
Evaluating Pipeline Ovality Acceptability Criteria For Straight Pipe Sections
Evaluating Pipeline Ovality Acceptability Criteria For Straight Pipe Sections
You might also like
- Landforms: in IndiaDocument52 pagesLandforms: in Indiaravikr95100% (6)
- Autopipe Msrs Example1XzDocument29 pagesAutopipe Msrs Example1XzFabio MiguelNo ratings yet
- Pipe 288Document22 pagesPipe 288rezajun2820No ratings yet
- 9273E-300-CN-3531-613 - Attachment 3: About Upheaval and Lateral Buckling of Embedded PipelinesDocument12 pages9273E-300-CN-3531-613 - Attachment 3: About Upheaval and Lateral Buckling of Embedded PipelinesAnjani Prabhakar100% (1)
- Free SpanDocument2 pagesFree Spansamprof4vwNo ratings yet
- Vedeld 2 - VIV Fatigue CalculationDocument36 pagesVedeld 2 - VIV Fatigue Calculationmobin_turkNo ratings yet
- R 015987Document63 pagesR 015987shaffeti100% (2)
- Pipe CalcDocument1 pagePipe CalcFikri AlhabsyiNo ratings yet
- IADC/SPE 74488 Advanced Slip Crushing Considerations For Deepwater DrillingDocument15 pagesIADC/SPE 74488 Advanced Slip Crushing Considerations For Deepwater DrillingJaaTa Da shaanNo ratings yet
- Jis G3444Document12 pagesJis G3444yapsguanNo ratings yet
- Trunnion Checking or Dummy Checking During Stress Analysis of A Piping SystemDocument2 pagesTrunnion Checking or Dummy Checking During Stress Analysis of A Piping SystemAmit SharmaNo ratings yet
- Local Stress CheckDocument7 pagesLocal Stress Checkprabhakaran.c100% (1)
- Flow Induced Vibration Choke ValvesDocument8 pagesFlow Induced Vibration Choke Valvesharmeeksingh01No ratings yet
- Pipeline Heat TransferDocument2 pagesPipeline Heat TransferAhmed Rashied100% (1)
- Thermal BowingDocument8 pagesThermal BowingA. VenugopalNo ratings yet
- Buckling 07Document31 pagesBuckling 07kabasy2015No ratings yet
- Flange Leakage 6Document2 pagesFlange Leakage 6hamid sobirinNo ratings yet
- W044Rev1 PDFDocument41 pagesW044Rev1 PDFTONNo ratings yet
- Harmonic Analysis ExampleDocument32 pagesHarmonic Analysis ExampleWendi JunaediNo ratings yet
- Strathprints006351 PDFDocument86 pagesStrathprints006351 PDFJohann Barcelos100% (1)
- DNV RP F105Document39 pagesDNV RP F105Jignesh PandyaNo ratings yet
- Technical DataDocument48 pagesTechnical Datashekhar2681No ratings yet
- Pipeline Stress Analysis With Caesar IIDocument16 pagesPipeline Stress Analysis With Caesar IIwooNo ratings yet
- Slug FlowDocument7 pagesSlug FlowharishtokiNo ratings yet
- Pge Sa 000 PD SP 0015 02Document30 pagesPge Sa 000 PD SP 0015 02sajadranjbaranNo ratings yet
- Tutorial DNV - AUTOPIPEDocument25 pagesTutorial DNV - AUTOPIPESulist N WahyudieNo ratings yet
- CAESAR II Modeling Thin-Walled PipeDocument2 pagesCAESAR II Modeling Thin-Walled Pipebee4manu100% (1)
- Examples Applying Fea Results With Caesar II Models Webinar PDFDocument36 pagesExamples Applying Fea Results With Caesar II Models Webinar PDFkorbelNo ratings yet
- Tutorial For Harmonic Analysis Using CAEPIPE: GeneralDocument6 pagesTutorial For Harmonic Analysis Using CAEPIPE: GeneralsaravananNo ratings yet
- EPM-GL-PI-CLC-0004 - Rev 0 - Slug Flow Force CalculationDocument4 pagesEPM-GL-PI-CLC-0004 - Rev 0 - Slug Flow Force CalculationHernán DazaNo ratings yet
- Wall Theo PDFDocument23 pagesWall Theo PDFFranklin UkaohaNo ratings yet
- Technical Specifications of HDPE Pipes As Per Indian Standards InstituteDocument1 pageTechnical Specifications of HDPE Pipes As Per Indian Standards InstituteZacharia JohnNo ratings yet
- Calculate Friction FactorDocument1 pageCalculate Friction FactorMahmoud NasrNo ratings yet
- Hdpe Anchor Load CalcualtionDocument14 pagesHdpe Anchor Load CalcualtionPipeline EngineerNo ratings yet
- CSTI - Solving AIV Problems in The Design Stage (2013) - Design CurveDocument4 pagesCSTI - Solving AIV Problems in The Design Stage (2013) - Design CurveromerobernaNo ratings yet
- Strain-Based Design Criteria of PipelinesDocument138 pagesStrain-Based Design Criteria of Pipelinesjosemiguel2204100% (1)
- Comparison of Different Calculation Methods For Structural Stresses at Welded JointsDocument11 pagesComparison of Different Calculation Methods For Structural Stresses at Welded JointsBob LoblawNo ratings yet
- Flow-Induced Vibration of A Flexible Circular CylinderDocument100 pagesFlow-Induced Vibration of A Flexible Circular CylinderIdayuNo ratings yet
- Buried Pipeline Lowering in Trench Stress AnalysisDocument9 pagesBuried Pipeline Lowering in Trench Stress AnalysisGhanshyam ShuklaNo ratings yet
- WRC Bulletin 537 - Rectangular Attachment (Excel)Document21 pagesWRC Bulletin 537 - Rectangular Attachment (Excel)Rey FiedacanNo ratings yet
- Fatigue Analysis Using CAESAR IIDocument7 pagesFatigue Analysis Using CAESAR IIayounga100% (1)
- ASME Section VIII Div 2 High-Pressure LOX Tank Thermal-Stress Fatigue Analysis PDFDocument6 pagesASME Section VIII Div 2 High-Pressure LOX Tank Thermal-Stress Fatigue Analysis PDFDrina2004No ratings yet
- Calculation Cover SheetDocument8 pagesCalculation Cover SheetYogesh PangareNo ratings yet
- PSV Reaction Force - Closed SystemDocument5 pagesPSV Reaction Force - Closed SystemWayne Monnery100% (1)
- Cobalch Aps - PTFE DetailDocument25 pagesCobalch Aps - PTFE DetailMorteza DianatfarNo ratings yet
- Mathcad - Appendix - Operation-10W+1C-SW, S, SE, S DIRECTIONDocument16 pagesMathcad - Appendix - Operation-10W+1C-SW, S, SE, S DIRECTIONPetrus SanctusNo ratings yet
- FEPipe 7 NozzlePRO 9 InstallationDocument18 pagesFEPipe 7 NozzlePRO 9 InstallationNick Fuller100% (1)
- Skid Calculation Sheet: Reference: Pressure Vessel Handbook, Eugene F. Megyesy MaterialDocument8 pagesSkid Calculation Sheet: Reference: Pressure Vessel Handbook, Eugene F. Megyesy MaterialAzharyanto FadhliNo ratings yet
- 17 - On-Bottom Stability PDFDocument25 pages17 - On-Bottom Stability PDFSaid Ahmed SalemNo ratings yet
- Static Calculation of Pipeline Free SpansDocument1 pageStatic Calculation of Pipeline Free SpansMannattil Krishna KumarNo ratings yet
- Gas Pipeline Hydraulics TallerDocument8 pagesGas Pipeline Hydraulics TallerAlexandra Fortunati ANo ratings yet
- PV Elite: Input Echo, Leg & Lug Item 1, Description: Trunnion 1-2Document15 pagesPV Elite: Input Echo, Leg & Lug Item 1, Description: Trunnion 1-2SYedZYnAleNo ratings yet
- Fitness-For-Service Analysis of Skelp-End Welds in Spiral PipesDocument9 pagesFitness-For-Service Analysis of Skelp-End Welds in Spiral PipesMarcelo Varejão CasarinNo ratings yet
- 1 s2.0 S2352854019300075 MainDocument7 pages1 s2.0 S2352854019300075 Mainmanjumv27No ratings yet
- PR11362 ProjectOutlineDocument3 pagesPR11362 ProjectOutlineaymenchekir7406No ratings yet
- IPC Engineering Critical Assessment of Dents and Dents With Cracks Using Inline InspectionDocument9 pagesIPC Engineering Critical Assessment of Dents and Dents With Cracks Using Inline InspectionOswaldo MontenegroNo ratings yet
- 2015 Leak Before Break GlobalperspectivesandproceduresDocument8 pages2015 Leak Before Break GlobalperspectivesandproceduresNelson AlvarezNo ratings yet
- ADA307702Document234 pagesADA307702Andres Rodriguez HerreraNo ratings yet
- Ipc 2022 87078 A Comprehensive New Look at Type B SleevesDocument7 pagesIpc 2022 87078 A Comprehensive New Look at Type B SleevesOswaldo MontenegroNo ratings yet
- High Strength PipelinesDocument13 pagesHigh Strength Pipelinesjptl6477No ratings yet
- Flow Conditioning PLatesDocument8 pagesFlow Conditioning PLatesGeethaNo ratings yet
- Concrete Construction Article PDF - The SCC Test - Inverted or UprightDocument4 pagesConcrete Construction Article PDF - The SCC Test - Inverted or Uprighttianshanlang23No ratings yet
- Year in Review 2014 PDFDocument44 pagesYear in Review 2014 PDFravikr95No ratings yet
- TicketDocument1 pageTicketravikr95No ratings yet
- Message of ED SERPL On Fire Service Day 2020Document1 pageMessage of ED SERPL On Fire Service Day 2020ravikr95No ratings yet
- Pipeline Tally ListingDocument3 pagesPipeline Tally Listingravikr95No ratings yet
- Advisory No-9 Guidelines To Help If You Are Worried About Novel CoronavirusDocument4 pagesAdvisory No-9 Guidelines To Help If You Are Worried About Novel Coronavirusravikr95No ratings yet
- Operation Manual - Pcwi PDFDocument16 pagesOperation Manual - Pcwi PDFravikr95No ratings yet
- Ee 101 Project FinalDocument7 pagesEe 101 Project Finalravikr95No ratings yet
- Bulge TestDocument8 pagesBulge Testravikr95No ratings yet
- Constitutional SupercoolingDocument3 pagesConstitutional Supercoolingravikr95No ratings yet
- JEE Main Round 4 Opening and Closing Ranks 2014Document43 pagesJEE Main Round 4 Opening and Closing Ranks 2014ravikr95No ratings yet
- 1-13 02 2015 Summer Training-2015 AdvtDocument4 pages1-13 02 2015 Summer Training-2015 Advtravikr95No ratings yet
- Graphite Tube FailureDocument26 pagesGraphite Tube Failureravikr95No ratings yet
- 1 Utilitarian Political MoralityDocument8 pages1 Utilitarian Political Moralityravikr95No ratings yet
- Tensile Stress Evolution During Deposition of Volmer-Weber Thin FilmDocument15 pagesTensile Stress Evolution During Deposition of Volmer-Weber Thin Filmravikr95No ratings yet
- Particle Size CharacterizationDocument167 pagesParticle Size Characterizationccroso100% (3)
- Thermodynamics Assignment 2 2014Document5 pagesThermodynamics Assignment 2 2014ravikr950% (1)
- X Ray DiffractionDocument23 pagesX Ray Diffractionravikr95No ratings yet
- MM 206 06 IR SpectrosDocument18 pagesMM 206 06 IR Spectrosravikr95No ratings yet
- Darken and GurryDocument90 pagesDarken and Gurryravikr95100% (1)
- 1 08-04-2014 - Summer Training Finl List WebDocument4 pages1 08-04-2014 - Summer Training Finl List Webravikr95No ratings yet
- Thermal EtchingDocument7 pagesThermal Etchingravikr95No ratings yet
- Physical GeographyDocument133 pagesPhysical Geographyravikr95100% (2)
- The Concept of TransformationDocument20 pagesThe Concept of Transformationravikr95No ratings yet
- Design of Pressure Windows PDFDocument2 pagesDesign of Pressure Windows PDFMoisés SolisNo ratings yet
- محاضرات في تصميم المعدات PDFDocument698 pagesمحاضرات في تصميم المعدات PDFRashaq AlheetyNo ratings yet
- Journal of Constructional Steel Research: Gang Shi, Xi Zhu, Huiyong BanDocument15 pagesJournal of Constructional Steel Research: Gang Shi, Xi Zhu, Huiyong BanLeonardo MoraNo ratings yet
- SIN323 Klasnotas Tot Theme 7Document529 pagesSIN323 Klasnotas Tot Theme 7Aclaire ChamussaNo ratings yet
- 2020 - Stainless Steel Bolts Subjected To Combined Tension and Shear Behaviour and DesignDocument48 pages2020 - Stainless Steel Bolts Subjected To Combined Tension and Shear Behaviour and Design최경민 서울 미래자동차공학과No ratings yet
- Ramset Specifiers Anchoring Resource Book ANZ - TruBolt Mechanical Anchoring PDFDocument10 pagesRamset Specifiers Anchoring Resource Book ANZ - TruBolt Mechanical Anchoring PDFGibbs PerNo ratings yet
- PV Elite WebinarDocument24 pagesPV Elite WebinarAndrea Hank LattanzioNo ratings yet
- Is800 2007 PDFDocument150 pagesIs800 2007 PDFAnonymous dSFbLxc9100% (3)
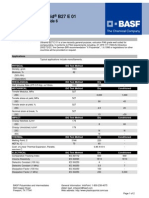
- UltramidB27E01 IsoDocument2 pagesUltramidB27E01 IsoAngie HmNo ratings yet
- Geomechanics NotesDocument72 pagesGeomechanics NotesCarlos Plúa GutiérrezNo ratings yet
- Finite Element Analysis of Steam Boiler Used in Power PlantsDocument8 pagesFinite Element Analysis of Steam Boiler Used in Power PlantsArkay KumarNo ratings yet
- Materials and Design: Mostafa Alizadeh, Morteza Mirzaei-AliabadiDocument6 pagesMaterials and Design: Mostafa Alizadeh, Morteza Mirzaei-Aliabadiyahya nefawyNo ratings yet
- LAB #5 Wood Tests Due:April 22/24/26, 2013 ReferencesDocument4 pagesLAB #5 Wood Tests Due:April 22/24/26, 2013 ReferencesJuan VillaNo ratings yet
- Hysteretic Behaviour of Steel Storage Rack Beam-To-UprightDocument25 pagesHysteretic Behaviour of Steel Storage Rack Beam-To-UprightSerban IacobNo ratings yet
- Mechanical & Chemical Properties of A36 & SS400Document8 pagesMechanical & Chemical Properties of A36 & SS400Dennis Dy100% (2)
- Mechanical Behaviour of MaterialsDocument48 pagesMechanical Behaviour of Materialsedua777ytNo ratings yet
- Fardis EC8-3 Member Models - 0Document75 pagesFardis EC8-3 Member Models - 0Wendirad BeshadaNo ratings yet
- HSFG Bolts On BridgesDocument16 pagesHSFG Bolts On BridgesParchuri PraveenNo ratings yet
- CH 07Document59 pagesCH 07Theod S. VilaNo ratings yet
- Modes of Failure of Mechanical Component:: Nptel PDFDocument9 pagesModes of Failure of Mechanical Component:: Nptel PDFarvind bariNo ratings yet
- Tablas de Esfuerzos PDFDocument729 pagesTablas de Esfuerzos PDFSamuel PohezNo ratings yet
- WRC 107Document3 pagesWRC 107Aqeel BismaNo ratings yet
- Mechanical BehaviorDocument23 pagesMechanical BehaviorDanica Sphynx BonaNo ratings yet
- Strengthening of RC Chimneys With FRP Composites 0Document6 pagesStrengthening of RC Chimneys With FRP Composites 0andyhrNo ratings yet
- D706 21603-1 PDFDocument6 pagesD706 21603-1 PDFMaeon LaboratoriesNo ratings yet
- 0709 Weld Products All enDocument104 pages0709 Weld Products All enNaza GavaputriNo ratings yet
- A 663 - A 663M - 89 R00 - Qty2my9bnjyztqDocument3 pagesA 663 - A 663M - 89 R00 - Qty2my9bnjyztqAbram MejiaNo ratings yet
- Structural Steel Design UGNA3032Document74 pagesStructural Steel Design UGNA3032木辛耳总No ratings yet
- KossaDocument5 pagesKossaWilliam Gomez ZabaletaNo ratings yet

















































































































Download as pdf or txt
You might also like
- Landforms: in IndiaDocument52 pagesLandforms: in Indiaravikr95100% (6)
- Autopipe Msrs Example1XzDocument29 pagesAutopipe Msrs Example1XzFabio MiguelNo ratings yet
- Pipe 288Document22 pagesPipe 288rezajun2820No ratings yet
- 9273E-300-CN-3531-613 - Attachment 3: About Upheaval and Lateral Buckling of Embedded PipelinesDocument12 pages9273E-300-CN-3531-613 - Attachment 3: About Upheaval and Lateral Buckling of Embedded PipelinesAnjani Prabhakar100% (1)
- Free SpanDocument2 pagesFree Spansamprof4vwNo ratings yet
- Vedeld 2 - VIV Fatigue CalculationDocument36 pagesVedeld 2 - VIV Fatigue Calculationmobin_turkNo ratings yet
- R 015987Document63 pagesR 015987shaffeti100% (2)
- Pipe CalcDocument1 pagePipe CalcFikri AlhabsyiNo ratings yet
- IADC/SPE 74488 Advanced Slip Crushing Considerations For Deepwater DrillingDocument15 pagesIADC/SPE 74488 Advanced Slip Crushing Considerations For Deepwater DrillingJaaTa Da shaanNo ratings yet
- Jis G3444Document12 pagesJis G3444yapsguanNo ratings yet
- Trunnion Checking or Dummy Checking During Stress Analysis of A Piping SystemDocument2 pagesTrunnion Checking or Dummy Checking During Stress Analysis of A Piping SystemAmit SharmaNo ratings yet
- Local Stress CheckDocument7 pagesLocal Stress Checkprabhakaran.c100% (1)
- Flow Induced Vibration Choke ValvesDocument8 pagesFlow Induced Vibration Choke Valvesharmeeksingh01No ratings yet
- Pipeline Heat TransferDocument2 pagesPipeline Heat TransferAhmed Rashied100% (1)
- Thermal BowingDocument8 pagesThermal BowingA. VenugopalNo ratings yet
- Buckling 07Document31 pagesBuckling 07kabasy2015No ratings yet
- Flange Leakage 6Document2 pagesFlange Leakage 6hamid sobirinNo ratings yet
- W044Rev1 PDFDocument41 pagesW044Rev1 PDFTONNo ratings yet
- Harmonic Analysis ExampleDocument32 pagesHarmonic Analysis ExampleWendi JunaediNo ratings yet
- Strathprints006351 PDFDocument86 pagesStrathprints006351 PDFJohann Barcelos100% (1)
- DNV RP F105Document39 pagesDNV RP F105Jignesh PandyaNo ratings yet
- Technical DataDocument48 pagesTechnical Datashekhar2681No ratings yet
- Pipeline Stress Analysis With Caesar IIDocument16 pagesPipeline Stress Analysis With Caesar IIwooNo ratings yet
- Slug FlowDocument7 pagesSlug FlowharishtokiNo ratings yet
- Pge Sa 000 PD SP 0015 02Document30 pagesPge Sa 000 PD SP 0015 02sajadranjbaranNo ratings yet
- Tutorial DNV - AUTOPIPEDocument25 pagesTutorial DNV - AUTOPIPESulist N WahyudieNo ratings yet
- CAESAR II Modeling Thin-Walled PipeDocument2 pagesCAESAR II Modeling Thin-Walled Pipebee4manu100% (1)
- Examples Applying Fea Results With Caesar II Models Webinar PDFDocument36 pagesExamples Applying Fea Results With Caesar II Models Webinar PDFkorbelNo ratings yet
- Tutorial For Harmonic Analysis Using CAEPIPE: GeneralDocument6 pagesTutorial For Harmonic Analysis Using CAEPIPE: GeneralsaravananNo ratings yet
- EPM-GL-PI-CLC-0004 - Rev 0 - Slug Flow Force CalculationDocument4 pagesEPM-GL-PI-CLC-0004 - Rev 0 - Slug Flow Force CalculationHernán DazaNo ratings yet
- Wall Theo PDFDocument23 pagesWall Theo PDFFranklin UkaohaNo ratings yet
- Technical Specifications of HDPE Pipes As Per Indian Standards InstituteDocument1 pageTechnical Specifications of HDPE Pipes As Per Indian Standards InstituteZacharia JohnNo ratings yet
- Calculate Friction FactorDocument1 pageCalculate Friction FactorMahmoud NasrNo ratings yet
- Hdpe Anchor Load CalcualtionDocument14 pagesHdpe Anchor Load CalcualtionPipeline EngineerNo ratings yet
- CSTI - Solving AIV Problems in The Design Stage (2013) - Design CurveDocument4 pagesCSTI - Solving AIV Problems in The Design Stage (2013) - Design CurveromerobernaNo ratings yet
- Strain-Based Design Criteria of PipelinesDocument138 pagesStrain-Based Design Criteria of Pipelinesjosemiguel2204100% (1)
- Comparison of Different Calculation Methods For Structural Stresses at Welded JointsDocument11 pagesComparison of Different Calculation Methods For Structural Stresses at Welded JointsBob LoblawNo ratings yet
- Flow-Induced Vibration of A Flexible Circular CylinderDocument100 pagesFlow-Induced Vibration of A Flexible Circular CylinderIdayuNo ratings yet
- Buried Pipeline Lowering in Trench Stress AnalysisDocument9 pagesBuried Pipeline Lowering in Trench Stress AnalysisGhanshyam ShuklaNo ratings yet
- WRC Bulletin 537 - Rectangular Attachment (Excel)Document21 pagesWRC Bulletin 537 - Rectangular Attachment (Excel)Rey FiedacanNo ratings yet
- Fatigue Analysis Using CAESAR IIDocument7 pagesFatigue Analysis Using CAESAR IIayounga100% (1)
- ASME Section VIII Div 2 High-Pressure LOX Tank Thermal-Stress Fatigue Analysis PDFDocument6 pagesASME Section VIII Div 2 High-Pressure LOX Tank Thermal-Stress Fatigue Analysis PDFDrina2004No ratings yet
- Calculation Cover SheetDocument8 pagesCalculation Cover SheetYogesh PangareNo ratings yet
- PSV Reaction Force - Closed SystemDocument5 pagesPSV Reaction Force - Closed SystemWayne Monnery100% (1)
- Cobalch Aps - PTFE DetailDocument25 pagesCobalch Aps - PTFE DetailMorteza DianatfarNo ratings yet
- Mathcad - Appendix - Operation-10W+1C-SW, S, SE, S DIRECTIONDocument16 pagesMathcad - Appendix - Operation-10W+1C-SW, S, SE, S DIRECTIONPetrus SanctusNo ratings yet
- FEPipe 7 NozzlePRO 9 InstallationDocument18 pagesFEPipe 7 NozzlePRO 9 InstallationNick Fuller100% (1)
- Skid Calculation Sheet: Reference: Pressure Vessel Handbook, Eugene F. Megyesy MaterialDocument8 pagesSkid Calculation Sheet: Reference: Pressure Vessel Handbook, Eugene F. Megyesy MaterialAzharyanto FadhliNo ratings yet
- 17 - On-Bottom Stability PDFDocument25 pages17 - On-Bottom Stability PDFSaid Ahmed SalemNo ratings yet
- Static Calculation of Pipeline Free SpansDocument1 pageStatic Calculation of Pipeline Free SpansMannattil Krishna KumarNo ratings yet
- Gas Pipeline Hydraulics TallerDocument8 pagesGas Pipeline Hydraulics TallerAlexandra Fortunati ANo ratings yet
- PV Elite: Input Echo, Leg & Lug Item 1, Description: Trunnion 1-2Document15 pagesPV Elite: Input Echo, Leg & Lug Item 1, Description: Trunnion 1-2SYedZYnAleNo ratings yet
- Fitness-For-Service Analysis of Skelp-End Welds in Spiral PipesDocument9 pagesFitness-For-Service Analysis of Skelp-End Welds in Spiral PipesMarcelo Varejão CasarinNo ratings yet
- 1 s2.0 S2352854019300075 MainDocument7 pages1 s2.0 S2352854019300075 Mainmanjumv27No ratings yet
- PR11362 ProjectOutlineDocument3 pagesPR11362 ProjectOutlineaymenchekir7406No ratings yet
- IPC Engineering Critical Assessment of Dents and Dents With Cracks Using Inline InspectionDocument9 pagesIPC Engineering Critical Assessment of Dents and Dents With Cracks Using Inline InspectionOswaldo MontenegroNo ratings yet
- 2015 Leak Before Break GlobalperspectivesandproceduresDocument8 pages2015 Leak Before Break GlobalperspectivesandproceduresNelson AlvarezNo ratings yet
- ADA307702Document234 pagesADA307702Andres Rodriguez HerreraNo ratings yet
- Ipc 2022 87078 A Comprehensive New Look at Type B SleevesDocument7 pagesIpc 2022 87078 A Comprehensive New Look at Type B SleevesOswaldo MontenegroNo ratings yet
- High Strength PipelinesDocument13 pagesHigh Strength Pipelinesjptl6477No ratings yet
- Flow Conditioning PLatesDocument8 pagesFlow Conditioning PLatesGeethaNo ratings yet
- Concrete Construction Article PDF - The SCC Test - Inverted or UprightDocument4 pagesConcrete Construction Article PDF - The SCC Test - Inverted or Uprighttianshanlang23No ratings yet
- Year in Review 2014 PDFDocument44 pagesYear in Review 2014 PDFravikr95No ratings yet
- TicketDocument1 pageTicketravikr95No ratings yet
- Message of ED SERPL On Fire Service Day 2020Document1 pageMessage of ED SERPL On Fire Service Day 2020ravikr95No ratings yet
- Pipeline Tally ListingDocument3 pagesPipeline Tally Listingravikr95No ratings yet
- Advisory No-9 Guidelines To Help If You Are Worried About Novel CoronavirusDocument4 pagesAdvisory No-9 Guidelines To Help If You Are Worried About Novel Coronavirusravikr95No ratings yet
- Operation Manual - Pcwi PDFDocument16 pagesOperation Manual - Pcwi PDFravikr95No ratings yet
- Ee 101 Project FinalDocument7 pagesEe 101 Project Finalravikr95No ratings yet
- Bulge TestDocument8 pagesBulge Testravikr95No ratings yet
- Constitutional SupercoolingDocument3 pagesConstitutional Supercoolingravikr95No ratings yet
- JEE Main Round 4 Opening and Closing Ranks 2014Document43 pagesJEE Main Round 4 Opening and Closing Ranks 2014ravikr95No ratings yet
- 1-13 02 2015 Summer Training-2015 AdvtDocument4 pages1-13 02 2015 Summer Training-2015 Advtravikr95No ratings yet
- Graphite Tube FailureDocument26 pagesGraphite Tube Failureravikr95No ratings yet
- 1 Utilitarian Political MoralityDocument8 pages1 Utilitarian Political Moralityravikr95No ratings yet
- Tensile Stress Evolution During Deposition of Volmer-Weber Thin FilmDocument15 pagesTensile Stress Evolution During Deposition of Volmer-Weber Thin Filmravikr95No ratings yet
- Particle Size CharacterizationDocument167 pagesParticle Size Characterizationccroso100% (3)
- Thermodynamics Assignment 2 2014Document5 pagesThermodynamics Assignment 2 2014ravikr950% (1)
- X Ray DiffractionDocument23 pagesX Ray Diffractionravikr95No ratings yet
- MM 206 06 IR SpectrosDocument18 pagesMM 206 06 IR Spectrosravikr95No ratings yet
- Darken and GurryDocument90 pagesDarken and Gurryravikr95100% (1)
- 1 08-04-2014 - Summer Training Finl List WebDocument4 pages1 08-04-2014 - Summer Training Finl List Webravikr95No ratings yet
- Thermal EtchingDocument7 pagesThermal Etchingravikr95No ratings yet
- Physical GeographyDocument133 pagesPhysical Geographyravikr95100% (2)
- The Concept of TransformationDocument20 pagesThe Concept of Transformationravikr95No ratings yet
- Design of Pressure Windows PDFDocument2 pagesDesign of Pressure Windows PDFMoisés SolisNo ratings yet
- محاضرات في تصميم المعدات PDFDocument698 pagesمحاضرات في تصميم المعدات PDFRashaq AlheetyNo ratings yet
- Journal of Constructional Steel Research: Gang Shi, Xi Zhu, Huiyong BanDocument15 pagesJournal of Constructional Steel Research: Gang Shi, Xi Zhu, Huiyong BanLeonardo MoraNo ratings yet
- SIN323 Klasnotas Tot Theme 7Document529 pagesSIN323 Klasnotas Tot Theme 7Aclaire ChamussaNo ratings yet
- 2020 - Stainless Steel Bolts Subjected To Combined Tension and Shear Behaviour and DesignDocument48 pages2020 - Stainless Steel Bolts Subjected To Combined Tension and Shear Behaviour and Design최경민 서울 미래자동차공학과No ratings yet
- Ramset Specifiers Anchoring Resource Book ANZ - TruBolt Mechanical Anchoring PDFDocument10 pagesRamset Specifiers Anchoring Resource Book ANZ - TruBolt Mechanical Anchoring PDFGibbs PerNo ratings yet
- PV Elite WebinarDocument24 pagesPV Elite WebinarAndrea Hank LattanzioNo ratings yet
- Is800 2007 PDFDocument150 pagesIs800 2007 PDFAnonymous dSFbLxc9100% (3)
- UltramidB27E01 IsoDocument2 pagesUltramidB27E01 IsoAngie HmNo ratings yet
- Geomechanics NotesDocument72 pagesGeomechanics NotesCarlos Plúa GutiérrezNo ratings yet
- Finite Element Analysis of Steam Boiler Used in Power PlantsDocument8 pagesFinite Element Analysis of Steam Boiler Used in Power PlantsArkay KumarNo ratings yet
- Materials and Design: Mostafa Alizadeh, Morteza Mirzaei-AliabadiDocument6 pagesMaterials and Design: Mostafa Alizadeh, Morteza Mirzaei-Aliabadiyahya nefawyNo ratings yet
- LAB #5 Wood Tests Due:April 22/24/26, 2013 ReferencesDocument4 pagesLAB #5 Wood Tests Due:April 22/24/26, 2013 ReferencesJuan VillaNo ratings yet
- Hysteretic Behaviour of Steel Storage Rack Beam-To-UprightDocument25 pagesHysteretic Behaviour of Steel Storage Rack Beam-To-UprightSerban IacobNo ratings yet
- Mechanical & Chemical Properties of A36 & SS400Document8 pagesMechanical & Chemical Properties of A36 & SS400Dennis Dy100% (2)
- Mechanical Behaviour of MaterialsDocument48 pagesMechanical Behaviour of Materialsedua777ytNo ratings yet
- Fardis EC8-3 Member Models - 0Document75 pagesFardis EC8-3 Member Models - 0Wendirad BeshadaNo ratings yet
- HSFG Bolts On BridgesDocument16 pagesHSFG Bolts On BridgesParchuri PraveenNo ratings yet
- CH 07Document59 pagesCH 07Theod S. VilaNo ratings yet
- Modes of Failure of Mechanical Component:: Nptel PDFDocument9 pagesModes of Failure of Mechanical Component:: Nptel PDFarvind bariNo ratings yet
- Tablas de Esfuerzos PDFDocument729 pagesTablas de Esfuerzos PDFSamuel PohezNo ratings yet
- WRC 107Document3 pagesWRC 107Aqeel BismaNo ratings yet
- Mechanical BehaviorDocument23 pagesMechanical BehaviorDanica Sphynx BonaNo ratings yet
- Strengthening of RC Chimneys With FRP Composites 0Document6 pagesStrengthening of RC Chimneys With FRP Composites 0andyhrNo ratings yet
- D706 21603-1 PDFDocument6 pagesD706 21603-1 PDFMaeon LaboratoriesNo ratings yet
- 0709 Weld Products All enDocument104 pages0709 Weld Products All enNaza GavaputriNo ratings yet
- A 663 - A 663M - 89 R00 - Qty2my9bnjyztqDocument3 pagesA 663 - A 663M - 89 R00 - Qty2my9bnjyztqAbram MejiaNo ratings yet
- Structural Steel Design UGNA3032Document74 pagesStructural Steel Design UGNA3032木辛耳总No ratings yet
- KossaDocument5 pagesKossaWilliam Gomez ZabaletaNo ratings yet