
4 KEY STEPS TO MATCH A WELDING FILLER METAL TO A BASe METAL
4 KEY STEPS TO MATCH A WELDING FILLER METAL TO A BASe METAL
You might also like
- ASM Metal Handbook Vol 14 Bulk FormingDocument29 pagesASM Metal Handbook Vol 14 Bulk Formingrockwoodrob60% (5)
- ASTM A537 Class 1 Distributor, Source For ASTM A537 Class 1, Specialize in ASTM A537 Class 1, ASTM A537 Class 1 With Test Certificate - AesteironDocument4 pagesASTM A537 Class 1 Distributor, Source For ASTM A537 Class 1, Specialize in ASTM A537 Class 1, ASTM A537 Class 1 With Test Certificate - Aesteironvalli rajuNo ratings yet
- Lockbolts: Pin and Collar Fastening SystemDocument28 pagesLockbolts: Pin and Collar Fastening SystemBrij Mohan GuptaNo ratings yet
- Equivalent Cross Valve Cast PDFDocument2 pagesEquivalent Cross Valve Cast PDFshaonaaNo ratings yet
- Davies, W.v.axes CatalogueOfTheBritishMuseumDocument53 pagesDavies, W.v.axes CatalogueOfTheBritishMuseumRenata ŠućurovićNo ratings yet
- Trabajo de InvestigaciónDocument4 pagesTrabajo de Investigaciónabraham.rodriguez.cwi246No ratings yet
- 16.3 Filler Metal SpecificationsDocument2 pages16.3 Filler Metal Specificationsedgar zamoranNo ratings yet
- Dezurik Awwa Butterfly Valves Baw Technical 43 - 00 - 2 PDFDocument24 pagesDezurik Awwa Butterfly Valves Baw Technical 43 - 00 - 2 PDFANILNo ratings yet
- Api and British Standard Trim DesignationsDocument1 pageApi and British Standard Trim DesignationsPOTDARNo ratings yet
- Equivelent Material GradesDocument2 pagesEquivelent Material Gradesutut yfhgNo ratings yet
- PB Nozzles eDocument21 pagesPB Nozzles echipulinoNo ratings yet
- 094 100 Metall Jacketed GasketsDocument7 pages094 100 Metall Jacketed GasketsGuess VaughnNo ratings yet
- Main Product: Stud Bolt & Hex Nut Heavy Hex Bolt (Hexagon Bolt) / Hex NutDocument5 pagesMain Product: Stud Bolt & Hex Nut Heavy Hex Bolt (Hexagon Bolt) / Hex NutNgoc Huyen NguyenNo ratings yet
- ABS FM ListDocument2 pagesABS FM ListRufina Petronella SinagaNo ratings yet
- Material SpecificationDocument2 pagesMaterial SpecificationmasrooorNo ratings yet
- Pop Rivets ToolsDocument68 pagesPop Rivets ToolsrasheedgotzNo ratings yet
- Equivelent Material Grades - AR ValveDocument2 pagesEquivelent Material Grades - AR ValveManuel AstrosNo ratings yet
- Trim Numbers Nordic Pipe AbDocument1 pageTrim Numbers Nordic Pipe Abfer_2586No ratings yet
- Piping Study - HomeDocument5 pagesPiping Study - HomeshantilalNo ratings yet
- All AWS - CodesDocument11 pagesAll AWS - CodesPradip Tapan BanerjeeNo ratings yet
- PSI ASTMMaterialCodesDocument1 pagePSI ASTMMaterialCodesMuru AjithNo ratings yet
- ASTM Norms Commonly UsedDocument1 pageASTM Norms Commonly Usedivanov5559No ratings yet
- ASTM Norms Commonly UsedDocument1 pageASTM Norms Commonly UsedBauyrzhanNo ratings yet
- ASTM Norms Commonly UsedDocument1 pageASTM Norms Commonly UsedBauyrzhanNo ratings yet
- Metal Jacketed Gaskets: Picture 1Document7 pagesMetal Jacketed Gaskets: Picture 1surendharNo ratings yet
- GLT Id Valves CatalogDocument80 pagesGLT Id Valves Catalogdjoko witjaksonoNo ratings yet
- Forged Steel Check Valve Flange End - Asa 150 Class: Standards & SpecificationsDocument9 pagesForged Steel Check Valve Flange End - Asa 150 Class: Standards & SpecificationsFlowBiz Exports Pvt. Ltd.No ratings yet
- Globe Valves - ASME Class 900 & 1500: Flanged EndDocument1 pageGlobe Valves - ASME Class 900 & 1500: Flanged EndMunishTrichyNo ratings yet
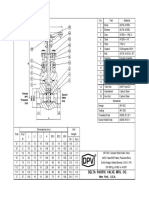
- Delta Pacific Valve Mfg. Co.: New York, U.S.ADocument1 pageDelta Pacific Valve Mfg. Co.: New York, U.S.ALê Tuấn AnhNo ratings yet
- Equivalent Cross Valve CastDocument2 pagesEquivalent Cross Valve CastArun JaffersonNo ratings yet
- Aero Metal Alliance Aluminium Alloy Aerospace Aluminium Alloys 25Document4 pagesAero Metal Alliance Aluminium Alloy Aerospace Aluminium Alloys 25manikanta varmaNo ratings yet
- Flanges General - Pressure-Temperature Ratings ASTM and ASMEDocument5 pagesFlanges General - Pressure-Temperature Ratings ASTM and ASMEjacksonbello34No ratings yet
- Materiales ASTMDocument4 pagesMateriales ASTMtinchancho100% (1)
- Equivalent Valve Forged Cast PDFDocument2 pagesEquivalent Valve Forged Cast PDFAlessandro Marcio LiraNo ratings yet
- FlowBiz Forged Steel Gate Valve Flanged End 150 ClassDocument2 pagesFlowBiz Forged Steel Gate Valve Flanged End 150 ClassSHAKIR ANSARINo ratings yet
- What Are ASTM GradesDocument4 pagesWhat Are ASTM Gradesmohan babuNo ratings yet
- Microstructure, Mechanical Properties and Non-Destructive Test On Dissimilar AA5083-AA7075 Aluminium Alloys Using GTAWDocument14 pagesMicrostructure, Mechanical Properties and Non-Destructive Test On Dissimilar AA5083-AA7075 Aluminium Alloys Using GTAWKalamchety Ravikumar SrinivasaNo ratings yet
- Pg.34 Soon Lian Aluminium Alloy ProductsDocument88 pagesPg.34 Soon Lian Aluminium Alloy ProductsKelvin XuNo ratings yet
- FlowBiz Forged Steel Globe ValveDocument14 pagesFlowBiz Forged Steel Globe ValveFlowBiz Exports Pvt. Ltd.No ratings yet
- Cast Steel Swing Check Valves-Bs 1868, Api-6D, Asme B16.34: M.M.K. Engineering Co. Pvt. LTDDocument3 pagesCast Steel Swing Check Valves-Bs 1868, Api-6D, Asme B16.34: M.M.K. Engineering Co. Pvt. LTDAnonymous 6ZWS6IG2J9No ratings yet
- Grades of Materials Used For Ipes - Ittings - Langes - Alves - Stud Bolts According To Various S Standards What Are ASTM GradesDocument3 pagesGrades of Materials Used For Ipes - Ittings - Langes - Alves - Stud Bolts According To Various S Standards What Are ASTM GradesMohamed AdelNo ratings yet
- Blogspot Co Id 2013 05 Berat Pipa Baja HTMLDocument4 pagesBlogspot Co Id 2013 05 Berat Pipa Baja HTMLHadianto JkNo ratings yet
- Easy Guide For Valve Material SelectionDocument17 pagesEasy Guide For Valve Material Selectionامجد عباس حاجم بريديNo ratings yet
- Shielding Gases Selection Chart 2013Document1 pageShielding Gases Selection Chart 2013Lachie TaylorNo ratings yet
- Spec 00360Document2 pagesSpec 00360Herbert LowNo ratings yet
- Piping Codes & Standard and Cross ReferrenceDocument12 pagesPiping Codes & Standard and Cross ReferrencesmaluqNo ratings yet
- Equivalent Cross Valve CastDocument1 pageEquivalent Cross Valve Castg_casalinuovo19812344No ratings yet
- 603 Swing Check Valve Class 600Document1 page603 Swing Check Valve Class 600Cricri CriNo ratings yet
- 360 Reference Tables: Gray Cast Iron Fresh WaterDocument5 pages360 Reference Tables: Gray Cast Iron Fresh WaterGuido BerdinaNo ratings yet
- Stainless Steel Stick Electrodes: Aws E309-16 Aws E309Mo-16 Aws E309Mol-16Document10 pagesStainless Steel Stick Electrodes: Aws E309-16 Aws E309Mo-16 Aws E309Mol-16ManuelNo ratings yet
- Orged Steel Gate Valve CLASS 600 & 800: Bolted Bonnet Socketed WeldingDocument1 pageOrged Steel Gate Valve CLASS 600 & 800: Bolted Bonnet Socketed WeldingretrogradesNo ratings yet
- Arita Gate ValveDocument8 pagesArita Gate Valvemr_fahmiNo ratings yet
- Bill of Material - Globe Valve - Model 3000Document1 pageBill of Material - Globe Valve - Model 3000RAVIKIRAN BARDENo ratings yet
- Technical Update Maintenance Welding of AluminumDocument22 pagesTechnical Update Maintenance Welding of Aluminumaxisd47No ratings yet
- Handouts - An Economic and Cost Point of ViewDocument17 pagesHandouts - An Economic and Cost Point of ViewDavid Luna MolinaNo ratings yet
- Catalogue Revolloy Welding ConsumablesDocument30 pagesCatalogue Revolloy Welding ConsumablesAdi SutardiNo ratings yet
- Ovado Series BookletDocument11 pagesOvado Series BookletAnas KhurshidNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonRating: 4 out of 5 stars4/5 (1)
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Die Casting Metallurgy: Butterworths Monographs in MaterialsFrom EverandDie Casting Metallurgy: Butterworths Monographs in MaterialsRating: 3.5 out of 5 stars3.5/5 (2)
- Corrosion Science Volume Issue 2018 (Doi 10.1016/j.corsci.2018.01.012) Sinhmar, Sunil Dwivedi, Dheerendra Kumar - A Study On Corrosion Behavior of Friction Stir Welded and Tungsten Inert Gas WeldeDocument11 pagesCorrosion Science Volume Issue 2018 (Doi 10.1016/j.corsci.2018.01.012) Sinhmar, Sunil Dwivedi, Dheerendra Kumar - A Study On Corrosion Behavior of Friction Stir Welded and Tungsten Inert Gas WeldeVijay GadakhNo ratings yet
- Mechanical Properties Enhancement of Al-Si (Adc12) Alloy by Heat TreatmentDocument5 pagesMechanical Properties Enhancement of Al-Si (Adc12) Alloy by Heat Treatmentsatheez3251No ratings yet
- RAM123Document19 pagesRAM123Bhagawati Prasad SharmaNo ratings yet
- Catalogo Guias de Valvulas / Catalogue Valve GuidesDocument263 pagesCatalogo Guias de Valvulas / Catalogue Valve GuidessebastianNo ratings yet
- Aluminium in ShipbuildingDocument11 pagesAluminium in ShipbuildingHellery FilhoNo ratings yet
- Design of Aluminium Boom and Arm For An Excavator PDFDocument7 pagesDesign of Aluminium Boom and Arm For An Excavator PDFBruno SantosNo ratings yet
- Glycerin Purification Column: Keerthana Baskaran 130686J CH 3060 - Plant and Equipment Design Assignment - 1Document23 pagesGlycerin Purification Column: Keerthana Baskaran 130686J CH 3060 - Plant and Equipment Design Assignment - 1Keerthana Bas100% (1)
- VA52Document2 pagesVA52joclarkhnNo ratings yet
- Ventilation GuideDocument223 pagesVentilation GuideCantir Dumitru100% (2)
- Homework 1Document8 pagesHomework 1Alferid ShifaNo ratings yet
- Toaz - Info Steel Making PRDocument38 pagesToaz - Info Steel Making PRtitiNo ratings yet
- A Comparative Study of Corrosion Behavior of An Additively Manufactured Al-6061 RAM2 With Extruded Al-6061 T6Document15 pagesA Comparative Study of Corrosion Behavior of An Additively Manufactured Al-6061 RAM2 With Extruded Al-6061 T6Annamalai NNo ratings yet
- Iron Iron Carbon DiagramDocument9 pagesIron Iron Carbon DiagramwaqarNo ratings yet
- NES 747 Part1 PDFDocument38 pagesNES 747 Part1 PDFRicardo Huanca TrejoNo ratings yet
- Aluminium - The Age of of ShipsDocument36 pagesAluminium - The Age of of Shipsnapoleonpt2No ratings yet
- Section - 4 General Damage Mechanisms - 475deg C EmbrittlementDocument3 pagesSection - 4 General Damage Mechanisms - 475deg C EmbrittlementlokelooksNo ratings yet
- C - LA Steel Market Analysis - 2011Mar10-FINALDocument14 pagesC - LA Steel Market Analysis - 2011Mar10-FINALSaurabhShrivastavaNo ratings yet
- ISM3 Conference ProgrammeDocument6 pagesISM3 Conference Programmeno-w-hereNo ratings yet
- Copper and Brass Catalogue July 2014 EditionDocument33 pagesCopper and Brass Catalogue July 2014 Editionga6ba5100% (1)
- Abnt NBR 15514Document20 pagesAbnt NBR 15514Andre alexander dos santosNo ratings yet
- Astm A800-2014Document7 pagesAstm A800-2014Mukesh kumarNo ratings yet
- Livros Lista MetalurgiaDocument11 pagesLivros Lista MetalurgiaEder TheoNo ratings yet
- OCY751 Waste Water Treatment MCQ Unit 1 To 5Document53 pagesOCY751 Waste Water Treatment MCQ Unit 1 To 5Pavithra MathiNo ratings yet
- Astm A781 A781m - 2016Document11 pagesAstm A781 A781m - 2016Jose ManuelNo ratings yet
- Mechanical Testing: Notched Bar or Impact Testing. Part IIDocument4 pagesMechanical Testing: Notched Bar or Impact Testing. Part IIMehmet Soysal100% (1)
- Taper and Deburring CountersinkersDocument33 pagesTaper and Deburring CountersinkersTuyenNo ratings yet
- AP Revised Standard Data 2017-18Document423 pagesAP Revised Standard Data 2017-18dee.angrau76% (25)
- Aluminum Alloys Designation NormDocument15 pagesAluminum Alloys Designation NormBurcu YıldızNo ratings yet

























































































Download as docx, pdf, or txt
You might also like
- ASM Metal Handbook Vol 14 Bulk FormingDocument29 pagesASM Metal Handbook Vol 14 Bulk Formingrockwoodrob60% (5)
- ASTM A537 Class 1 Distributor, Source For ASTM A537 Class 1, Specialize in ASTM A537 Class 1, ASTM A537 Class 1 With Test Certificate - AesteironDocument4 pagesASTM A537 Class 1 Distributor, Source For ASTM A537 Class 1, Specialize in ASTM A537 Class 1, ASTM A537 Class 1 With Test Certificate - Aesteironvalli rajuNo ratings yet
- Lockbolts: Pin and Collar Fastening SystemDocument28 pagesLockbolts: Pin and Collar Fastening SystemBrij Mohan GuptaNo ratings yet
- Equivalent Cross Valve Cast PDFDocument2 pagesEquivalent Cross Valve Cast PDFshaonaaNo ratings yet
- Davies, W.v.axes CatalogueOfTheBritishMuseumDocument53 pagesDavies, W.v.axes CatalogueOfTheBritishMuseumRenata ŠućurovićNo ratings yet
- Trabajo de InvestigaciónDocument4 pagesTrabajo de Investigaciónabraham.rodriguez.cwi246No ratings yet
- 16.3 Filler Metal SpecificationsDocument2 pages16.3 Filler Metal Specificationsedgar zamoranNo ratings yet
- Dezurik Awwa Butterfly Valves Baw Technical 43 - 00 - 2 PDFDocument24 pagesDezurik Awwa Butterfly Valves Baw Technical 43 - 00 - 2 PDFANILNo ratings yet
- Api and British Standard Trim DesignationsDocument1 pageApi and British Standard Trim DesignationsPOTDARNo ratings yet
- Equivelent Material GradesDocument2 pagesEquivelent Material Gradesutut yfhgNo ratings yet
- PB Nozzles eDocument21 pagesPB Nozzles echipulinoNo ratings yet
- 094 100 Metall Jacketed GasketsDocument7 pages094 100 Metall Jacketed GasketsGuess VaughnNo ratings yet
- Main Product: Stud Bolt & Hex Nut Heavy Hex Bolt (Hexagon Bolt) / Hex NutDocument5 pagesMain Product: Stud Bolt & Hex Nut Heavy Hex Bolt (Hexagon Bolt) / Hex NutNgoc Huyen NguyenNo ratings yet
- ABS FM ListDocument2 pagesABS FM ListRufina Petronella SinagaNo ratings yet
- Material SpecificationDocument2 pagesMaterial SpecificationmasrooorNo ratings yet
- Pop Rivets ToolsDocument68 pagesPop Rivets ToolsrasheedgotzNo ratings yet
- Equivelent Material Grades - AR ValveDocument2 pagesEquivelent Material Grades - AR ValveManuel AstrosNo ratings yet
- Trim Numbers Nordic Pipe AbDocument1 pageTrim Numbers Nordic Pipe Abfer_2586No ratings yet
- Piping Study - HomeDocument5 pagesPiping Study - HomeshantilalNo ratings yet
- All AWS - CodesDocument11 pagesAll AWS - CodesPradip Tapan BanerjeeNo ratings yet
- PSI ASTMMaterialCodesDocument1 pagePSI ASTMMaterialCodesMuru AjithNo ratings yet
- ASTM Norms Commonly UsedDocument1 pageASTM Norms Commonly Usedivanov5559No ratings yet
- ASTM Norms Commonly UsedDocument1 pageASTM Norms Commonly UsedBauyrzhanNo ratings yet
- ASTM Norms Commonly UsedDocument1 pageASTM Norms Commonly UsedBauyrzhanNo ratings yet
- Metal Jacketed Gaskets: Picture 1Document7 pagesMetal Jacketed Gaskets: Picture 1surendharNo ratings yet
- GLT Id Valves CatalogDocument80 pagesGLT Id Valves Catalogdjoko witjaksonoNo ratings yet
- Forged Steel Check Valve Flange End - Asa 150 Class: Standards & SpecificationsDocument9 pagesForged Steel Check Valve Flange End - Asa 150 Class: Standards & SpecificationsFlowBiz Exports Pvt. Ltd.No ratings yet
- Globe Valves - ASME Class 900 & 1500: Flanged EndDocument1 pageGlobe Valves - ASME Class 900 & 1500: Flanged EndMunishTrichyNo ratings yet
- Delta Pacific Valve Mfg. Co.: New York, U.S.ADocument1 pageDelta Pacific Valve Mfg. Co.: New York, U.S.ALê Tuấn AnhNo ratings yet
- Equivalent Cross Valve CastDocument2 pagesEquivalent Cross Valve CastArun JaffersonNo ratings yet
- Aero Metal Alliance Aluminium Alloy Aerospace Aluminium Alloys 25Document4 pagesAero Metal Alliance Aluminium Alloy Aerospace Aluminium Alloys 25manikanta varmaNo ratings yet
- Flanges General - Pressure-Temperature Ratings ASTM and ASMEDocument5 pagesFlanges General - Pressure-Temperature Ratings ASTM and ASMEjacksonbello34No ratings yet
- Materiales ASTMDocument4 pagesMateriales ASTMtinchancho100% (1)
- Equivalent Valve Forged Cast PDFDocument2 pagesEquivalent Valve Forged Cast PDFAlessandro Marcio LiraNo ratings yet
- FlowBiz Forged Steel Gate Valve Flanged End 150 ClassDocument2 pagesFlowBiz Forged Steel Gate Valve Flanged End 150 ClassSHAKIR ANSARINo ratings yet
- What Are ASTM GradesDocument4 pagesWhat Are ASTM Gradesmohan babuNo ratings yet
- Microstructure, Mechanical Properties and Non-Destructive Test On Dissimilar AA5083-AA7075 Aluminium Alloys Using GTAWDocument14 pagesMicrostructure, Mechanical Properties and Non-Destructive Test On Dissimilar AA5083-AA7075 Aluminium Alloys Using GTAWKalamchety Ravikumar SrinivasaNo ratings yet
- Pg.34 Soon Lian Aluminium Alloy ProductsDocument88 pagesPg.34 Soon Lian Aluminium Alloy ProductsKelvin XuNo ratings yet
- FlowBiz Forged Steel Globe ValveDocument14 pagesFlowBiz Forged Steel Globe ValveFlowBiz Exports Pvt. Ltd.No ratings yet
- Cast Steel Swing Check Valves-Bs 1868, Api-6D, Asme B16.34: M.M.K. Engineering Co. Pvt. LTDDocument3 pagesCast Steel Swing Check Valves-Bs 1868, Api-6D, Asme B16.34: M.M.K. Engineering Co. Pvt. LTDAnonymous 6ZWS6IG2J9No ratings yet
- Grades of Materials Used For Ipes - Ittings - Langes - Alves - Stud Bolts According To Various S Standards What Are ASTM GradesDocument3 pagesGrades of Materials Used For Ipes - Ittings - Langes - Alves - Stud Bolts According To Various S Standards What Are ASTM GradesMohamed AdelNo ratings yet
- Blogspot Co Id 2013 05 Berat Pipa Baja HTMLDocument4 pagesBlogspot Co Id 2013 05 Berat Pipa Baja HTMLHadianto JkNo ratings yet
- Easy Guide For Valve Material SelectionDocument17 pagesEasy Guide For Valve Material Selectionامجد عباس حاجم بريديNo ratings yet
- Shielding Gases Selection Chart 2013Document1 pageShielding Gases Selection Chart 2013Lachie TaylorNo ratings yet
- Spec 00360Document2 pagesSpec 00360Herbert LowNo ratings yet
- Piping Codes & Standard and Cross ReferrenceDocument12 pagesPiping Codes & Standard and Cross ReferrencesmaluqNo ratings yet
- Equivalent Cross Valve CastDocument1 pageEquivalent Cross Valve Castg_casalinuovo19812344No ratings yet
- 603 Swing Check Valve Class 600Document1 page603 Swing Check Valve Class 600Cricri CriNo ratings yet
- 360 Reference Tables: Gray Cast Iron Fresh WaterDocument5 pages360 Reference Tables: Gray Cast Iron Fresh WaterGuido BerdinaNo ratings yet
- Stainless Steel Stick Electrodes: Aws E309-16 Aws E309Mo-16 Aws E309Mol-16Document10 pagesStainless Steel Stick Electrodes: Aws E309-16 Aws E309Mo-16 Aws E309Mol-16ManuelNo ratings yet
- Orged Steel Gate Valve CLASS 600 & 800: Bolted Bonnet Socketed WeldingDocument1 pageOrged Steel Gate Valve CLASS 600 & 800: Bolted Bonnet Socketed WeldingretrogradesNo ratings yet
- Arita Gate ValveDocument8 pagesArita Gate Valvemr_fahmiNo ratings yet
- Bill of Material - Globe Valve - Model 3000Document1 pageBill of Material - Globe Valve - Model 3000RAVIKIRAN BARDENo ratings yet
- Technical Update Maintenance Welding of AluminumDocument22 pagesTechnical Update Maintenance Welding of Aluminumaxisd47No ratings yet
- Handouts - An Economic and Cost Point of ViewDocument17 pagesHandouts - An Economic and Cost Point of ViewDavid Luna MolinaNo ratings yet
- Catalogue Revolloy Welding ConsumablesDocument30 pagesCatalogue Revolloy Welding ConsumablesAdi SutardiNo ratings yet
- Ovado Series BookletDocument11 pagesOvado Series BookletAnas KhurshidNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonRating: 4 out of 5 stars4/5 (1)
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Die Casting Metallurgy: Butterworths Monographs in MaterialsFrom EverandDie Casting Metallurgy: Butterworths Monographs in MaterialsRating: 3.5 out of 5 stars3.5/5 (2)
- Corrosion Science Volume Issue 2018 (Doi 10.1016/j.corsci.2018.01.012) Sinhmar, Sunil Dwivedi, Dheerendra Kumar - A Study On Corrosion Behavior of Friction Stir Welded and Tungsten Inert Gas WeldeDocument11 pagesCorrosion Science Volume Issue 2018 (Doi 10.1016/j.corsci.2018.01.012) Sinhmar, Sunil Dwivedi, Dheerendra Kumar - A Study On Corrosion Behavior of Friction Stir Welded and Tungsten Inert Gas WeldeVijay GadakhNo ratings yet
- Mechanical Properties Enhancement of Al-Si (Adc12) Alloy by Heat TreatmentDocument5 pagesMechanical Properties Enhancement of Al-Si (Adc12) Alloy by Heat Treatmentsatheez3251No ratings yet
- RAM123Document19 pagesRAM123Bhagawati Prasad SharmaNo ratings yet
- Catalogo Guias de Valvulas / Catalogue Valve GuidesDocument263 pagesCatalogo Guias de Valvulas / Catalogue Valve GuidessebastianNo ratings yet
- Aluminium in ShipbuildingDocument11 pagesAluminium in ShipbuildingHellery FilhoNo ratings yet
- Design of Aluminium Boom and Arm For An Excavator PDFDocument7 pagesDesign of Aluminium Boom and Arm For An Excavator PDFBruno SantosNo ratings yet
- Glycerin Purification Column: Keerthana Baskaran 130686J CH 3060 - Plant and Equipment Design Assignment - 1Document23 pagesGlycerin Purification Column: Keerthana Baskaran 130686J CH 3060 - Plant and Equipment Design Assignment - 1Keerthana Bas100% (1)
- VA52Document2 pagesVA52joclarkhnNo ratings yet
- Ventilation GuideDocument223 pagesVentilation GuideCantir Dumitru100% (2)
- Homework 1Document8 pagesHomework 1Alferid ShifaNo ratings yet
- Toaz - Info Steel Making PRDocument38 pagesToaz - Info Steel Making PRtitiNo ratings yet
- A Comparative Study of Corrosion Behavior of An Additively Manufactured Al-6061 RAM2 With Extruded Al-6061 T6Document15 pagesA Comparative Study of Corrosion Behavior of An Additively Manufactured Al-6061 RAM2 With Extruded Al-6061 T6Annamalai NNo ratings yet
- Iron Iron Carbon DiagramDocument9 pagesIron Iron Carbon DiagramwaqarNo ratings yet
- NES 747 Part1 PDFDocument38 pagesNES 747 Part1 PDFRicardo Huanca TrejoNo ratings yet
- Aluminium - The Age of of ShipsDocument36 pagesAluminium - The Age of of Shipsnapoleonpt2No ratings yet
- Section - 4 General Damage Mechanisms - 475deg C EmbrittlementDocument3 pagesSection - 4 General Damage Mechanisms - 475deg C EmbrittlementlokelooksNo ratings yet
- C - LA Steel Market Analysis - 2011Mar10-FINALDocument14 pagesC - LA Steel Market Analysis - 2011Mar10-FINALSaurabhShrivastavaNo ratings yet
- ISM3 Conference ProgrammeDocument6 pagesISM3 Conference Programmeno-w-hereNo ratings yet
- Copper and Brass Catalogue July 2014 EditionDocument33 pagesCopper and Brass Catalogue July 2014 Editionga6ba5100% (1)
- Abnt NBR 15514Document20 pagesAbnt NBR 15514Andre alexander dos santosNo ratings yet
- Astm A800-2014Document7 pagesAstm A800-2014Mukesh kumarNo ratings yet
- Livros Lista MetalurgiaDocument11 pagesLivros Lista MetalurgiaEder TheoNo ratings yet
- OCY751 Waste Water Treatment MCQ Unit 1 To 5Document53 pagesOCY751 Waste Water Treatment MCQ Unit 1 To 5Pavithra MathiNo ratings yet
- Astm A781 A781m - 2016Document11 pagesAstm A781 A781m - 2016Jose ManuelNo ratings yet
- Mechanical Testing: Notched Bar or Impact Testing. Part IIDocument4 pagesMechanical Testing: Notched Bar or Impact Testing. Part IIMehmet Soysal100% (1)
- Taper and Deburring CountersinkersDocument33 pagesTaper and Deburring CountersinkersTuyenNo ratings yet
- AP Revised Standard Data 2017-18Document423 pagesAP Revised Standard Data 2017-18dee.angrau76% (25)
- Aluminum Alloys Designation NormDocument15 pagesAluminum Alloys Designation NormBurcu YıldızNo ratings yet