Download as pdf or txt
You might also like
- Daban 8817 Super GundamDocument23 pagesDaban 8817 Super GundamVash HeroNo ratings yet
- Super FinishingDocument5 pagesSuper FinishingAwal JaNuary Saragi0% (1)
- Various Types of Floor Finishes inDocument24 pagesVarious Types of Floor Finishes injanani1990No ratings yet
- Scraping: Why and HowDocument23 pagesScraping: Why and Howjesslawnz86% (7)
- Def STAN 03-2 Surface PreparationDocument71 pagesDef STAN 03-2 Surface Preparationsai0% (1)
- APE Concrete Polishing Guide 2015Document10 pagesAPE Concrete Polishing Guide 2015Dan GoNo ratings yet
- Tool SharpeningDocument16 pagesTool SharpeningLito BenitoNo ratings yet
- Research PaperDocument4 pagesResearch Papersuraj saymberNo ratings yet
- WOODWORKING GUIDE - Sharpening ToolsDocument4 pagesWOODWORKING GUIDE - Sharpening ToolsJd DiazNo ratings yet
- LNT Sharpening Instructions 4-11-19 2Document2 pagesLNT Sharpening Instructions 4-11-19 2octavio araujoNo ratings yet
- Casting Process IDocument31 pagesCasting Process IArpit JainNo ratings yet
- DRILL OF CementRetainersDocument1 pageDRILL OF CementRetainersmohammad teimuriNo ratings yet
- Honing 2Document11 pagesHoning 2shashanksirNo ratings yet
- Gear Finishing ProcessesDocument12 pagesGear Finishing ProcessesGibsonNo ratings yet
- DAIWA RABIN Clear Copy CatalogDocument16 pagesDAIWA RABIN Clear Copy CatalogCris LimNo ratings yet
- Surface FinishingDocument11 pagesSurface FinishingShashank BhambaleNo ratings yet
- Rock Excavation SystemsDocument16 pagesRock Excavation SystemsKerim AydinerNo ratings yet
- Norton Water Stone Users GuideDocument2 pagesNorton Water Stone Users Guidejb71xx100% (1)
- BWE and CSMDocument43 pagesBWE and CSMAnshul yadavNo ratings yet
- Machine Tools and Machining 3Document65 pagesMachine Tools and Machining 3Faisal MaqsoodNo ratings yet
- Invalid HTTP Request HeaderDocument8 pagesInvalid HTTP Request HeaderKhalid IbrahimNo ratings yet
- Horl2 Manual en 9Document12 pagesHorl2 Manual en 9ydqdqn2tkbNo ratings yet
- Superfinishing Processes: HoningDocument5 pagesSuperfinishing Processes: HoningAyman HussienNo ratings yet
- Pre Polishing 1Document1 pagePre Polishing 1muhammad hamza0% (1)
- Machining Operations: Text-Based VersionDocument5 pagesMachining Operations: Text-Based Versionvijayans_1No ratings yet
- Week 7 - RoadheaderDocument12 pagesWeek 7 - RoadheaderNilakshiManawaduNo ratings yet
- QB-Solution 4,5,6Document16 pagesQB-Solution 4,5,6Pratik KarwadeNo ratings yet
- EURODIMA Catalogue - 16-16Document1 pageEURODIMA Catalogue - 16-16Music NetNo ratings yet
- Honing of CylindersDocument3 pagesHoning of Cylindersvijay9994No ratings yet
- Grinding MachinesDocument74 pagesGrinding MachinesRandy EsoleNo ratings yet
- Metal Grinding: RGTGFTRGFTRDocument59 pagesMetal Grinding: RGTGFTRGFTRメルヴリッ クズルエタNo ratings yet
- CASTINGDocument27 pagesCASTINGChristopher MutyambiziNo ratings yet
- Super Finishing ProcessesDocument2 pagesSuper Finishing ProcessesSamir BoseNo ratings yet
- Types of Dressing & Polishing of Artificial Stones: Building Materials and Construction Assignment OnDocument9 pagesTypes of Dressing & Polishing of Artificial Stones: Building Materials and Construction Assignment OnKasper ProductionsNo ratings yet
- Surface Grinding MachineDocument2 pagesSurface Grinding Machineelaizaagudo17No ratings yet
- Parameters For The Use of Drill BitsDocument16 pagesParameters For The Use of Drill BitsRaqi IzdiharaNo ratings yet
- Abrasive Machining Processes & Slotter MachineDocument65 pagesAbrasive Machining Processes & Slotter MachineFaisal MaqsoodNo ratings yet
- Installation Housing: Shaft Surface Hardness of The ShaftDocument7 pagesInstallation Housing: Shaft Surface Hardness of The ShaftPetrus UngureanuNo ratings yet
- Flooring PolishedConcreteFloor 20190514Document9 pagesFlooring PolishedConcreteFloor 20190514BeatrizLlamasNo ratings yet
- Applsci 12 04683 v2Document21 pagesApplsci 12 04683 v2vajdazitaNo ratings yet
- Grinding: Abrasive Machine Process GrinderDocument29 pagesGrinding: Abrasive Machine Process GrinderMuhammad AneesNo ratings yet
- Compiled Mach ShopDocument187 pagesCompiled Mach Shop22-02673No ratings yet
- Bedford Fabrication - Installation LR v07312018Document16 pagesBedford Fabrication - Installation LR v07312018gillang1No ratings yet
- Rotary Point Crush DressingDocument4 pagesRotary Point Crush Dressingset_ltdaNo ratings yet
- Maintenance of Crushers: R S BaislaDocument52 pagesMaintenance of Crushers: R S BaislaRavindranath BheemisettyNo ratings yet
- NccrepointingguideDocument4 pagesNccrepointingguideJoão Ricardo LopesNo ratings yet
- Grinding and FinishingDocument84 pagesGrinding and FinishingAjay PundirNo ratings yet
- Unit 3 Skiving: StructureDocument13 pagesUnit 3 Skiving: Structurevidhi mauryaNo ratings yet
- Aggregates Crushing and Screening PlantDocument13 pagesAggregates Crushing and Screening PlantBonifacio100% (1)
- Black Line Breaker ToolsDocument16 pagesBlack Line Breaker ToolsDeno Manuel LudzanNo ratings yet
- SR - NO. Chapter Name Page NoDocument61 pagesSR - NO. Chapter Name Page Nodeep bahirshetNo ratings yet
- Project FinalDocument19 pagesProject Final18E3457 MukundiniNo ratings yet
- What Is The "Right" Abrasive For The Job? Burke Bennett Sales and Service Representative Clemtex, Inc. Houston, Texas, USADocument6 pagesWhat Is The "Right" Abrasive For The Job? Burke Bennett Sales and Service Representative Clemtex, Inc. Houston, Texas, USARodrigo LeanosNo ratings yet
- Stone PDFDocument23 pagesStone PDFSanjuNo ratings yet
- Ripping: Tools, Techniques, and Applications: Fig. 1 - Fixed Par-Allelogram With Droop Snoat Tip., "Document4 pagesRipping: Tools, Techniques, and Applications: Fig. 1 - Fixed Par-Allelogram With Droop Snoat Tip., "leodorNo ratings yet
- MSTP Reviewer MidtermsDocument9 pagesMSTP Reviewer MidtermsCarl Jay R. IntacNo ratings yet
- Carving A Stone PDFDocument3 pagesCarving A Stone PDFmagoleija2010No ratings yet
- Honing Stones English 07Document14 pagesHoning Stones English 07Shiri ShaNo ratings yet
- 1537CylinderBor 00000001942Document6 pages1537CylinderBor 00000001942wahyufirmansyah.officeNo ratings yet
- Isa RangkumanDocument4 pagesIsa RangkumanGaluh PrameswariNo ratings yet
- How To Sand Your Own Timber Floor: The Ultimate DIY Guide With PicturesFrom EverandHow To Sand Your Own Timber Floor: The Ultimate DIY Guide With PicturesNo ratings yet
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesFrom EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesNo ratings yet
- POLISHing Sequence PDFDocument8 pagesPOLISHing Sequence PDFrobin parmarNo ratings yet
- AT0020-0311 - Tech Briefs - Mold Polishing MoldMAX and PROtherm PDFDocument2 pagesAT0020-0311 - Tech Briefs - Mold Polishing MoldMAX and PROtherm PDFrobin parmarNo ratings yet
- A 3 14 PDFDocument272 pagesA 3 14 PDFRahardian Faizal ZuhdiNo ratings yet
- Heat Treat 207 2006 Charts 9pgs PDFDocument9 pagesHeat Treat 207 2006 Charts 9pgs PDFrobin parmar100% (1)
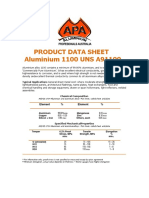
- 1100-Data Sheets PDFDocument3 pages1100-Data Sheets PDFPaturu VijayNo ratings yet
- IM Direct and Smelting Reduction Process PDFDocument10 pagesIM Direct and Smelting Reduction Process PDFRezki AshidiqiNo ratings yet
- Processing of Ceramics, Glass, and SuperconductorsDocument17 pagesProcessing of Ceramics, Glass, and SuperconductorsQuốc HoàngNo ratings yet
- Sheet Metal Forming Processes: Shearing, Bending, Stretching Are The Most CommonDocument12 pagesSheet Metal Forming Processes: Shearing, Bending, Stretching Are The Most CommonnasruddinNo ratings yet
- Mead Steel Comparison GuideDocument14 pagesMead Steel Comparison GuideM Usman RiazNo ratings yet
- Complete EDM Handbook - 6Document8 pagesComplete EDM Handbook - 6ks2000n1No ratings yet
- Surface Grinding ReportDocument12 pagesSurface Grinding Reportyowiskie100% (1)
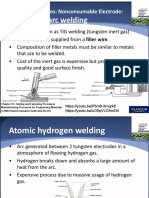
- Welding Part 2Document38 pagesWelding Part 2Balqees Al RiyamiNo ratings yet
- Lathe & Drilling (Part-II) NotesDocument4 pagesLathe & Drilling (Part-II) NotesShashank SinghNo ratings yet
- Motivation:-: WWW - Parhladsharma.inDocument4 pagesMotivation:-: WWW - Parhladsharma.inDeekshith DileepNo ratings yet
- Alloy Steel Bar - Jis Scm440, Din 41crmo4, Astm 4142, Astm 4140Document2 pagesAlloy Steel Bar - Jis Scm440, Din 41crmo4, Astm 4142, Astm 4140Antonio Marcos Dos SantosNo ratings yet
- BRM - Body Repair Manual-2Document36 pagesBRM - Body Repair Manual-2Contreras Stuardo ChristianNo ratings yet
- CK45Document5 pagesCK45kumhluangNo ratings yet
- Steel Materials CatalogDocument70 pagesSteel Materials Catalogkimyt250651No ratings yet
- Katalog ArcelorDocument14 pagesKatalog Arcelor666bigboy666No ratings yet
- BASIC - 5 - Question Asnt Level IIIDocument8 pagesBASIC - 5 - Question Asnt Level IIIabhi88% (8)
- Cover Letter For Bank Job ApplicationDocument6 pagesCover Letter For Bank Job Applicationbdg9hkj6100% (2)
- GN - 8-02 - Protective Treatment of FastenersDocument5 pagesGN - 8-02 - Protective Treatment of Fastenersachus2000No ratings yet
- Lesson 5: Sanding: WOODWORKING CLASS (/class/Woodworking-Class/)Document6 pagesLesson 5: Sanding: WOODWORKING CLASS (/class/Woodworking-Class/)Dian Pires100% (1)
- Supreme Technology 2-Zinc Alloy&ZincDocument6 pagesSupreme Technology 2-Zinc Alloy&ZincTran Duong QuangNo ratings yet
- Session 5-Thermal Spray Coatings For Corrosion Protection-What You Need To KnowDocument48 pagesSession 5-Thermal Spray Coatings For Corrosion Protection-What You Need To KnowBala SingamNo ratings yet
- Sprocket PT Petrodrill Manufacture IndonesiaDocument1 pageSprocket PT Petrodrill Manufacture Indonesiaer_winwibowoNo ratings yet
- Hard Chrome PlatingDocument1 pageHard Chrome PlatingKishora BhatNo ratings yet
- Dievar D20140715 PDFDocument16 pagesDievar D20140715 PDFRizal IephoNo ratings yet
- Metallurgical EngineeringDocument3 pagesMetallurgical EngineeringAPPI NAIDUNo ratings yet
- Control of Distortion in Tool Steels PDFDocument6 pagesControl of Distortion in Tool Steels PDFKishore Kumar100% (1)
- Coating Services For The Primary Metals IndustryDocument12 pagesCoating Services For The Primary Metals IndustryarkpNo ratings yet
- Technical Data: ApplicationDocument3 pagesTechnical Data: ApplicationKisgyörgy ZoltánNo ratings yet