Professional Documents
Culture Documents
113 Sbornik PLM 1 PDF
113 Sbornik PLM 1 PDF
Uploaded by
KhoaOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
113 Sbornik PLM 1 PDF
113 Sbornik PLM 1 PDF
Uploaded by
KhoaCopyright:
Available Formats
Východiska inovačního inženýrství
Využívání metod inovačního inženýrství
Zdroje pro snižování procesních nákladů se
Východiska inovačního vyčerpávají …. bude rozhodovat inovační
inženýrství produktivita !
Inovuj (buď
kreativní) nebo
Zpracoval: doc. Dr. Ing. Ivan Mašín
….
Pracoviště: Katedra částí strojů a mechanismů
Právě probíhající roky jsou podobné těm, které jsme my i naši předchůdci
již zažili v rámci průmyslových revolucí, při zrodu průmyslového
inženýrství nebo při „revoluci kvality“ či implementaci metod „štíhlé
Tento materiál vznikl jako součást projektu In-TECH 2, který je výroby“.
spolufinancován Evropským sociálním fondem a státním rozpočtem ČR.
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Východiska inovačního inženýrství Východiska inovačního inženýrství
Inovace a inovační cykly Průběh inovačního procesu
J. A. Schumpeter (1883 – 1950) na začátku Vynálezci Inovátoři Manažeři
minulého století definoval „(ekonomickou)
e
nc
inovaci“ následovně :
tů
tů
ure
ep
ep
oj
u
by
ýv
nc
trh
nc
nk
um
ro
av
p r sti
ko
ko
ní
ko
ní
vý
zk
o
vá
ště
jí a
jí a
um
u-
• jako zavedení nového druhu výrobku
o v obil
ní
ů
sto
tu
áje
pu
trh
id e
ide
zk
je
je
s
uk
a te
a tr
pů
-O
de
trh
de
ý
vý
ah
ce
rod
• jako zavedení nového výrobního procesu
ní
ní
u
Pa za z
ro
pro
z
ín
trh
ký
na
vá
ce
ní
py
ní
•„Doplnit … nového druhu prodeje
nt
tp
sp
ha
vá
nic
en
če
ro
no
ule
toty
oj
alý
st
te
los
k le
ne
sto
jako zavedení
bě
ed
on
zv
od
ch
rů
rb
An
Pro
Zra
Ge
Ná
Ro
Ná
Uv
Po
Uk
Zh
Te
Te
Tu
• jako otevření nového trhu
• jako použití nových zdrojů surovin nebo nových polotovarů
• jako vytvoření nové organizace výroby (organizace práce)
EJ
OD
• jako vytvoření nového výrobního/obchodního seskupení IDEJE A KONCEPTY
PR
stra te g ie
mikroelektronika
laser
optické kabely
h lo u b k a z m ě n y
radar genetika
rádio/TV nanotechnologie dopad
parní stroj železnice žárovka
elektrifikace
elektronika
atomová energie frekvence o b la s t vy u žití +
K
telegraf
technologie telefon inovací
ZIS
cement
pro zpracování fotografie transformátor stu p e ň k o o p e ra ce
železa a uhlí automobil
In o v a c e
sl o žito st
NEG
m ě řítk o ATIV
hospodářské
cykly z d ro j - NÍ Z
ISK
ZTRÁTA
ob or
1750 1800 1850 1900 1950 2000 2050 ek o lo g ie
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Inovace – systematický přístup v rámci celého inovačního cyklu Východiska inovačního inženýrství
Nejnovější (malé i velké) inovace ……. v ČR ?? Využívání metod systematické kreativity
V rozboru prvků, systému a nadsystému
V rozboru rozvoje technických systémů
V systematickém rozboru vlastností
V rozboru řešení v dalších oborech
V rozboru patentových databází
Navigace
pro
vynalézání …….
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Východiska inovačního inženýrství Východiska inovačního inženýrství
Využívání metod systematické kreativity Postupy vycházející z metody TRIZ
• 39 technických parametrů
• 40 invenčních principů překonání technických
rozporů
Masivní Masivní s otvory Perforovaný
• Tabulka eliminace technických rozporů
• Pravidla a principy překonání fyzikálních rozporů
• Fyzikální efekty a jejich použití
• Chemické efekty a jejich použití
• Geometrické efekty a jejich použití
Kapilárně-porézní
Kapilárně- Gelový • Vepolové modely
porézní s výplní Zeolit
• Schemata konfliktů
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Východiska inovačního inženýrství Východiska inovačního inženýrství
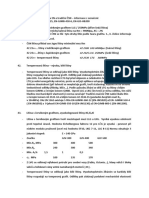
Patentový průzkum Voice of Customer (Hlas zákazníka)
silná kl adná korelace
kladná korelace
-
záporná korelace -
*
silná zá porná korelace
-
* *
Charakteristikyvýrobku
Legenda :
mm mm mm °C N ° mm n
9 bodů
teplota držadla při 0 °C (ext)
tloušťka (průměr) držadla
celková délka pr o uložení
síla potřebná pr o složení
3 body
délka držadla při použití
počet aktivních částí
1 bod
šířka záběru
Srovná ní s
konkuren čním
úhel břitu
Analýza aktivity Geografická analýza Analýza domén Analýza firem Potřeby zákazníků Váha
MIN
1 2
výrobke m K
3 4
MAX
5
velký dosah při čištění 8 K
rychlé
vyčištění minimum pohybů 6 K
plochy
velký ob jem při 1 pohybu 7 K
držadlo nestudí 7 K
komfortní 7
čištění chrání r uku před sněhem K
dobře se drží při čištění 9 K
pro různé vrstvy 7 K
univerzální
charakteristiky výrobku 8 K
pro různé povrchy
Síla korelace: použi tí
dobře se čistí i štěrbiny 4 K
silná (9 bodů) snadné
uložení
snadné uložení v zimě
snadné uložení v létě
8
2
K
střední (3 body)
Inovační potenciál Klíčová slova Problémová analýza Analýza polí malá (1 bod)
žádná (0 bodů) váha Navrhova ná hodnota
MIN 1
300 330 140 0 70 50 35 1
Porovnání s parametry 2
3
konkuren čního výrobku K K K
7 Významnost
4
MAX 5
305 118 252 118
K K
K K
K
78 184 136 262
K
2 Cílová h odnota 560 300 180 20 40 50 35 2
Další ro zpracování v QFD X X X X X X
3
zákazníkovy 8 ....
Charakteristiky součástí
Převlečná matice Trubka vnější Rukojeť
potřeby
vnější průměr - přední č ást
4
Legenda :
drsnost vnějšího povrchu
maximální tloušťka stěny
9 bodů
délka vnější trubky
drsnost povrchu
tepelná vodivost
3 body
Hráči vs. problémy
vnitřní průměr
tloušťka stěny
vnější průměr
1 1 bod
výška
6 Charakteristiky v ýrobku
délka dr žadla při použit í
celková délka po složení
560 mm 10
300 mm
Váha
3
mm mm µm mm µm mm mm W/m,K mm mm
Hráči vs. čas
5 šířka záběru
teplota držadla při čištění
180 mm
20 °C
8
síla pot řebná pro složení 40 N 2
počet aktivních částí 2 9
(3x9) + (8x1) + (1x9) + (6x3) = 62 bodů
Hráči na trhu
Navrhovaná hodnota pro kritické současti 32,3 58,0 1,6 0,8 0,08 306,0 5,2 15 43,2 23,6
Významnost 21 9 6 66 9 156 33 81 62 17
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Východiska inovačního inženýrství Východiska inovačního inženýrství
Průmyslový design Modelování výrobků a procesů
CA
vývoj/inovace
CA
modelování
plánování
vývoje
CA
konstruování řízení
3D komplexity
metodické
konstruování
simulace prototyping
2D procesů
empirické
konstruování
využití organizace custo-
stavba výpočetní vývoje mizace
algoritmy techniky
strojů
geometrické modely analýza
výkresy normalizace modely výrobků chování
zákazníků
1850 1900 1950 2000
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Východiska inovačního inženýrství Východiska inovačního inženýrství
DFX Plánování procesů
100 %
Logistika Lay-out
Náklady v produkční části životního cyklu výrobku (%)
80 % y
n áklad
o bní
výr
60 % o vl ivnit
ost
možn
dy
je d
la
40 % no
ák
du
ch
ín
os
n
tz
ob
mě
n
r
vý
20 %
Koncept Konstrukce Prototyping Testování Výroba
Value Stream Mapping
Koncept inovovaného výrobku
Návrhy na zjednodušení
struktury výrobku
DFA - Design for Assembly
a optimalizaci konceptu
DFD - Design for Disassembly
DFMT - Design for Maintenance
DFP - Design for Packing ......
Návrhy ekonomicky
Volba materiálů a procesů výhodných
materiálů a procesů
Optimální konstrukce výrobku
DFM - Design for Manufacture Detailní konstruování
součástí orientované
na minimalizaci
výrobních nákladů
Prototyp
Výroba
Předcházení vadám
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Východiska inovačního inženýrství Východiska inovačního inženýrství
PLM Metody inovačního managementu
Příklady inovačních technik a
Typ inovačních technik (IMT)
nástrojů
• audity znalostí
1 metody znalostního managementu • management technické
inženýring
dokumentace
a výroba
• patentová analýza
2 metody pro pochopení a studium trhu
• geo-marketing
zákazník
• groupware
metody podporující spolupráci lidí a
3 • týmová práce
práci v informačních sítích
• optimalizace dodavatelů
• tele-working
Moderní inovační proces je charakterizován efektivním propojením lidí, procesů a 4 metody orientované na lidské zdroje
• e-learning
znalostí napříč celým životním cyklem produktu (life-cycle). Integrace pracovníků v • simultánní inženýrství
5 metody managementu interface
řešitelských týmech a vzájemná provázanost jednotlivých fází se stává motorem Výrobková metody SI
• Interface Management
strategie
• laterální myšlení
inovačního procesu. a plánování projektové řízení
6 metody podporující kreativitu
• TRIZ/ARIZ
Koncept multiprofesní týmy
Design • Lean Manufacturing
7 metody na zlepšování procesů
Distribuční forma „práce“ v inovačním cyklu se • Lean Design
Konstrukce
Testování
prototypu • projekt management
8 metody projektového managementu
• řízení projektového portfolia
mění (?) na kooperativní formy práce . Projektování procesu
Zavádění • DFX
metody zaměřené na návrh a
do výroby
9 • Rapid Prototyping
konstruování výrobku
Zavádění
Výroba a • hodnotová analýza
sdílené informace do výroby
distribuce
Efektivní inovace je založena na kooperaci a kolaboraci….. tj. i na rámcové a dokumentace
10
metody orientované na vznik a podporu • business plán
obchodu • spin-off postupy
znalosti metod dalších profesí.
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Rozvíjení systémů a alternativní systémy
2 tendence – zjednodušování a rozvíjení systémů
Rozvíjení systémů a Zjednodušování
omezování počtu elementů
alternativní systémy Technický
systém
Nabývání doplňkových funkcí
rozvíjení TS
Zpracoval: Ing. Pavel Jirman
Tento materiál vznikl jako součást projektu In-TECH 2, který je
spolufinancován Evropským sociálním fondem a státním rozpočtem ČR.
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Rozvíjení systémů a alternativní systémy Rozvíjení systémů a alternativní systémy
Rozvíjení struktury Zavedení nových funkcí
Funkce
Plnění hlavní Doplňkové
funkce funkce
Σ F1 + Σ F2 Funkce Funkce Funkce
plní TS plní částečně plní NS
Ideálnost = -------------------------
Σ N1 + Σ N2
Výrobní Náklady
náklady doplň. funkce
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Rozvíjení systémů a alternativní systémy Rozvíjení systémů a alternativní systémy
Zdroje doplňkových funkcí Rozšíření hlavní funkce
Technologie Bezpečnost
Příklad
Technický
systém „otáčet šroubem“
Nad-systémové
požadavky
Obráběné
výrobky
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Rozvíjení systémů a alternativní systémy Rozvíjení systémů a alternativní systémy
Operace prováděné s TS Požadavky nad-systému
• operace ve stádiu skladování
• soulad s ostatními TS
• operace ve stádiu dopravy
• ohled na zvláštnosti NS
• operace ve stádiu užití
• často sledované operace
• operace ve stádiu údržby • vliv na člověka
• operace ve stádiu likvidace
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Rozvíjení systémů a alternativní systémy Rozvíjení systémů a alternativní systémy
Bezpečnost Stupně plnění funkcí
Příklad - venkovní čistění oken.
Lze čistit zevnitř?
Zvýšení komfortu plnění funkce
Řešení pro příklad čištění oken. Užití čistícího
nástroje s magnetem na obou stranách skla.
Společné čištění obou stran při fyzické přítomnosti
zevnitř.
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Rozvíjení systémů a alternativní systémy Rozvíjení systémů a alternativní systémy
Stupně plnění funkcí Stupně plnění funkcí
Částečné plnění funkce Funkce se plní „sama“
Řešení pro příklad čištění oken. Čištění s
využitím funkce okna. Vložení pěnové gumy Řešení pro příklad čištění oken. Vnější
nebo kartáče na pohyblivou část okna povrch skla sám odstraňuje nečistoty a
klouzající přes pevnou část. Samočištění samo čistí. Tento povrch nezhoršuje
zevnitř. transparentnost skla a minimálně mění
existující TS
„Aktivní sklo“ je opatřeno speciální nano
Jiné řešení pro příklad čištění oken. vrstvou vytvořenou z mikro krystalů oxidu
Využití rotačního rámu. Čištění vnější titanu, která reaguje na denní světlo (UV
strany vevnitř po otočení rámu. záření). Reakce strhává nečistoty na skle
bez potřeby čistícího prostředku. Působí
hydrofilně na vodu.
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Rozvíjení systémů a alternativní systémy Rozvíjení systémů a alternativní systémy
Záměna doplňkové funkce Konkurující a alternativní systémy
Doplňková funkce Funkce
Příklad - nůžky: Proč?
Cíl
Jak dosáhnout cíle TS1 TS2 TS3
bez konání funkce? realizuje realizuje realizuje
funkci funkci funkci
Ostření nůžek způsobem 1 způsobem 2 způsobem 3
Proč? Nová formulace
Cíl
Jak naostřit řezné Funkce přemisťovat náklad (po vodě)
hrany bez ostření?
Řezné hrany se ostří samy - nerovnoměrná tvrdost hran
Řezné hrany ostří jiné prvky - při vyjmutí z pouzdra
Řezné hrany jsou stále ostré - keramické řezné hrany
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Rozvíjení systémů a alternativní systémy Rozvíjení systémů a alternativní systémy
Konkurující a alternativní systémy Sjednocení alternativních systémů
Alternativní systémy – vzájemně si konkurující systémy s alespoň s
Sjednocení alternativních sysémů
jedním párem protichůdných předností a nedostatků
Současné
TS1 TS2
využívání
Parametr 1 + - 2 systémů
Parametr 2 - +
Parametr 3 + +
Přenos
vlastností
Příklad: pneumatika - udržovat náboj vs. tlumit nárazy Příklad: pneumatika - sjednocení
Plná
Nafukovací
Pružnost + -
- nafukovací pneumatika s pevnou vložkou
Odolnost vůči - pneumatika s porézní gumou s přetlakem
- +
defektům
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Rozvíjení systémů a alternativní systémy Rozvíjení systémů a alternativní systémy
Příklad - ložisko Algoritmus sjednocení alternativních systémů
Alternativní Sjednocené
1. Zformulovat hlavní nebo zlepšovanou funkci objektu
2. Zformulovat základní přednosti a nedostatky zdokonalovaného objektu
3. Vypracovat seznam konkurujících systémů a jejich předností a nedostatků
4. Vybrat z konkurujících systémů ty s protikladnými přednostmi a nedopstatky
5. Vybrat základní (nejjednodušší)systém ze dvou alternativních
6. Určit podstatnou vlastnost
7. Přenést podstatnou vlastnost na základní systém a zformulovat zadání (úlohu)
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Plánování projektů
Pozice časového plánování v životním cyklu projektu
Plánování projektů
Zpracoval: Ing. Petr Lepšík, Ph.D.
Pracoviště: Katedra částí a mechanismů strojů,
Fakulta strojní, Technická univerzita v Liberci
Tento materiál vznikl jako součást projektu In-TECH 2, který je
spolufinancován Evropským sociálním fondem a státním rozpočtem ČR.
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Plánování projektů Plánování projektů
Pozice časového plánování z hlediska trojimperativu Grafické nástroje časového plánování
• Již víme, že projekt je „trojrozměrný“. • Úsečkový (Gan ův diagram) ─ nezohledňuje vazby mezi úkoly
• Časové plánování se vztahuje k ose „čas“ a je dáno • Diagram milníků ─ nezohledňuje vazby mezi úkoly
časovým plánem. • Síťové grafy ─ zohledňuje vazby mezi úkoly
Výpočet zpřesněného odhadu doby trvání
• Odhad času metodou PERT
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Plánování projektů Plánování projektů
Použití plánovacích dokumentů ve fázi sledování Ganttovy diagramy (úsečkové diagramy)
Hierarchická struktura činností
• Poskytují informaci o umístění úkolu na časové ose a o jeho délce trvání.
čísla úkolů • Výkazy odpracovaných hodin Nezohledňují vazby mezi úkoly.
Plánovací dokumenty projektu
• Nákupní objednávky
• Vyúčtování cestovních výdajů • Ganttův diagram tak, jak ho známe z MS Project je jedna z forem síťového
1 • Jiné výdaje grafu, lze ho chápat jako modifikovaný Ganttův diagram.
Síťový graf (vazby mezi úkoly)
skutečnost týden 1 týden 2 týden 3 týden 4 týden 5 týden 6 týden 7
Úkol 1
Úkol 2
Úkol Úkol 3
2
Ganttův diagram (časové rozvržení úkolů) Úkol 4
• Plán
plán • Skutečnost Úkol 5
Odhadované • rozdíl Úkol 6
náklady
Úkol 7
Úkol 8
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Plánování projektů Plánování projektů
Zobrazení Ganttova diagramu v MS Project Diagramy milníků
• Díky vazbám a časové ose je grafická část zobrazení Ganttova diagramu tvořena • Milník – bod na časové ose, značící konec fáze projektu, konec
síťovým grafem (AOA – činnost na šipce) časovou stupnicí. souhrnného úkolu, nebo významnou událost v projektu.
• Dokončení úkolu není milník.
• Milníků by nemělo být moc (k milníku se váže i kontrola plnění).
• Diagram milníků poskytují informaci o dokončení fáze projektu,
souhrnného úkolu projektu, nebo významnou událost v projektu.
týden 1 týden 2 týden 3 týden 4 týden 5 týden 6 týden 7
Konec fáze 1 X
Konec fáze 2 X
Konec fáze 3 X
Konec fáze 4 X
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Plánování projektů Plánování projektů
Síťové grafy Síťové grafy
Precedenční diagram PDM (činnost v uzlu AIN)
• Zachycují vazby mezi úkoly.
• Existuje více typů síťových grafů: A2 G
A1
– PERT (metoda vyhodnocení a kontroly programu) – událost v uzlu (EIN) – Graf PERT
– PDM (precedenční diagram) – činnost v uzlu (AIN) – uzlově orientovaný graf H
D F
– ADM (šipkový diagram) – činnost na hraně (šipce) AOA – hranově orientovaný síťový E
graf Zahájení Dokončení
B1
– AOA s časovou stupnicí
B2
C3
EIN konec 1 konec 2 C1 C2
AIN činnost 1 činnost 2
činnost
AOA
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Plánování projektů Plánování projektů
Síťové grafy Síťové grafy v MS Project
Šipkový diagram ADM (činnost na šipce AOA) • Síťový graf (typu AIN-činnost v uzlu) v zobrazení Síťový diagram v MS
Project.
• Kritická cesta zobrazena červeně.
Legenda:
činnost A1 A2
kritická cesta G
D
Dokončení
časová rezerva
Zahájení
H
fiktivní činnost F
B1 E fiktivní
B2 činnost
C1 C2 C3
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Plánování projektů Plánování projektů
Kritická cesta a kritické úkoly Provádění odhadů pracnosti
Zahrnutí statistické neurčitosti do časového plánu projektu.
Kritická cesta - soubor kritických úkolů“
• Vážený aritmetický průměr
Kritický úkol - takový úkol, jehož zpoždění Trojúhelníkové (triangulární)
dokončení má bezprostřední vliv na n pravděpodobnostní rozdělení
dokončení celého projektu (způsobí ∑ x ⋅w i i P
zpoždění dokončení projektu). x= i =1
n
∑w i =1
i
- Kritické úkoly mají obecně vyšší prioritu, než
nekritické úkoly.
• Vzorec PERT
toptim + 4 ⋅ tocek + t pesim toptim t ocek t pesim t
t=
Zobrazení kritické cesty v MS Project. Kritické úkoly (červené pruhy), 6
nekritické úkoly (modré pruhy). Znázornění rezervy (zelené úsečky).
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Plánování projektů Plánování projektů
Provádění odhadů pracnosti Provádění odhadů pracnosti pomocí MS Project
Příklad: 1) Zobrazit – Panely nástrojů – Analýza PERT ...
• Vypočtěte zpřesněný odhad doby trvání cvičného projektu
2) „List zadávání analýzy PERT“
• Úkoly mají vazbu typu FS (finish to start)
• Doby trvání volte dle tabulky 3) „Formulář zadávání analýzy PERT“ 4) „Nastavit váhy analýzy PERT“
. .
5) „Vypočítat analýzu PERT“
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Plánování projektů Plánování projektů
Provádění odhadů pracnosti pomocí MS Project Provádění odhadů pracnosti
6) „Optimistická, očekávaná a pesimistická doba trvání“ ... Porovnání odhadu pracnosti se zpřesňujícím odhadem a bez zpřesňujícího výpočtu
• Bez zpřesňujícího výpočtu … 16 dní
• Se zpřesňujícím výpočtem … 17 dní 1 hod 21 min
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
PLM systémy, DFX a CAD
Současný stav CAD systémů v konstrukci strojů
Kam dál? Když:
vývoj dvourozměrných CAD systémů byl prakticky ukončen v roce 1987,
PLM systémy, DFX a CAD vývoj třírozměrných CAD systémů byl prakticky ukončen v roce 1996,
neexistuje nenakreslitelné,
existuje široká základna lidí znalá práce v 3D CAD systémech.
Vycházím z předpokladu, že páteřní systém firmy vznikne na platformě „CADovské“ s maximální
možností čerpání údajů pro řízení systému z CAD dat.
Důvod:
• CAD data jsou virtuální prototypy nesoucí všechny údaje o výrobku a jeho výrobě, montáži,
užití, recyklaci…
Zpracoval: Prof. Ing. Ladislav Ševčík, CSc • jsou základem virtuálních simulací v celém inovačním cyklu,
• obsahují konstrukční řešení, které má podstatný vliv na cenu výrobku,
Pracoviště: Katedra částí a mechanismů strojů • zahrnují většinu technologických údajů o výrobku,
• jsou používaná v celém inovačním cyklu výrobku.
Proč tyto složité systémy?
především pro odstranění řady činností, které jsou ve finále důvodem zdržení,
nepřehledností a ztrát. Jedná se například o různé přepisování, hledání, kontroly,
porovnávání variant a zejména opomenutí důležitých souvislostí, předchozích zkušeností a
Tento materiál vznikl jako součást projektu In-TECH 2, který je návazností.
spolufinancován Evropským sociálním fondem a státním rozpočtem ČR.
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
PLM systémy, DFX a CAD PLM systémy, DFX a CAD
Řízení životního cyklu výrobku Základní axiomy PLM systémů
Co je to PLM?
• v popředí všech činností stojí stále více zákazník, který by měl mít
• Do PLM patří všechny činnosti od
průzkumu trhu, plánování, myšlenky, možnost ovlivnit inovační proces,
nápadu, přes vývoj, konstrukci, • informační technologie poskytují stále větší možnosti pracovat s
zkoušení, výrobu, prodej, funkční výrobkem jako s virtuálním prototypem, prakticky jej lze navrhnout,
období až po demontáž a recyklaci.
zkonstruovat, ověřit a technologicky připravit bez nutnosti jeho reálné
• PLM je týmovou prací mnoha
specialistů s často paralelním výroby,
přístupem. • na vývoji výrobku spolupracují vývojové týmy, které mohou být
• PLM je páteřní systém firmy. rozloženy ve firmách kdekoli na světě - výrobek potom vzniká jako
pomyslná stavebnice jednotlivých částí,
PLM je komplexní systém a jeho součástí jsou systémy PDM/EDM (Product Data • komunikace probíhá nejčastěji v digitální podobě pomocí internetu a
Management / Engineering Data Management), u kterých se jedná převážně o databázových prostředí s vysokým stupněm zabezpečení,
kompletní správu dokumentace zahrnující i nástroje pro týmovou spolupráci
pracovníků ve firmách s celoživotní správou dat o výrobku. PDM/EDM zajišťují • do řešení se integrují mezinárodní standardy a normy.
spolupráci mezi jednotlivými odděleními, pobočkami, dodavateli, včetně řízení
projektů s uvažováním vnitřních i vnějších zdrojů.
Tyto systémy umí hledat podobná konstrukční řešení na základě stavby stromu a
povrchové geometrie.
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
PLM systémy, DFX a CAD PLM systémy, DFX a CAD
Systém řízení životního cyklu výrobku Současný stav řešení na platformě - CADovské
Technologie
Firma IBM v současné době
MPM - Manufacturing Process Management,
CPD - Continuing Professional Development.
nabízí řešení „PLM 2.0“ stojící na
Metody
DFX - design for X,
pěti pilířích
ETO - Electronic technology office,
NPD - New Products development,
Nástroje
AEC - Architecture, Engineering and
Construction,
CAPP - Computer Aided Product Planning,
CAQ - Computer Aided Quality,
MRO - Maintenance, repair and operations,
Req. Man. - Requirements Management tools,
PPM - Product and Portfolio Management,
CAID -Computer Aided Industrial Design,
EDA - Electronic Design Automation, 3Dvia V6 (tvorba moderní technické dokumentace, s nástroji pro zpracování
CAE - Computer aided Engineering.
SRM - Supplier Relationship Management, funkčních tolerancí a anotací),
SCM - Supply chain management. Enovia V6 (otevřené prostředí pro on-line spolupráci nad jednotnou datovou bází),
CRM – Customer Relationship Management
ERP – Enterprise Resource Planning Delmia V6 (plně integrované řešení pro správu dat),
Simulia V6 (systém pro tvorbu náročných virtuálních analýz) a
Catia V6 zřejmě nejkomplexnější CAD systém
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
PLM systémy, DFX a CAD PLM systémy, DFX a CAD
Současný stav řešení na platformě CADovské Co chybí zejména integrovat do PLM systémů z hlediska konstrukce
Firma „Siemens PLM system“ dříve Unigraphics
Metody DFX
• DFA Design for Assembly – návrh z hlediska montáže,
• DFM Design for Manufacture – návrh z hlediska výroby,
• DFD Design for Disassembly - návrh z hlediska demontáže,
• DFE Design for Environment - návrh s ohledem na životní prostředí,
• DFSS Design for Six Sigma – návrh z hlediska pravděpodobnosti, statistiky,
• Design For Testability / Inspectability - návrh z hlediska testování a kontroly,
• Design For Trouble Free And Reliability - návrh z hlediska bezporuchovosti a
spolehlivosti,
• Design For Maintainability / Serviceability - návrh z hlediska údržby, opravitelnosti,
• Design for Transportation and Packaging - návrh z hlediska dopravy a balení,
• Design For Upgrade - návrh z hlediska zdokonalení, rozšíření,
• Design For Installability - návrh z hlediska zamontovatelnosti, instalovatelnosti,
• Design For Safeness And Guarantee - návrh z hlediska bezpečnosti a garance,
• a další….
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
PLM systémy, DFX a CAD PLM systémy, DFX a CAD
Optimalizace je jádrem PLM systémů Vložení šroubového spoje do PLM
• Například při vložení šroubového spoje by došlo k zápisu, do prvku analýza, typu
• Prvky analýzy (analýza a závislé parametry) jsou od této chvíle závislé prvky stromu a budou šroubu, matice, podložky, typu potřebných děr, závitů do stromu sestavy a k
automaticky aktualizovány do změn v návrhu. Prvek Analýza provádí analýzu geometrie a optimalizaci jeho velikosti.
parametrů modelu.
• Proveditelnost studie (Feasibility) řeší následující problém: nalézt hodnoty souboru rozměrů • Nalezení podobných řešení a připojení metadat.
(uvnitř stanovených rozmezí), které vyhovují souboru podmínek u měřených parametrů. • Pro celou sestavu by potom došlo k vyčíslení obtížnosti v různých oblastech DFX.
Měřené parametry jsou parametry prvku analýzy. Na tyto parametry mohou být kladeny různé
požadavky, mohou být stejné, větší nebo menší než specifikované hodnoty, nebo může být • A nakonec k optimalizaci z hlediska výroby, montáže, demontáže, kusovníku,
požadována přesná číselná hodnota daného parametru. ceníku, nákupu, údržby, spolehlivosti, testování, balení…
• Optimalizační studie řeší proveditelnost problému s dodatečnou podmínkou cíl. Cílem je
minimalizovat nebo maximalizovat některý parametr prvku analýzy. Tyto schopnosti umožňují
automatizaci ideálních řešení problémů, které by mohly být řešeny pouze manuálním
opakováním a dále bez záruky nejlepšího nebo dokonce i přesného řešení.
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
PLM systémy, DFX a CAD PLM systémy, DFX a CAD
Budoucnost PLM systémů Vliv metod DFX na náklady
• SOA (Service Oriented Architecture)
Odhad počtu
• násobně zvýšit výkon výpočetní techniky, vyráběných dílů by
• systematický sběr různých typů dat, měl být zodpovědně
• vytěžení maxima z CAD dat, proveden pracovníky
odbytu. Na počtu dílů
• propracované CAD technologie, závisí návrh
• inteligentní CAD modely, konstrukce,
• propojení CAD dat s ostatními typy dat, technologie výroby,
montáž viz obr.
• naprogramování chybějících modulů.
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Design
PLM systémy, for
DFX „X“
a CAD PLM systémy, DFX a CAD
Vliv metod DFX na náklady DFA- Metodika hodnocení sestavy
Příklad složitosti systému
„cena – technické řešení
“
je ukázán na
jednoduchém příkladu
šroubového spoje.
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
PLM systémy, DFX a CAD PLM systémy, DFX a CAD
DFA- Metodika hodnocení sestavy Zjednodušení montáže změnou technologie
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
PLM systémy, DFX a CAD PLM systémy, DFX a CAD
Změna přístupu ke konstrukci dílů Moduly
Další cestou je vytváření modulů. Moduly jsou dodávány subdodavateli a
vznikají zejména při použití technologií předchozí cesty. Moduly se
neopravují, pouze se vyměňují za nové. Například u automobilů jsou zadní
plastové dveře lepeny do modulu, nelze je opravovat a vyměňují se za nové. I
logistika vrcholové montáže je v tomto případě jednodušší.
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
PLM systémy, DFX a CAD PLM systémy, DFX a CAD
DFM- Design for Manufacturing Příklad využití metody DFM
• jednoduchost,
• standardní materiály a komponenty,
• standardizovaný návrh konstrukce výrobku,
• volné tolerování,
• cenové faktory DFM analyzovali alternativní metody výroby dílů a výrobků
jak jednotlivých operací, tak kompletního procesu výroby a konfrontovali
cenové změny ve spojením s konstrukčními materiály, přímými mzdovými
náklady, nepřímými mzdovými náklady, cenou speciálního nářadí,
pomocným materiálem, pomůckami, cenou investic a cenou dalších faktorů,
• zabránění obecných poznámek na výkrese,
• systém kotování pro definování funkčnosti,
• používání nástrojů se všeobecným užitím ve výrobě,
• sražené rohy a rádiusy vytvářet raději pomocí technologií než obráběním,
• snadné obrábění, co nejmenší počet upínání výrobků ve stroji při obrábění,
• jakmile je to jen trošku možné používat netřískové technologie jako např. lití,
kování, formování, střihání, práškové technologie,
• pro lití, vstřikování používat stěny se stejnou tloušťkou,
• tvarové prvky umisťovat s ohledem na technologii výroby. Např. díry
nenavrhovat blízko sebe...
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
PLM systémy, DFX a CAD PLM systémy, DFX a CAD
Metoda DFE DFE - Ekologický audit
Tři základní součásti:
Modul DFX - Poradce ekologickou volbou materiálů
Poradce ekologickou volbou materiálů je snadno použitelný, interaktivní nástroj v rámci CAD
• návrh výrobku s ohledem na ekologickou výrobu,
softwaru. Program umožňuje konstruktérům, aby se zabývali svým návrhem z hlediska vlivu
– ne-toxické procesy a výroby materiálů,
– minimální energetickou spotřebu, výrobku na životní prostředí a to jak z pohledu výroby materiálů potřebných k výrobě výrobku,
– minimální vznik emisí, tak použité technologie na výrobu dílů, tak i recyklace. Modul byl vyvinutý společnostmi
– minimalizaci odpadu, zbytků a vedlejších produktů. Autodesk a Granta Design. Hlavním nástrojem je autoritativní databáze materiálů a osvědčená
• návrh výrobku s ohledem na ekologické balení, technologie "eko-auditu".
– minimální spotřebu materiálu,
– opětovně použitelné palety, krabice,
– recyklovatelný obalový materiál,
– biologicky odbouratelný materiál.
• návrh výrobku s ohledem na odvoz a recyklaci, znovu využitelné, renovovatelné součásti a
sestavy výrobku,
– výběr materiálů z obnovitelných zdrojů,
– minimalizace toxicity,
– nepoužívat výplňový materiál do plastů jako je skelná vlákna a uhlík,
– minimalizovat počet druhů materiálů, barevně rozlišit oddělitelné druhy materiálů,
– identifikace materiálů k ulehčení třídění,
– konstruovat díly snadno demontovatelné a oddělitelné,
– zamezit použití lepidel,
– omezit kontaminace lepidly, nátěry, pokovování plastů,
– snažit se použít recyklované materiály ve směsi s novým poprvé použitým materiálem,
– návrh výrobku z hlediska opravitelnosti s minimalizací nákladů na přípravu opravy.
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
PLM systémy, DFX a CAD PLM systémy, DFX a CAD
První fáze Eco auditu Vstup a výstup z Eco auditu
Všechny materiály mají životní cyklus (viz níže). Jsou vyráběny, z nich • Škody na životním prostředí se vyskytují ve všech čtyřech
se vyrobí výrobek, který se používá i a na konci svého života fázích cyklu. Při Eco návrhu je nutné brát v úvahu dopad
recykluje nebo zlikviduje. tohoto celého životního cyklu výrobku. Před návrháři výrobků
je nelehký cíl, minimalizovat toto poškození. Návrháři
potřebují rychlý a účinný prostředek pro odhad vlivu výrobku
na životní prostředí aby se mohli zaměřit na nejvýznamnější
životní fáze výrobku z hlediska ekologie.
• Většina firem však k takové kvantitativní
vyhodnocení nedělá, protože nemá rychlé
a praktické softwarové nástroje.
Životní cyklus z pohledu ekologie Vstup a výstup z Eco Audit Tool
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
PLM systémy, DFX a CAD PLM systémy, DFX a CAD
Výsledky eko-auditu první fáze Druhá fáze - Optimalizace ekologických dopadů
Výsledky jsou zaznamenány v podobě grafů (viz výše) a Diagram znázorňuje celý životní cyklus. Například, pokud výrobní fáze dominuje, můžete se snažit
identifikovat materiály, které plní stejnou funkci, ale s technologií která má nižší energetickou
ve formě tabulky, umožňující další kvantitativní analýzu.
náročnosti při výrobě. Pokud se s výrobkem ve fázi užití pohybuje, můžete se zaměřit na výběr
Generování této informace v rané fázi procesu návrhu materiálů s nižší hmotností.
výrobku usměrňuje použití materiálů a výrobních
technologií použitých na výrobu výrobku. V této fázi
vývoje má prováděná analýza největší význam při
nejmenších nákladech na vývoj. V programu byla tato
analýza rozšířena tak, aby zahrnovala dopady výroby,
odpady a druhotné zpracování (např. obrábění, spojování
a povrchové úpravy). Dále byly přidány údaje o běžných
elektronických součástkách a zpracování odpadu k
dalšímu využití na konci životnosti produktu. Tyto změny
byly sladěny s reálnými výrobními scénáři v souladu s
PAS 2050 standardem pro emise skleníkových plynů.
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
PLM systémy, DFX a CAD PLM systémy, DFX a CAD
Metoda DFD Design For Testability / Inspectability
DFD následujícími hledisky: • používání rozměrových, geometrických tolerancí, RPS bodů, v souladu
s kvalitou povrchu způsobí jednotnou reprezentaci konstrukčního
• snadno oddělit díly bez jejich zničení, které lze repasovat, opravit a záměru. Specifikací parametrů a tolerancí výrobku lze vytipovat zařízení
nebo dále použít, schopných výroby výrobku v daných tolerancích a ne naopak, snažit se
• snadno díly vyčistit bez negativního vlivu čistidla na životní prostředí, vyhovět danému výrobnímu zařízení,
• snadná repase doplněním opotřebeného materiálu, • opatření testovacími body, přístupem k testovacím bodům, spojením a
dostatečným reálným stavem podpory testovacích bodů. Vybudováním
• snadné testování repasovaných dílů, spojení testovacích bodů a vestavění testovacích schopností,
• snadná zpětná montáž repasovaných dílů do sestavy, • standardní spojení a rozhraní k vnějšímu použití standardních
• používat v konstrukci díly, které lze snadno recyklovat, testovacích zařízení, a snaha redukovat nastavení a spojení výrobku
• konstruovat tak, aby bylo možné třídění kovů do skupin zvyšující cenu během testování,
odpadu, • automatizovaný test zařízení,
• snadno oddělit díly z umělých hmot, které je možno renovovat nebo • zabudovaný test a diagnostika schopna provést sebe-otestování ve
recyklovat, výrobním zařízení i v terénu,
• díly vyrobené z nebezpečných materiálů pro životní prostředí musí být • fyzické a elektrické oddělení usnadňující testování a isolaci poruch.
snadno oddělitelné a reprodukovatelné.
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
PLM systémy, DFX a CAD PLM systémy, DFX a CAD
Měření součástí z obecných ploch Design For Trouble Free And Reliability
Příručky návrhu z hlediska spolehlivosti a bezporuchovosti obsahují
následující:
• očekávaný rozsahu provozního prostředí,
• postup minimalizace nebo vyrovnání napětí a teplotního zatížení,
• postup snižování citlivosti na napětí a zatížení,
• způsob provedení výpočtů komponent v krajních mezích,
• návod na použití komponent a materiálů s dobře charakterizovanou
spolehlivostí,
• návod a postup na snižování počtu dílů a jejich vzájemných
kontaktů,
• návod a postup na zvýšení kapacity výroby se zajištěním větší
spolehlivosti dílů a sestav.
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
PLM systémy, DFX a CAD PLM systémy, DFX a CAD
Design for Transportation and Packaging Design For Maintainability / Serviceability
Základní pravidla pro návrh obsahují:
• definování zemí příjemců,
• definování norem platných v zemi příjemců - mohou být • minimalizovat počet míst údržby,
globální a lokální normy, např. normy EU a ještě normy BS, • snadný přístup k místům údržby, čištění,
• definování parametrů zdrojů energie v zemích příjemců, • malý počet nástrojů k rozebrání a sestavení,
• definování klimatu v zemích příjemců zboží, • snadná vizuální kontrola,
• povolení a podmínky prodeje v zemích příjemců zboží, • jednoduchá procedura výměny,
• popisy a návody v řeči země příjemců jak pro výrobek, tak • udržovatelné a „servisovatelné“ díly snadno přístupné a vyměnitelné,
pro dopravu, nahraditelné,
• způsob přepravy, zajištění fyzikálních parametrů během • krytování těžko-udržovatelných míst se složitým tvarem ploch,
přepravy, speciální antikorozní úpravy, mechanické úpravy • použití rychlých upevňovacích a povolovacích mechanismů ke
např. zajištění ložisek, snadnému přístupu k “servisovatelným“ místům,
• tvar, rozměr, materiál přepravních beden. • vestavěné samo testovací zařízení,
• při výměně nebo údržbě snižovat požadavky na seřízení,
• používat co nejvíce standardních dílů.
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Moderní metody navrhování převodových ústrojí
Ozubená kola a převody
Moderní metody Základní rozdělení ozubených kol
navrhování převodových Válcová - s přímými zuby
- se šikmými zuby
ústrojí Kuželová - s přímými zuby
- se šikmými zuby
Zpracoval: Ing. Rudolf Martonka, Ph.D.
Ostatní – Šneková s globoidním ozubením, Šroubová,…
Pracoviště: Katedra částí a mechanismů strojů, Fakulta strojní, Technická
univerzita v Liberci
Tento materiál vznikl jako součást projektu In-TECH 2, který je
spolufinancován Evropským sociálním fondem a státním rozpočtem ČR.
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Moderní metody navrhování převodových ústrojí Moderní metody navrhování převodových ústrojí
Základní parametr – Modul Základní parametr – Modul
Modul je konstanta ozubeného kola, ze kterého jsou odvozeny veškeré
rozměry.
Modul – m je definován jako π -tá část rozteče - t.
Rozteč – t je vzdálenost os dvou sousedních zubů na roztečné kružnici
m = t / π
Tabulka normalizovaných modulů
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Moderní metody navrhování převodových ústrojí Moderní metody navrhování převodových ústrojí
Výroba ozubených kol Výroba ozubených kol
Ozubená kola se vyrábí několika způsoby výroby. Dva základní způsoby jsou Frézování:
obrážením (hřeben, kolečko) nebo frézováním ( modulová fréza, odvalovací
fréza).
Obrážení:
Ozubený hřeben Obrážecí kolečko
Modulová fréza Odvalovací fréza
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Moderní metody navrhování převodových ústrojí Moderní metody navrhování převodových ústrojí
Válcová ozubená kola Válcová kola s přímými zuby - rozměry
S přímými zuby Se šikmými zuby
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Moderní metody navrhování převodových ústrojí Moderní metody navrhování převodových ústrojí
Válcová kola s přímými zuby - rozměry Válcová kola se šikmými zuby - rozměry
Základní veličiny:
Modul – m Počet zubů – z Úhel záběru – α
Vypočtené rozměry:
Výška zubu – h h = ha +hf
Výška hlavy zubu – ha ha = 1 * m
Výška paty zubu – hf hf = 1,25 * m
Hlavová vůle – c c = 0,25 * m
Zaoblení paty – r r = 0,38 * m
Roztečný průměr – D D=m*z
Hlavový průměr – Da Da = D + 2*ha = m * z +2 * 1 * m = m* ( z + 2 )
Patní průměr – Df Df = D – 2* hf = m * z - 2 * 1,25 * m = m* ( z - 2,5 )
Průměr základní kružnice – Db Evolventní plocha zubu Směr sklonu zubu
Db = D * cos α = m * z* cos α
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Moderní metody navrhování převodových ústrojí Moderní metody navrhování převodových ústrojí
Válcová kola se šikmými zuby - rozměry Kuželová ozubená kola
Základní veličiny:
Modul – m Počet zubů – z Úhel záběru – α Úhel sklonu zubu – β
S přímými zuby Se šikmými zuby
Vypočtené rozměry:
Výška zubu – h h = ha +hf
Výška hlavy zubu – ha ha = 1 * m
Výška paty zubu – hf hf = 1,25 * m
Hlavová vůle – c c = 0,25 * m
Zaoblení paty – r r = 0,38 * m
Roztečný průměr – D D = m * z / cos β
Hlavový průměr – Da Da = D + 2*ha = m * z / cos β +2 * 1 * m
Patní průměr – Df Df = D – 2* hf = m * z / cos β - 2 * 1,25 * m
Průměr základní kružnice – Db
Db = D * cos α = m * z* cos α
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Moderní metody navrhování převodových ústrojí Moderní metody navrhování převodových ústrojí
Kuželová kola s přímými zuby - rozměry Kuželová kola s přímými zuby - rozměry
Základní veličiny:
Modul – m Počet zubů – z Úhel záběru – α Úhel roztečného kužele – δ
Vypočtené rozměry:
Výška zubu – h h = ha +hf
Výška hlavy zubu – ha ha = 1 * m
Výška paty zubu – hf hf = 1,2 * m
Hlavová vůle – c c = 0,2 * m
Zaoblení paty – r r = 0,3 * m
Roztečný průměr – D D=m*z
Hlavový průměr – Da Da = D + 2*ha*cos δ = m*z +2*m*cos δ
Patní průměr – Df Df = D – 2* hf*cos δ = m*z – 2,5*m*cos δ
Délka površky roztečného kužele – Re
Re = D/2 * sin δ
Geometrie
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Moderní metody navrhování převodových ústrojí Moderní metody navrhování převodových ústrojí
Ostatní kola Ostatní kola
Šnekové globoidní soukolí Šípové kolo Kuželové kolo s kosinovým ozubením
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Moderní metody navrhování převodových ústrojí Moderní metody navrhování převodových ústrojí
Ostatní kola Převody – Převodovky
Šroubové soukolí Kuželové kolo s hypoidním ozubením
Čelní převodovky – válcová ozubená kola
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Moderní metody navrhování převodových ústrojí Moderní metody navrhování převodových ústrojí
Převody – Převodovky Převody – Převodovky
Kuželo-čelní převodovky – válcová a kuželová ozubená kola Šneková převodovka Šroubová převodovka
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Dynamická analýza šestičlenného mechanismu
Schéma mechanismu
Dynamická analýza
kloubového mechanismu
Zpracoval: Doc. Ing. Martin Bílek, Ph.D.
Pracoviště: katedra textilních a jednoúčelových strojů(TUL)
Tento materiál vznikl jako součást projektu In-TECH 2, který je
spolufinancován Evropským sociálním fondem a státním rozpočtem ČR.
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Dynamická analýza šestičlenného mechanismu Dynamická analýza šestičlenného mechanismu
Zjednodušující předpoklady řešení Lagrangeova rovnice II. druhu
• hmotnost pracovního prvku a členů mechanismu sloužících k jeho
zdvihu jsou nahrazeny hmotnými body na koncích úhlových pák. Pro sestavení pohybových rovnic
• vahadla mechanismu považujeme za pružné členy. Ohybová tuhost využijeme Lagrangeovy rovnice II. druhu
vybraných vahadel je nahrazena torzní tuhostí spojovací (torzní) tyče, ve tvaru:
• ojnice mechanismu jsou uvažovány jako dokonale tuhé členy a pro
d dK ∂K ∂U ∂R
matematický popis jsou nahrazeny dvěma hmotnými body umístěnými
v místech kinematických dvojic mechanismu,
− =Q− −
• ve výpočtu jsou uvažovány vůle v kinematických dvojicích. Tyto vůle
jsou nahrazeny úhlovými výchylkami vahadel mechanismu, dt dq&i ∂qi ∂qi ∂q&i
• pružné členy jsou tlumeny viskózním tlumením s koeficienty tlumení b,
• v modelu se uvažuje silové působení normálové reakce mezi nitěnkou a kde i = 2, 4, 6. (K-kinetická
nosným drátem brdového listu.
energie, U-potenciální energie,
R - disipativní funkce)
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Dynamická analýza šestičlenného mechanismu Dynamická analýza šestičlenného mechanismu
Celková kinetická energie soustavy Celková potenciální energie soustavy
K=
1 1 1
I 2 P ϕ& 22 P + I 4 ϕ& 24 + I 4 P ϕ& 24 P + U=
1
(ϕ2 P − ϕ2 )2 k 2 + 1 (ϕ4 P − ϕ4 + α )2 k4 +
2 2 2 2 2
+ (ϕ4 L − ϕ4 − β) k 4 L + (ϕ6 L − ϕ6 − γ ) k 6 L
1 1 1 1 2 1 2
+ I 4 L ϕ& 4 L + I 6 ϕ& 6 + I 6 L ϕ& 62 L
2 2
2 2
2 2 2
β
β 3 6 L,6 M
6 L,6 M ϕ2 4
FN
ϕ2 3 4 FN ϕ4 5
C4M ,C4L
FN α ϕ4P
FN ϕ4 5
C4M ,C4L ϕ2P ϕ4L ϕ6
α ϕ4P
ϕ2P ϕ4L ϕ6 2P la
la lb
2P lb C2 4 L ,4 M C4 ,C 4M ,C 4L γ
C2 4 L ,4 M C4 ,C 4M ,C 4L γ 6
6
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Dynamická analýza šestičlenného mechanismu Dynamická analýza šestičlenného mechanismu
Disipativní funkce Převodová funkce
Převodová funkce mezi
R=
1
(ϕ& 2 P − ϕ& 2 )2 .b2 + 1 (ϕ& 4 P − ϕ& 4 )2 .b4 + ϕ 2 P (ϕ 4 P ), ϕ& 2 P (ϕ& 4 P )
2 2
a
+ (ϕ& 4 L − ϕ& 4 ) .b3 + (ϕ& 6 L − ϕ& 6 )2 .b4
1 2 1
ϕ 4 (ϕ 6 ), ϕ& 4 (ϕ&6 )
2 2
β
6 L,6 M df (ϕ 4 ) dµ 24
ν 24 =
ϕ& 4 = ν 24 ⋅ ϕ& 2 P
3
ϕ2
ϕ 4 = µ 24 ⋅ ϕ 2 P µ 24 =
4
FN
FN
α
ϕ4 5
C4M ,C4L
dϕ 2 P dϕ 2 P
ϕ2P ϕ4L ϕ4P ϕ6
2P la
lb
df (ϕ 6 ) dµ 46
C2 4 L ,4 M C4 ,C 4M ,C 4L γ ϕ 6 = µ 46 ⋅ ϕ 4 P ϕ& 6 = ν 46 ⋅ ϕ& 4 P µ 46 = ν 46 =
6 dϕ 4 P dϕ 4 P
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Dynamická analýza šestičlenného mechanismu Dynamická analýza šestičlenného mechanismu
Sestavení pohybových rovnic Příklad určení pohybové rovnice členu 2P
∂K
d dK ∂K ∂U ∂R = I 2P ⋅ ϕ& 2P + I 4 ⋅ µ224 ⋅ ϕ& 2P
⋅ − =Q− − ∂ϕ& 2P
dt dq&i ∂qi ∂qi ∂q&i
d ∂K
= I 2P ⋅ ϕ
&& 2 P + 2I 4µ24υ24ϕ
&& 2 P
∂K
∂ϕ& 2 P
= I 2 P ⋅ ϕ& 2 P + ...... dt ∂ϕ2P
d ∂K
= I 2 P ⋅ ϕ&&2 P + ......
dt ∂ϕ 2 P
∂U
= k2 ⋅ (ϕ2P − ϕ2 ) + k4µ24 ⋅ (ϕ4P − ϕ4 + α) + k4Lµ24 ⋅ (ϕ4L − ϕ4 − β)
∂U
∂ϕ2P
= k 2 ⋅ (ϕ 2 − ϕ 2 P − α ) + ...
∂ϕ 2 P
∂R
∂R
= b2 ⋅ (ϕ& 2 − ϕ& 2 P ) + ... = b2 ⋅ (ϕ
& 2P −ϕ
& 2) +b4µ24 ⋅ (ϕ
& 4P −ϕ& 4) +b4Lµ24 ⋅ (ϕ
& 4L −ϕ& 4)
∂ϕ& 2 P ∂ϕ& 2P
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Dynamická analýza šestičlenného mechanismu Dynamická analýza šestičlenného mechanismu
Pohybová rovnice pro člen 2P a 4P Pohybová rovnice pro člen 4L a 6L
ϕ
&& 2 P ( I 2 P + I 4µ 24 ) = − I 4 .µ 24 .ν 24 .ϕ& 2 P −
2 2
− k 2 (ϕ 2 P − ϕ 2 ) + k 4µ 24 (ϕ 4 P − ϕ 4 + β) + ϕ
&& 4 L I 4 L = − k 4 L (ϕ 4 L − ϕ 4 − α ) − b4 L (ϕ& 4 L − ϕ& 4 )
+ b2 (ϕ& 2 P − ϕ& 2 ) + b4µ 24 (ϕ& 4 P − ϕ& 4 )
ϕ
&& 6 L I 6 L = −k 6 L (ϕ6 L − ϕ 6 − γ ) − b6 L (ϕ& 6 L − ϕ& 6 )
ϕ
&& 4 P ( I 4 + I 6µ 46 ) = − I 6 .µ 46 .ν 46 .ϕ& 4 P −
2 2
− k 4 (ϕ 4 P − ϕ 4 + β) + k 6 L µ 46 (ϕ6 L − ϕ6 − γ ) +
+ b4 (ϕ& 4 P − ϕ& 4 ) + b6 L µ 46 (ϕ& 6 L − ϕ& 6 )
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Dynamická analýza šestičlenného mechanismu Dynamická analýza šestičlenného mechanismu
Implementace vůlí do kinematických vazeb Výsledky řešení pohybových rovnic
Do matematického modelu je možné
zahrnout vůle v kinematických vazbách
ϕiP − ϕi ≤ Φ i ≈ ϕiP - ϕi = 0
Výsledky řešení pohybových rovnic
ϕiP − ϕi > Φ i ≈ ϕiP - ϕi ⇒ ϕiP - ϕi - Φ i
ϕiP − ϕi < −Φ i ≈ ϕiP - ϕi ⇒ ϕiP - ϕi + Φ i
kde i = 2, 4.
Průběh zrychlení (člen 6L)
Úhlová rychlost 30 rad.s-1
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Dynamická analýza šestičlenného mechanismu Dynamická analýza šestičlenného mechanismu
Výsledky řešení pohybových rovnic Výsledky řešení pohybových rovnic
Průběh zrychlení (člen 6L) Průběh hnacího momentu (člen 2P)
Úhlová rychlost 50 rad.s-1 Úhlová rychlost 70 rad.s-1
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Syntéza čtyřčlenných rovinných mechanismů
Syntéza čtyřčlenných rovinných mechanismů
Cíl syntézy mechanismů
Syntéza čtyřčlenných Návrh mechanismu splňující předepsané podmínky
Podmínky – požadavek výrobní technologie:
• geometrické
rovinných mechanismů • kinematické
Podmínky pohybu jednoho nebo několika členů mechanismu podle zákona výrobní technologie
(předepsaný pohyb vůči rámu či jinému pohybujícímu se členu)
Teoretické základy : Burmestr a Čebyšev
Přemístění tělesa, generátory pohybu, přiřazené polohy hnacího a hnaného členu
Zpracoval: Jaroslav Beran Předmětem přednášky je metodika určení rozměrů mechanismu
Pracoviště: Technická univerzita v Liberci Rozdělení mechanismů z hlediska užití
katedra textilních a jednoúčelových strojů
Vychází z typové syntézy – vyhledat vhodný typ mechanismu
Podle užití mechanismů:
Funkční (vodící) - využití pro přenos pohybu z hnacího na hnaný pracovní člen, přenos energie ustupuje
do pozadí, jsou navrhovány podle technologických podmínek výroby
Tento materiál vznikl jako součást projektu In-TECH 2, který je Transmisní (převodové) – těžiště využití spočívá v přenosu energie
spolufinancován Evropským sociálním fondem a státním rozpočtem ČR.
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Syntéza čtyřčlenných rovinných mechanismů Syntéza čtyřčlenných rovinných mechanismů
Syntéza čtyřčlenných rovinných mechanismů Syntéza čtyřčlenných rovinných mechanismů
Převodové mechanismy Vodící mechanismy
Určit rozměry mechanismu z předepsané závislosti mezi polohou Určit rozměry mechanismu tak, aby některý člen či bod konal
hnacího a hnaného členu předepsaný pohyb
Zdvihová závislost ψ = f(φ) Např. bod M má opisovat předepsanou trajektorii kM danou rovnicí
Ψ – poloha hnaného členu y = f(x)
φ – poloha hnacího členu v rozsahu x = (xo, xk), nebo v celém rozsahu
• Pro φ = (φo ,φk)
• pro celý rozsah φ
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Syntéza čtyřčlenných rovinných mechanismů Syntéza čtyřčlenných rovinných mechanismů
Syntéza čtyřčlenných rovinných mechanismů Syntéza čtyřčlenných rovinných mechanismů
Metody syntézy Metody syntézy
Řešení úloh syntézy v obecném případě přibližné řešení 2. optimalizační metody (analytické)
Určují rozměry mechanismu na základě požadavků kladených na
1. kolokační metody (polohy)
funkci odchylek
• Mechanismus bude splňovat předepsanou funkci přesně jen v
δ(q) = f(q) – g(q)
několika diskrétních bodech (polohách) ( xi, yi ) nebo ( φi, ψi )
pro i = 1,2,3,… • Požadavek minima maximální odchylky předepsané a generované
Generované funkce jsou ψ = g(φ), y = g(x) funkce v daném nebo celém rozsahu,
(graficky, analyticky) δmax min, δmax = max|δ(q)| q = (qo, qk)
• mechanismus bude splňovat předepsanou funkci v několika • Gausova metoda – podmínka integrál z funkce čtverce odchylek
soumezných bodech. Např. generované funkce viz předchozí obr. c nabývá minimální hodnoty
splňují dané závislosti ve třech soumezných bodech – obě funkce
mají „tříbodový styk“ • požadavek minima střední kvadratické odchylky
• Metoda Monte Carlo
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Syntéza čtyřčlenných rovinných mechanismů Syntéza čtyřčlenných rovinných mechanismů
Syntéza čtyřčlenných rovinných mechanismů Syntéza čtyřčlenných rovinných mechanismů
Metody syntézy Základní pojmy syntézy
Rozdělení podle způsobu řešení syntézy • diskrétní polohy bodu, roviny (tělesa)
• homologické polohy, přímky, body
• geometrická syntéza (Burmester) • pól konečného přemístění
kolokační metoda • úhel pootočení
grafické řešení s využitím relativních pohybů • přemístění útvaru z polohy i do polohy j
grafické řešení s využitím pólového trojúhelníka • pólový trojúhelník
• základní bod
• algebraická syntéza • vazbové rovnice
kolokační metoda • symetrály
řešení soustavy nelineárních algebraických rovnic
Vazbová rovnice
• analytické metody syntézy (Čebyševova-Levitského metoda) φij = φik + φkj
metoda nejlepšího přiblížení
aproximace předepsané funkce mechanismu Čebyševovým Každé trojici Ui, Uk, Uj, homologických
polynomem funkcí poloh bodu U je přiřazen základní bod ZU
metoda minimalizace kvadratické odchylky zadaného a
generovaného pohybu
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Syntéza čtyřčlenných rovinných mechanismů Syntéza čtyřčlenných rovinných mechanismů
Syntéza čtyřčlenných rovinných mechanismů Syntéza čtyřčlenných rovinných mechanismů
Syntéza mechanismu pro přiřazené diskrétní polohy Syntéza mechanismu pro přiřazené diskrétní polohy
hnacího a hnaného členu, geometrická syntéza hnacího a hnaného členu, geometrická syntéza
dvě přiřazené polohy vahadel dosud neznámého mechanismu, řešení tři přiřazené polohy vahadla a posuvného členu mechanismu, řešení s
s využitím relativního pohybu využitím relativního pohybu
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Syntéza čtyřčlenných rovinných mechanismů Syntéza čtyřčlenných rovinných mechanismů
Syntéza čtyřčlenných rovinných mechanismů Syntéza čtyřčlenných rovinných mechanismů
Syntéza mechanismu pro přiřazené diskrétní polohy Syntéza mechanismů pro předepsané polohy členu s obecným
hnacího a hnaného členu, geometrická syntéza pohybem, geometrická syntéza
2 polohy obecného členu dané úsečkami A1B1, A2B2
čtyři přiřazené polohy vahadla a posuvného členu, redukční metoda
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Syntéza čtyřčlenných rovinných mechanismů Syntéza čtyřčlenných rovinných mechanismů
Syntéza čtyřčlenných rovinných mechanismů Syntéza čtyřčlenných rovinných mechanismů
Syntéza mechanismů pro předepsané polohy členu s obecným Syntéza mechanismu pro tři předepsané polohy členu s obecným
pohybem, geometrická syntéza s využitím pólového trojúhelníka pohybem (p1, A1), (p2, A2), (p3, A3)
Přemístění úsečky AB mezi polohami A1B1, A2B2, A3B3
A0, AZ jsou ohniska kuželosečky vepsané pólovému trojúhelníku
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Syntéza čtyřčlenných rovinných mechanismů Syntéza čtyřčlenných rovinných mechanismů
Syntéza čtyřčlenných rovinných mechanismů Syntéza čtyřčlenných rovinných mechanismů
Syntéza přibližného přímovodu, geometrická syntéza Syntéza klidového mechanismu, geometrická syntéza
Předepsaný směr p pohybu bodu C těhlice AB čtyřkloubového
mechanismu. Dráhu bodu C aproximujeme pěti diskrétními polohami Ci
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Syntéza čtyřčlenných rovinných mechanismů Syntéza čtyřčlenných rovinných mechanismů
Syntéza čtyřčlenných rovinných mechanismů Syntéza čtyřčlenných rovinných mechanismů
Algebraická syntéza mechanismů Algebraická syntéza mechanismů
Syntéza mechanismu pro tři přiřazené diskrétní polohy hnacího a Pro tři páry přiřazených hodnot (φ1,ψ1) (φ2,ψ2) (φ3,ψ3) soustava tří
hnaného členu φ, ψ lineárních rovnic pro neznámé Ri pro i = 1,2,3
R 1 cos ϕ1 − R 2 cos ψ1 + R 3 = cos(ϕ1 − ψ1 )
R 1 cos ϕ2 − R 2 cos ψ 2 + R 3 = cos(ϕ 2 − ψ 2 )
R 1 cos ϕ3 − R 2 cos ψ 3 + R 3 = cos(ϕ3 − ψ 3 )
Ai
Ri =
A
A je determinant soustavy, Ai determinant, který vznikne z A nahrazením
Převodová závislost čtyřkloubového mechanismu – výminka tuhosti i-tého sloupce sloupcem pravých stran
úsečky AB ojnice mechanismu
Všechny geometricky podobné mechanismy generují stejnou zdvihovou
R 1 cos ϕ − R 2 cos ψ + R 3 = cos(ϕ − ψ ) závislost některý rozměr lze volit. Např. pro zvolené d jsou zbylé
rozměry mechanismu dány vztahy:
d d a 2 − b2 + c2 + d 2 d d
R1 = , R 2 = , R 3 = a= ,c = , b = a 2 + c 2 + d 2 − 2acR 3
c a 2ac R2 R1
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Syntéza čtyřčlenných rovinných mechanismů Syntéza čtyřčlenných rovinných mechanismů
Syntéza čtyřčlenných rovinných mechanismů Syntéza čtyřčlenných rovinných mechanismů
Algebraická syntéza mechanismů Algebraická syntéza mechanismů jako generátoru funkce
Syntéza klikového mechanismu pro tři diskrétní polohy kliky a tři Návrh čtyřkloubového mechanismu, který přibližně generuje funkci:
y = f (x )
přiřazené polohy posuvného členu (φ, s)
x ∈< x p , x k >
Vztahy mezi proměnnými
x, y a úhly φ, ψ
ϕ − ϕp x − xp
=
ϕk − ϕp xk − xp
Převodová závislost klikového mechanismu – výminka tuhosti ψ − ψp y − yp
=
úsečky AB ojnice mechanismu ψk − ψp y k − yp
R 1s cos ϕ − R 2 sin ϕ − R 3 = s 2 R 1 = 2a , R 2 = 2ac, R 3 = a 2 − b 2 + c 2
φp, φk, ψp, ψk, lze volit, lineárnost vztahů zajišťuje, že změny x a φ (y a ψ)
jsou si úměrné.
R 1s1 cos ϕ1 − R 2 sin ϕ1 − R 3 = s12
R 1s 2 cos ϕ 2 − R 2 sin ϕ2 − R 3 = s 22 Je-li počet bodů přesnosti vyšší než počet parametrů Ri, použije se
zobecněná kolokační metoda
R 1s 3 cos ϕ3 − R 2 sin ϕ3 − R 3 = s 32
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Konstrukce traktorových převodovek
Používané typy převodovek
Konstrukce Bez synchronizace
traktorových Se synchronizací
Synchronizované s násobným řazením
převodovek pod zatížení ( Powershift )
Zpracoval: Ing. Robert Voženílek, Ph.D. Řazené plně pod zatížením ( Full Powershift )
Pracoviště: katedra vozidel a motorů (TUL)
Bezstupňové
Tento materiál vznikl jako součást projektu In-TECH 2, který je
spolufinancován Evropským sociálním fondem a státním rozpočtem ČR.
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Konstrukce traktorových převodovek Konstrukce traktorových převodovek
Důvody vývoje převodovek Důvody vývoje převodovek
Požadavky na přenos vyšších výkonů
Požadavky na přenos vyšších výkonů
Požadována vyšší účinnost
Požadována vyšší účinnost
Zmenšení konstrukce
S tím souvisí také spotřeba paliva, jenž je dnes
hlavní pro provoz jakéhokoli motorového
Komfort obsluhy
vozidla
Jedná se především o jednoduchost a
přehlednost pro obsluhu a způsob volby
jednotlivých režimů.
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Konstrukce traktorových převodovek Konstrukce traktorových převodovek
Převodovky s násobným řazením pod zatížením Složení převodovky s násobným řazením pod zatížením
Hlavní převodovka, na principu násobiče točivého
Stupni řazenými pod zatížením se rozumí takové stupně, momentu ( 2° – 4° )
kde při řazení nedochází k přerušení toku výkonu.
Skupinová převodovka ( 4° - 5° )
Stupně řazené pod zatížením jsou dva, tři nebo čtyři.
Reverzační převodovka ( umožňuje volbu směru jízdy )
Řazení stupňů pod zatížením zajišťují elektromagnetické,
či elektro-hydraulické spojky Přídavná převodovka pro vývodový hřídel ( 1° - 4° )
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Konstrukce traktorových převodovek Konstrukce traktorových převodovek
Složení převodovky s násobným řazením pod zatížením Převodovky s násobným řazením pod zatížením
Hlavní převodovka, na principu násobiče točivého
momentu ( 2° – 4° )
Skupinová převodovka ( 4° - 5° )
Reverzační převodovka ( umožňuje volbu směru jízdy )
Přídavná převodovka pro vývodový hřídel ( 1° - 4° )
Čerpáno z časopisu Mechanizace zemědělství
Konstrukce 2 stupňového násobiče STEYR
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Konstrukce traktorových převodovek Konstrukce traktorových převodovek
Převodovky s násobným řazením pod zatížením Převodovky s násobným řazením pod zatížením
Čerpáno z časopisu Mechanizace zemědělství
Čerpáno z časopisu Mechanizace zemědělství
Konstrukce 2 stupňového násobiče ZETOR Konstrukce 3 stupňového násobiče SAME
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Konstrukce traktorových převodovek Konstrukce traktorových převodovek
Převodovky s násobným řazením pod zatížením Upořádání převodovky PowerShift
Čerpáno z časopisu Mechanizace zemědělství
Konstrukce 4 stupňového násobiče John Deere Čerpáno z časopisu Mechanizace zemědělství
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Konstrukce traktorových převodovek Konstrukce traktorových převodovek
Upořádání převodovky PowrQuard Bezstupňové převodovky
Využití maximálního výkonu motoru => zvýšení produktivity práce
Práce s konstantními otáčkami motoru, např. při nutnosti konstantních
otáček vývodového hřídele ( secí stroje, postřikovače, …)
Nízké otáčky při přepravě => nižší spotřeba
Ideální konstantní otáčky motoru přispívají k minimalizaci emisí motoru
„Správný převod ve správnou chvíli“
Čerpáno z časopisu Mechanizace zemědělství
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Konstrukce traktorových převodovek Konstrukce traktorových převodovek
Bezstupňové převodovky - vývoj Bezstupňové převodovky - konstrukce
Firma Fendt začala pracovat na vývoji této převodovky již začátkem
sedmdesátých let, avšak uvedení na trh si vyžádalo mnoho času.
S touto myšlenkou se zabývali i na Německé technické univerzitě, kde byla
vyvinuta plynulá převodovka s řetězovým variátorem a též International
Harvester používal plynulou převodovku na svých „Hydro“, ale mělo to malý
dopad na další vývoj těchto převodovek.
S první sériově vyráběnou plynulou převodovkou přišla na trh firma Fendt
ve svém modelu Favorit Vario 926 o výkonu 260 koní na konci roku 1995,
tento krok byl považován za milník ve vývoji této techniky.
Po uvedení první plynulé převodovky bylo postupně představovány další Dělení výkonu na dvě samostatné větve prostřednictvím
verze od ostatních výrobců. V dnešní době nabízí tyto převodovky do svých
planetového diferenciálu
traktorů většina světových výrobců traktorů jako jednu z mnoha variant.
Firma Fendt nabízí traktory střední a vyšší třídy pouze s převodovkami
„VARIO“
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Konstrukce traktorových převodovek Konstrukce traktorových převodovek
Bezstupňové převodovky - konstrukce Bezstupňové převodovky - konstrukce
Mechanická větev za použití mechanických převodů Hydrostatická větev, jeden hydromotor s konstantním či
( 2° - 8° ), jenž jsou řazeny převážně automaticky pro variabilním geometrickým objemem a jeden (většina
daný rozsah prostřednictvím řídící jednotky převodovky. výrobců) či dva ( Fendt) hydromotory s variabilním
Pracovní rozsah, silniční rozsah a někdy i přídavný geom. objemem, jenž jsou na společném hřídeli.
plazivý rozsah, pro velmi malé rychlosti, je řazen
manuálně řidičem
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Konstrukce traktorových převodovek Konstrukce traktorových převodovek
Bezstupňové převodovky – princip funkce Bezstupňové převodovky – princip funkce
V čistě mechanické větvi pohání centrální kolo satelity čímž je roztáčí, protože
korunové kolo stojí. Satelity jsou uchyceny na unášeči, znamená to tedy, že pokud
Pro funkci této převodovky není zapotřebí spojky, přesto je použita pro rotují satelity, musí rotovat i unášeč a takto se přenáší výkon na hnací kola.
snadnější start motoru a pro nouzové stavy Ovšem motor rovněž pohání hydrogenerátor (Fendt používá axiální hydrogenerátor
Funkce spojky je nahrazena hydrostatickým převodem. Přenos výkonu s naklápěním celého tělesa, ostatní klasický axiální hydrogenerátor s naklápěcí
je od motoru veden na převod ozobenými koly, který ho rozděluje do deskou). Tento hydrogenerátor dodává olej do hydromotoru (Fendt používá dva
větve hydrostatické a mechanické. Opětné spojení těchto dvou větví je hydromotory), který pohání korunové kolo planetového převodu. Pokud hydromotor
prostřednictvím planetového diferenciálu. Mechanická větev je spojena s pohání korunové kolo souhlasně s otáčkami centrálního kola, dochází k
centrálním kolem planetového převodu a hydrostatická s korunovým maximálnímu roztočení unášeče satelitů a traktor rovněž zrychluje.
kole. Z rozdílných otáček hydrostatické větve a mechanické jsou Pokud hydromotor otáčí korunovým kolem pomaleji nebo dokonce opačným
odvozeny výstupní otáčky na koncový převod. směrem vůči centrálnímu kolu způsobí zpomalení unášeče satelitů a tedy i traktoru.
Pokud jsou otáčky korunového a centrálního kola stejné, jednotka se uzamyká a
traktor zastaví.
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Konstrukce traktorových převodovek Konstrukce traktorových převodovek
Bezstupňové převodovky – převodovka Vario firmy FENDT Bezstupňové převodovky – princip funkce – aktivní klidový stav a první rychlostní rozsah
Čerpáno z časopisu Mechanizace zemědělství Čerpáno z časopisu Mechanizace zemědělství
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Konstrukce traktorových převodovek Konstrukce traktorových převodovek
Bezstupňové převodovky – princip funkce – druhý rychlostní rozsah Bezstupňové převodovky – princip funkce – třetí rychlostní rozsah
Čerpáno z časopisu Mechanizace zemědělství Čerpáno z časopisu Mechanizace zemědělství
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
Konstrukce traktorových převodovek Konstrukce traktorových převodovek
Bezstupňové převodovky – princip funkce – čtvrtý rychlostní rozsah Bezstupňové převodovky – princip funkce – jízda vzad, první rozsah
Čerpáno z časopisu Mechanizace zemědělství Čerpáno z časopisu Mechanizace zemědělství
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
PŘENOS A TRANSFORMACE ENERGIE Konstrukce traktorových převodovek
Bezstupňové převodovky – princip funkce – jízda vzad, druhý rozsah Bezstupňové převodovky – výhody a nevýhody
- Výrazné přednosti v hospodárnosti a komfortu ovládání, umožňuje dosáhnout
větší výkon a zároveň snížit spotřebu paliva.
- Převodovkou VARIO lze plynule nastavit kteroukoli rychlost a touto rychlostí
také jet. Pomocí joysticku lze pracovat v rozsahu rychlostí od 0,02 - 50 km.h-1.
- Plné využití výkonu motoru
- Při přepravě se zrychluje bez trhavých pohybů a bez manipulace s řadicí pákou
až do rychlosti 50 km.h-1
- Tempomat převodovky udržuje rychlost jízdy a zajišťuje komfort
automatického systému řízení. Rovněž při práci s nářadím (poháněným
vývodovým hřídelem) jsou jeho otáčky udržovány na téměř konstantní
hodnotě.
- Žádné sešlapování spojkového pedálu či řazení převodových stupňů
- Nižší účinnost v přenosu energie, protože obsahuje hydrostatickou větev, kde
je přenos výkonu neefektivní
Čerpáno z časopisu Mechanizace zemědělství Čerpáno z časopisu Mechanizace zemědělství
INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ INVESTICE DO ROZVOJE VZDĚLÁVÁNÍ
You might also like
- Zapa DkaDocument1 pageZapa DkaKhoaNo ratings yet
- Technicke PodminkyDocument4 pagesTechnicke PodminkyKhoaNo ratings yet
- Otázky 41 50 MKADocument9 pagesOtázky 41 50 MKAKhoaNo ratings yet
- Otázky 51-60-MKADocument3 pagesOtázky 51-60-MKAKhoaNo ratings yet
- Konstrukční Materiály - KompozityDocument50 pagesKonstrukční Materiály - KompozityKhoaNo ratings yet
- Programování A Řízení CNC Strojů - Prezentace 2 PDFDocument51 pagesProgramování A Řízení CNC Strojů - Prezentace 2 PDFKhoaNo ratings yet
- Diplomová Práce - Tomáš KalousDocument80 pagesDiplomová Práce - Tomáš KalousKhoaNo ratings yet
- Malá Cvičebnice Tvůrčího PsaníDocument21 pagesMalá Cvičebnice Tvůrčího PsaníKhoaNo ratings yet