Download as pdf or txt
You might also like
- Iso 9712 2021Document52 pagesIso 9712 2021Jonathan OlavarriaNo ratings yet
- 5 6174629883071693432Document34 pages5 6174629883071693432Laith Salman100% (2)
- 11-TMSS-02 Revision 02Document42 pages11-TMSS-02 Revision 02Abu Samar67% (3)
- Iso 4386 1 2019 en PDFDocument6 pagesIso 4386 1 2019 en PDFZorianny Garcia LopezNo ratings yet
- Iso 17577-2006Document18 pagesIso 17577-2006Tuan Pham Anh50% (2)
- International Standard: Plain Bearings - Metallic Multilayer Plain Bearings - Non-Destructive Penetrant TestingDocument16 pagesInternational Standard: Plain Bearings - Metallic Multilayer Plain Bearings - Non-Destructive Penetrant Testingcandra67% (3)
- Acceptance Level As Per ISO 11666Document4 pagesAcceptance Level As Per ISO 11666Shrikant Utekar100% (2)
- Iso 5576-1997Document39 pagesIso 5576-1997Endiicsac CapacitacionesNo ratings yet
- En 13018 - 2001Document8 pagesEn 13018 - 2001gorkembaytenNo ratings yet
- NDT 30P Penetrant Testing 090217 - Notes For Electronic DistributionDocument105 pagesNDT 30P Penetrant Testing 090217 - Notes For Electronic DistributionUlvi Ismayilov100% (6)
- I S Eniso16811-2014Document14 pagesI S Eniso16811-2014Nicko Arya DharmaNo ratings yet
- Static Analysis Vs Dynamic Analysis: What Is Sonarqube?SDocument3 pagesStatic Analysis Vs Dynamic Analysis: What Is Sonarqube?Sshrinath bhatNo ratings yet
- Ansible BasicsDocument48 pagesAnsible Basicsshrinath bhat0% (1)
- BS en ISO 9934-3-2007, NondestructiveDocument20 pagesBS en ISO 9934-3-2007, Nondestructivescofiel1No ratings yet
- Iso 4987-2020Document38 pagesIso 4987-2020hcmcrlhoNo ratings yet
- BS EN ISO 23278-2009 MT AcceptanceDocument10 pagesBS EN ISO 23278-2009 MT AcceptanceVuong Tran Van100% (1)
- BS en Iso 3059-2012 - 2018-04-04 - 10-24-59 AmDocument10 pagesBS en Iso 3059-2012 - 2018-04-04 - 10-24-59 AmarbabNo ratings yet
- BS en Iso 5577-2017Document42 pagesBS en Iso 5577-2017Vasko MandilNo ratings yet
- 2771947Document2 pages2771947aakashNo ratings yet
- дсту en iso 9934-3-2016 МТ оборудование контроляDocument20 pagesдсту en iso 9934-3-2016 МТ оборудование контроляАлексейNo ratings yet
- Belgian Standard ISO 10863 2020 EN ISO 10863 2020 NBN EN ISO 10863 2020Document12 pagesBelgian Standard ISO 10863 2020 EN ISO 10863 2020 NBN EN ISO 10863 2020Luong Ho Vu100% (1)
- 3452 4Document12 pages3452 4AMIT SHAH100% (1)
- Iso 22825 2012Document12 pagesIso 22825 2012rameshqcNo ratings yet
- DNV-CP-0640 - Aoss NdeDocument16 pagesDNV-CP-0640 - Aoss Nderichard nagassar100% (1)
- BS EN ISO 17640-2010 Non-Destructive Testing of Welds. Ultrasonic Testing. Techniques Testing Levels and Asse - PDF (Personal Use)Document37 pagesBS EN ISO 17640-2010 Non-Destructive Testing of Welds. Ultrasonic Testing. Techniques Testing Levels and Asse - PDF (Personal Use)Mariorosales Mendez100% (4)
- 2-EN - ISO - 19285 - 2017 PAUT - Англ+Перевод - 05.01.2018Document27 pages2-EN - ISO - 19285 - 2017 PAUT - Англ+Перевод - 05.01.2018123No ratings yet
- 1 Iso - 19285 2017Document29 pages1 Iso - 19285 2017123100% (3)
- Iso 5580-1985 PDFDocument5 pagesIso 5580-1985 PDFJamesNo ratings yet
- Iso 14096 2 2005Document12 pagesIso 14096 2 2005RONALD ALFONSO PACHECO TORRESNo ratings yet
- BS en 12668-3-2000 NDT UT Equipment - PT 3 Combined EquipmentDocument14 pagesBS en 12668-3-2000 NDT UT Equipment - PT 3 Combined Equipmentphutd09100% (3)
- NDT List of ISO StandardsDocument5 pagesNDT List of ISO StandardsAlfredo Bigolotti100% (6)
- BS en Iso 9934-2-2015 - MTDocument30 pagesBS en Iso 9934-2-2015 - MTKenny ELtor100% (2)
- Iso 17638 IzvodDocument16 pagesIso 17638 IzvodAleksandar StojanovicNo ratings yet
- En Iso 17636-1.2013Document40 pagesEn Iso 17636-1.2013saliyarumesh2292100% (2)
- NDT UT Acceptance LevelsDocument22 pagesNDT UT Acceptance LevelsDILIP VELHAL100% (2)
- ISO-11666-2010 - UT Acceptance LevelsDocument21 pagesISO-11666-2010 - UT Acceptance LevelsOprisor CostinNo ratings yet
- Iso 19232 2 2013Document9 pagesIso 19232 2 2013NDT HITECHNo ratings yet
- ISO - 23277-2006-PT Acceptance Level PDFDocument10 pagesISO - 23277-2006-PT Acceptance Level PDFThe Normal HeartNo ratings yet
- BS en Iso 9934-2-2015 - (2019-09-19 - 11-07-01 Am)Document29 pagesBS en Iso 9934-2-2015 - (2019-09-19 - 11-07-01 Am)Dinesh Gupta100% (1)
- Article 5 Ultrasonic Examination Methods For MaterialsDocument10 pagesArticle 5 Ultrasonic Examination Methods For Materialsr_ramiresNo ratings yet
- ASTM E213-02 UT-Pipes & Tubing PDFDocument11 pagesASTM E213-02 UT-Pipes & Tubing PDFZeeshan HasanNo ratings yet
- Phased Array Probes and Wedges: Probe CatalogDocument3 pagesPhased Array Probes and Wedges: Probe CatalogDavidMontillaNo ratings yet
- NDT Procedure BS EN 10306:2002 (Full Version Available From N-D-T.com)Document6 pagesNDT Procedure BS EN 10306:2002 (Full Version Available From N-D-T.com)Mark BrailsfordNo ratings yet
- ISO 4386 1 2012, Plain Bearings PDFDocument14 pagesISO 4386 1 2012, Plain Bearings PDFKevin DaveNo ratings yet
- International Standard: Non-Destructive Testing of Welds - Phased Array Ultrasonic Testing (PAUT) - Acceptance LevelsDocument11 pagesInternational Standard: Non-Destructive Testing of Welds - Phased Array Ultrasonic Testing (PAUT) - Acceptance LevelsSu100% (1)
- PCN ISO 9712 NDT Training and Certification Level 1 2 and 3 Course Brochure 2021 BIT Chennai IndiaDocument17 pagesPCN ISO 9712 NDT Training and Certification Level 1 2 and 3 Course Brochure 2021 BIT Chennai IndiaAMITNo ratings yet
- Din en 12680-1Document33 pagesDin en 12680-1vafavafaNo ratings yet
- 30081-cm-01 - Ref ISO 9712 PDFDocument40 pages30081-cm-01 - Ref ISO 9712 PDFKewell LimNo ratings yet
- BS en Iso 23277-2015 - 2018-05-18 - 08-34-51 PMDocument5 pagesBS en Iso 23277-2015 - 2018-05-18 - 08-34-51 PMarbabNo ratings yet
- BS en 3452-3-Penetrant Testing Reference BlocksDocument15 pagesBS en 3452-3-Penetrant Testing Reference Blocksshaggeruk100% (2)
- BS EN 10160 1999 Ultrasonic Testing of Steel Flat Product of Thickness Equal or Greater Than 6mm (Reflection Method) PDFDocument19 pagesBS EN 10160 1999 Ultrasonic Testing of Steel Flat Product of Thickness Equal or Greater Than 6mm (Reflection Method) PDFRenier KoenNo ratings yet
- Se 747 - Iqi WireDocument16 pagesSe 747 - Iqi WireFernando Alex Romero Gomez100% (1)
- Iso 18490Document11 pagesIso 18490Prasenjit Das100% (2)
- Astm E-164 (2019)Document24 pagesAstm E-164 (2019)AnaNo ratings yet
- E 2033 - 99 (2013)Document11 pagesE 2033 - 99 (2013)Enrique Antonio100% (2)
- BS en 1712-1997Document16 pagesBS en 1712-1997Jithu Kareem100% (1)
- ASTM E747 (2010) IQI SpecificationDocument15 pagesASTM E747 (2010) IQI Specificationndt_inspectorNo ratings yet
- Dac & DGSDocument14 pagesDac & DGSAhmad Daniel100% (1)
- DNV Os-C401 - 2013-04Document67 pagesDNV Os-C401 - 2013-04Leandro LimaNo ratings yet
- Iso 9934 1 2016 en PDFDocument8 pagesIso 9934 1 2016 en PDFedcam13No ratings yet
- Iso 9927-1-2013Document22 pagesIso 9927-1-2013Abdel Rahman SalahNo ratings yet
- Uncertainty in Industrial Practice: A Guide to Quantitative Uncertainty ManagementFrom EverandUncertainty in Industrial Practice: A Guide to Quantitative Uncertainty ManagementNo ratings yet
- Casting Profile Scanning ReportDocument38 pagesCasting Profile Scanning Reportshrinath bhatNo ratings yet
- Foundry Process - ShrikantDocument95 pagesFoundry Process - Shrikantshrinath bhatNo ratings yet
- COVID 19 Manual Issue Form - English - Company EmployeeDocument1 pageCOVID 19 Manual Issue Form - English - Company Employeeshrinath bhatNo ratings yet
- Core in OneDocument37 pagesCore in Oneshrinath bhatNo ratings yet
- PatternDocument14 pagesPatternshrinath bhatNo ratings yet
- MMRW06 12 2021Document20 pagesMMRW06 12 2021shrinath bhatNo ratings yet
- Simplified AWS DefinitionDocument11 pagesSimplified AWS Definitionshrinath bhatNo ratings yet
- Shakti Precision Components (I) PVT LTD: COVID-19 Preventive Measures - QuizDocument2 pagesShakti Precision Components (I) PVT LTD: COVID-19 Preventive Measures - Quizshrinath bhatNo ratings yet
- Login To Provided Instance From PuttyDocument7 pagesLogin To Provided Instance From Puttyshrinath bhatNo ratings yet
- Docker: CLI & Dockerfile Cheat SheetDocument8 pagesDocker: CLI & Dockerfile Cheat SheetJoaoNo ratings yet
- Ansile Office DocumentDocument8 pagesAnsile Office Documentshrinath bhatNo ratings yet
- Double-Slit TeacherDocument8 pagesDouble-Slit TeacherEden MasseyNo ratings yet
- TH Physics ExemplarDocument233 pagesTH Physics ExemplarMuhammad Irfan AneesNo ratings yet
- Communication Systems: Instructor: Mohtashim BaqarDocument15 pagesCommunication Systems: Instructor: Mohtashim BaqarMuhammad IrfanNo ratings yet
- Physical Principles and Fundamentals of MPTDocument87 pagesPhysical Principles and Fundamentals of MPTVincent jaramillaNo ratings yet
- Sinamics: 1FK7 Synchronous Motors Sinamics S120Document252 pagesSinamics: 1FK7 Synchronous Motors Sinamics S120MihaiCrenganisNo ratings yet
- Trial Fizik JWPP K1 Set A 2020Document36 pagesTrial Fizik JWPP K1 Set A 2020Walter WeeNo ratings yet
- CHAPTER 4: Antenna Array and SynthesisDocument15 pagesCHAPTER 4: Antenna Array and SynthesisTibebu Xibe TeNo ratings yet
- Scavenger Hunt: Getting To Know The Electromagnetic SpectrumDocument5 pagesScavenger Hunt: Getting To Know The Electromagnetic SpectrumMoonNo ratings yet
- Tarun Jain Physics Investigatory ProjectDocument23 pagesTarun Jain Physics Investigatory ProjectTarun JainNo ratings yet
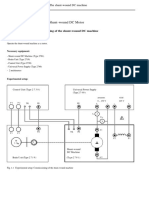
- Wk1 - No Load - DC Shunt WoundDocument5 pagesWk1 - No Load - DC Shunt WoundChattha GNo ratings yet
- Littelfuse IEC Electromagnetic Compatibility Standards Application NoteDocument13 pagesLittelfuse IEC Electromagnetic Compatibility Standards Application NoteShakeel AhmedNo ratings yet
- Capacitors and CapacitanceDocument33 pagesCapacitors and CapacitanceHartoyosatriaNo ratings yet
- Umwd 06516 0DHDocument3 pagesUmwd 06516 0DHИван ФиличевNo ratings yet
- 2411 Solutions Phy Iit (Ja) Enthuse SRG Class Test 1950pja10102123004Document5 pages2411 Solutions Phy Iit (Ja) Enthuse SRG Class Test 1950pja10102123004MonsterNo ratings yet
- Chapter 4 (DC Machine)Document116 pagesChapter 4 (DC Machine)eyoule abdiNo ratings yet
- Transmission Media: Wires, Cables, Fiber Optics, and MicrowavesDocument15 pagesTransmission Media: Wires, Cables, Fiber Optics, and MicrowavesRavinder K SinglaNo ratings yet
- Obstacle Detector: Name Roll No Name Roll No Name Roll No Name Roll NoDocument9 pagesObstacle Detector: Name Roll No Name Roll No Name Roll No Name Roll NoErole Technologies Pvt ltd Homemade EngineerNo ratings yet
- WPH13/01 UNIT 3 QP UnusedDocument20 pagesWPH13/01 UNIT 3 QP Unusedjnesha2No ratings yet
- Low Voltage Dual Technology Ceiling Sensors: Dt-300 SeriesDocument2 pagesLow Voltage Dual Technology Ceiling Sensors: Dt-300 SeriesEry PriyonoNo ratings yet
- Appendix 2: General Methods of Installation of CablesDocument12 pagesAppendix 2: General Methods of Installation of CablesENGMNo ratings yet
- Instructions RemoteControl 27C000Document3 pagesInstructions RemoteControl 27C000Ivan Ramos GarcíaNo ratings yet
- Electromagnetics - Vector Analysis: Prelims - Lecture 1Document25 pagesElectromagnetics - Vector Analysis: Prelims - Lecture 1Neil Andrei OnteNo ratings yet
- Notre Dame of Masiag, Inc.: Name: - Grade/Section: - ScoreDocument4 pagesNotre Dame of Masiag, Inc.: Name: - Grade/Section: - ScorerichardsamranoNo ratings yet
- Airpax Stepper MotorDocument8 pagesAirpax Stepper MotorTiago GalloNo ratings yet
- 1988 Electronics Sourcebook Kaufman SeidmanDocument628 pages1988 Electronics Sourcebook Kaufman SeidmanFrederick Mnazryn FelizcoNo ratings yet
- Sealed Miniature Basic Switch D2VWDocument6 pagesSealed Miniature Basic Switch D2VWMuhamad PriyatnaNo ratings yet
- 6 Atomic Spectroscopy 1 0Document22 pages6 Atomic Spectroscopy 1 0os osNo ratings yet
- New Microsoft Word DocumentDocument2 pagesNew Microsoft Word DocumentSwarnim KumbhareNo ratings yet
- Bright Solitons From Defocusing Nonlinearities in Optical and Matter-Wave MediaDocument52 pagesBright Solitons From Defocusing Nonlinearities in Optical and Matter-Wave MediaVidula PalekarNo ratings yet