo ratings yet
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- DMC 015 S2014Document3 pagesDMC 015 S2014Greg YeeNo ratings yet
- DMC 037 S2012Document33 pagesDMC 037 S2012Greg YeeNo ratings yet
- CIP 34 - Making Concrete Cylinders in The FieldDocument2 pagesCIP 34 - Making Concrete Cylinders in The FieldGreg YeeNo ratings yet
- Astm b658 b658m 2001Document4 pagesAstm b658 b658m 2001Greg YeeNo ratings yet
- Astm d2996 2001Document5 pagesAstm d2996 2001Greg YeeNo ratings yet
- Astm d2855 1996Document7 pagesAstm d2855 1996Greg YeeNo ratings yet
- Overview PresentationDocument75 pagesOverview PresentationGreg YeeNo ratings yet
- A Manual of Practice (AASHTO 2008) - Over A Period of Approximately 10 Years, TheDocument4 pagesA Manual of Practice (AASHTO 2008) - Over A Period of Approximately 10 Years, TheGreg YeeNo ratings yet
- DMC 008 S2014Document7 pagesDMC 008 S2014Greg YeeNo ratings yet
- Chromium-Nickel-Molybdenum-Iron (UNS N08366 and UNS N08367) Plate, Sheet, and StripDocument6 pagesChromium-Nickel-Molybdenum-Iron (UNS N08366 and UNS N08367) Plate, Sheet, and StripGreg YeeNo ratings yet
- Astm b649 1995Document6 pagesAstm b649 1995Greg YeeNo ratings yet
- Astm d2662 1996Document7 pagesAstm d2662 1996Greg YeeNo ratings yet
- 14 Master GlossaryDocument34 pages14 Master GlossaryGreg YeeNo ratings yet
- Nickel-Iron-Chromium Alloy Seamless Pipe and Tube: Standard Specification ForDocument8 pagesNickel-Iron-Chromium Alloy Seamless Pipe and Tube: Standard Specification ForGreg YeeNo ratings yet
- Iron-Nickel-Chromium-Molybdenum Alloys (UNS N08366 and UNS N08367) Seamless Pipe and TubeDocument4 pagesIron-Nickel-Chromium-Molybdenum Alloys (UNS N08366 and UNS N08367) Seamless Pipe and TubeGreg YeeNo ratings yet
- UNS N08904, UNS N08925, and UNS N08926 Welded Tube: Standard Specification ForDocument2 pagesUNS N08904, UNS N08925, and UNS N08926 Welded Tube: Standard Specification ForGreg YeeNo ratings yet
- Nickel-Alloy (UNS N06625, N06219and N08825) Welded Pipe: Standard Specification ForDocument2 pagesNickel-Alloy (UNS N06625, N06219and N08825) Welded Pipe: Standard Specification ForGreg YeeNo ratings yet
- Factory-Made Wrought Nickel and Nickel Alloy Fittings: Standard Specification ForDocument6 pagesFactory-Made Wrought Nickel and Nickel Alloy Fittings: Standard Specification ForGreg YeeNo ratings yet
- Welded Nickel (UNS N02200/UNS N02201) and Nickel Copper Alloy (UNS N04400) PipeDocument5 pagesWelded Nickel (UNS N02200/UNS N02201) and Nickel Copper Alloy (UNS N04400) PipeGreg Yee100% (1)
- Seamless Copper-Nickel Pipe and Tube: Standard Specification ForDocument6 pagesSeamless Copper-Nickel Pipe and Tube: Standard Specification ForGreg YeeNo ratings yet
- Titanium and Titanium Alloy Forgings: Standard Specification ForDocument7 pagesTitanium and Titanium Alloy Forgings: Standard Specification ForGreg YeeNo ratings yet
- Copper-Alloy Plate and Sheet For Pressure Vessels, Condensers, and Heat ExchangersDocument7 pagesCopper-Alloy Plate and Sheet For Pressure Vessels, Condensers, and Heat ExchangersGreg YeeNo ratings yet
- UNS N08020, UNS N08024, and UNS N08026 Nickel Alloy Bar and WireDocument6 pagesUNS N08020, UNS N08024, and UNS N08026 Nickel Alloy Bar and WireGreg YeeNo ratings yet
- Factory-Made Wrought Aluminum and Aluminum-Alloy Welding FittingsDocument5 pagesFactory-Made Wrought Aluminum and Aluminum-Alloy Welding FittingsGreg YeeNo ratings yet
- Aluminum Bronze Sheet, Strip, and Rolled Bar: Standard Specification ForDocument4 pagesAluminum Bronze Sheet, Strip, and Rolled Bar: Standard Specification ForGreg YeeNo ratings yet
- Seamless and Welded Unalloyed Titanium and Titanium Alloy Welding FittingsDocument4 pagesSeamless and Welded Unalloyed Titanium and Titanium Alloy Welding FittingsGreg YeeNo ratings yet
- Astm b168 2001 PDFDocument11 pagesAstm b168 2001 PDFGreg YeeNo ratings yet
- Nickel-Copper Alloy (UNS N04400) Seamless Pipe and Tube: Standard Specification ofDocument6 pagesNickel-Copper Alloy (UNS N04400) Seamless Pipe and Tube: Standard Specification ofGreg YeeNo ratings yet
- Astm b167 2001Document8 pagesAstm b167 2001Greg YeeNo ratings yet
- Book CoverDocument3 pagesBook CoverJucieny BarrosNo ratings yet
- Deber 2. Redes Cristalinas Aragon CMBDocument14 pagesDeber 2. Redes Cristalinas Aragon CMBYajaira AragonNo ratings yet
- 001 Nickel Weld S - 14053Document16 pages001 Nickel Weld S - 14053Serhii Mishchenko100% (1)
- Complete Finish ChartDocument1 pageComplete Finish Chartjcmendez506No ratings yet
- Standar Elektroda PDFDocument182 pagesStandar Elektroda PDFFakhar WindratamaNo ratings yet
- Ductile Iron Casting Specfications and Details All Standards PDFDocument15 pagesDuctile Iron Casting Specfications and Details All Standards PDFSiriusNo ratings yet
- Groat, L. A., Turner, D. J., & Evans, R. J. (2014) - Gem Deposits. Treatise On GeochemistryDocument28 pagesGroat, L. A., Turner, D. J., & Evans, R. J. (2014) - Gem Deposits. Treatise On Geochemistryofiol75100% (1)
- Silicon Valley Microelectronics, Inc.: Silicon Wafers Alternative MaterialsDocument2 pagesSilicon Valley Microelectronics, Inc.: Silicon Wafers Alternative MaterialsPrìñçé ÅsîfNo ratings yet
- Steel, Strip, Carbon and High-Strength, Low-Alloy, Hot-Rolled, General Requirements ForDocument9 pagesSteel, Strip, Carbon and High-Strength, Low-Alloy, Hot-Rolled, General Requirements FormuhammadNo ratings yet
- Astm A537-A537m-95-2000Document4 pagesAstm A537-A537m-95-2000NadhiraNo ratings yet
- Appendix A-1 Average Work Index of Selected Minerals PDFDocument1 pageAppendix A-1 Average Work Index of Selected Minerals PDFLuis Argüelles SaenzNo ratings yet
- Material DesignationDocument34 pagesMaterial DesignationLinh GiangNo ratings yet
- Calculation of The Net Smelter Return (NSR) of A MineDocument2 pagesCalculation of The Net Smelter Return (NSR) of A MineWilmer RoyNo ratings yet
- Is 1730-1989 PDFDocument9 pagesIs 1730-1989 PDFJawa MechanikkNo ratings yet
- Weld Cracks in An Ammonia Converter: James D. CampbellDocument6 pagesWeld Cracks in An Ammonia Converter: James D. Campbellvaratharajan g rNo ratings yet
- Alform Laser Produktfolder en 1112Document6 pagesAlform Laser Produktfolder en 1112szystNo ratings yet
- Regents Chemistry HWDocument2 pagesRegents Chemistry HWRachel 3.oNo ratings yet
- Aji GIDC Latest Company List Full PDFDocument6 pagesAji GIDC Latest Company List Full PDFVN Machines Private Limited100% (1)
- 2-Step Milling of Iron NitridesDocument1 page2-Step Milling of Iron NitridesVenkateswaran KrishnamurthyNo ratings yet
- Cored Wire in Steel MakingDocument11 pagesCored Wire in Steel Makingbcnjy02No ratings yet
- Periodicity Quick RecapDocument8 pagesPeriodicity Quick RecapApeksha MudagiNo ratings yet
- Utilization of Electrical Energy MCQ PDFDocument4 pagesUtilization of Electrical Energy MCQ PDFaijaz ali100% (4)
- HicDocument18 pagesHicIlkin hasanovNo ratings yet
- Al Finned Tube (2111209) 2Document1 pageAl Finned Tube (2111209) 2Ammar KhaleelNo ratings yet
- LPS Training ReportDocument41 pagesLPS Training ReportPristine RishabhNo ratings yet
- Specification For: AlloyDocument9 pagesSpecification For: AlloyTarkeshwar SharmaNo ratings yet
- Casting DefectsDocument37 pagesCasting Defectssandeepkumar630% (1)
- Nontraditional Machining and Thermal Cutting Processes - Chapter 26Document67 pagesNontraditional Machining and Thermal Cutting Processes - Chapter 26xharpreetxNo ratings yet
- Galvanised Steel: From Ancient Alchemy To The Infrastructure of The FutureDocument5 pagesGalvanised Steel: From Ancient Alchemy To The Infrastructure of The FuturekhurshedlakhoNo ratings yet
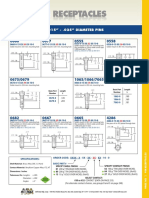
- Receptacles: FOR .015" - .025" DIAMETER PINSDocument1 pageReceptacles: FOR .015" - .025" DIAMETER PINSlorgi vanegas cardonaNo ratings yet