Download as pdf or txt
You might also like
- Is 11006 2011 PDFDocument16 pagesIs 11006 2011 PDFAnantha NarayananNo ratings yet
- Steel Bars Mechanical PropertiesDocument2 pagesSteel Bars Mechanical PropertiesMIHDI PALAPUZNo ratings yet
- Semi-Lugged Gearbox Operated Butterfly Valves PN16Document1 pageSemi-Lugged Gearbox Operated Butterfly Valves PN16RonaldNo ratings yet
- Quantity EstimateDocument59 pagesQuantity EstimateJohn Christopher JusayanNo ratings yet
- Quantity EstimateDocument64 pagesQuantity Estimatefrancis sebastian lagamayoNo ratings yet
- ProjetDocument40 pagesProjetPrasunNo ratings yet
- HS-900B Technical Data SheetDocument3 pagesHS-900B Technical Data SheetAji SetiawanNo ratings yet
- MURAFLEX 2020 Low RizeDocument4 pagesMURAFLEX 2020 Low RizeanisyariskiNo ratings yet
- R/F - 300Lb Rating Medium Duty 'Y'-Type Strainer: Form Number: QD/177/01Document1 pageR/F - 300Lb Rating Medium Duty 'Y'-Type Strainer: Form Number: QD/177/01cmpuckNo ratings yet
- MONTABERTDocument6 pagesMONTABERTMiguelNo ratings yet
- Hov SCDocument1 pageHov SCMasood AlamNo ratings yet
- HS-900A Technical Data SheetDocument3 pagesHS-900A Technical Data SheetAji SetiawanNo ratings yet
- STANDARD - ASTM A653 - Brief DescriptionDocument7 pagesSTANDARD - ASTM A653 - Brief DescriptionSeyong ParkNo ratings yet
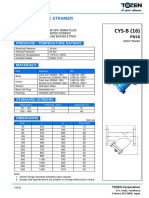
- Cys-B (16) (TM) (V1016)Document1 pageCys-B (16) (TM) (V1016)Azwan SunlineNo ratings yet
- Data Sheet: Steam Condenser Protection Type HOV-SCDocument2 pagesData Sheet: Steam Condenser Protection Type HOV-SCRonak PatelNo ratings yet
- FlangesDocument5 pagesFlangesNisarg PandyaNo ratings yet
- CombineDocument3 pagesCombineJf OngNo ratings yet
- Reinforcement Steel WorksDocument28 pagesReinforcement Steel WorksPooja PawarNo ratings yet
- R/F - 300Lb Rating Medium Duty 'Y'-Type Strainer: SDD/YMD/R300/STLDocument1 pageR/F - 300Lb Rating Medium Duty 'Y'-Type Strainer: SDD/YMD/R300/STLNagLakshmananNo ratings yet
- LetterDocument7 pagesLettersttkolkataNo ratings yet
- Hunsone CNC Machine CatalogueDocument38 pagesHunsone CNC Machine CatalogueLucy MontfortNo ratings yet
- Catalogue Eng PDFDocument20 pagesCatalogue Eng PDFjojoNo ratings yet
- BS HWC4 PN25 2Document4 pagesBS HWC4 PN25 2Norman MendozaNo ratings yet
- VOESTALPINE - Durostat (EN-05062019) 04 - 2019 PDFDocument3 pagesVOESTALPINE - Durostat (EN-05062019) 04 - 2019 PDFSimone PavaniNo ratings yet
- Min PT%Document3 pagesMin PT%Dhana SekaranNo ratings yet
- RuukiDocument20 pagesRuukiproje01No ratings yet
- 3-1 Steel-BarsDocument29 pages3-1 Steel-BarsKarl Jade LabucayNo ratings yet
- BV351E Dismantling JointDocument2 pagesBV351E Dismantling JointFAIYAZ AHMEDNo ratings yet
- HS-901D Technical Data SheetDocument4 pagesHS-901D Technical Data SheetAji SetiawanNo ratings yet
- Instrumentation Tubing ENDocument5 pagesInstrumentation Tubing ENLuis CasasNo ratings yet
- Stalargo Stainless Steel I-Beams: For Demanding ApplicationsDocument4 pagesStalargo Stainless Steel I-Beams: For Demanding ApplicationsTushar PatilNo ratings yet
- Dewpoint Copper DPC-0521-DDocument4 pagesDewpoint Copper DPC-0521-DTengku MunzirNo ratings yet
- General Information: 2.1. ConcreteDocument4 pagesGeneral Information: 2.1. ConcreteWilliam ProvidoNo ratings yet
- Double-Sphere Connectors: FeaturesDocument4 pagesDouble-Sphere Connectors: FeaturesArya WisnuNo ratings yet
- En 10241 FittingsDocument6 pagesEn 10241 FittingsDhavalNo ratings yet
- Arruelas MMDocument1 pageArruelas MMsergioNo ratings yet
- 01.01.02.01 Spesifikasi-Soilfelt LSDocument2 pages01.01.02.01 Spesifikasi-Soilfelt LSjogja raya100% (1)
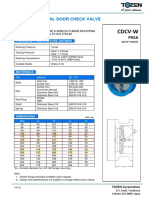
- CDCV-W (Group) (V1116)Document1 pageCDCV-W (Group) (V1116)ismi iqhwan ihsanNo ratings yet
- Voestalpine Heavy Plate Datasheet Durostat en 20170904Document3 pagesVoestalpine Heavy Plate Datasheet Durostat en 20170904Kristy HillNo ratings yet
- 4.5.material DescriptionDocument1 page4.5.material DescriptionAhmed Hamdy WorkNo ratings yet
- E-Ductile Iron1Document11 pagesE-Ductile Iron1alep azizNo ratings yet
- Technical Data of Black and Hot Dip Galvanized Steel Pipes Conforming To Astm A 53 Grade A & B Sch-40Document5 pagesTechnical Data of Black and Hot Dip Galvanized Steel Pipes Conforming To Astm A 53 Grade A & B Sch-40mechmohsin4745No ratings yet
- PRODUCT+data+sheet+ DS A50 FU 01 E XDocument3 pagesPRODUCT+data+sheet+ DS A50 FU 01 E XANAS GOGAZEHNo ratings yet
- PAK AMIN PARAMETRIkDocument525 pagesPAK AMIN PARAMETRIkandratheshithandNo ratings yet
- DIN 2501 PN10 PLATE FLANGE Buyers Suppliers Exporters Dealers Manufacturers in IndiaDocument11 pagesDIN 2501 PN10 PLATE FLANGE Buyers Suppliers Exporters Dealers Manufacturers in IndiataghdirimNo ratings yet
- Manufacturing Tolerances For Moulded & Extruded RubberDocument1 pageManufacturing Tolerances For Moulded & Extruded RubberStephenNo ratings yet
- Multilayer Chip Capacitors X7R/B Characteristic: FeaturesDocument17 pagesMultilayer Chip Capacitors X7R/B Characteristic: FeaturesLupita Motta TobíasNo ratings yet
- DatasheetDocument16 pagesDatasheetErick MauricioNo ratings yet
- Welding Rod SpecDocument1 pageWelding Rod SpecMuhammad Hasbi AsidiqiNo ratings yet
- - - - - - - (주) 삼진전선 - - - - - -Document1 page- - - - - - (주) 삼진전선 - - - - - -evan78ilNo ratings yet
- Flanges DIN 2501Document1 pageFlanges DIN 2501JacobUndaNo ratings yet
- Dasco HvacDocument35 pagesDasco HvacrafaelNo ratings yet
- RPMJD21TTF600-Pituussäätölaippa 50 MM Kuumasinkitty - ENDocument7 pagesRPMJD21TTF600-Pituussäätölaippa 50 MM Kuumasinkitty - ENahmedalishNo ratings yet
- Anbao CatalogueDocument15 pagesAnbao CatalogueQAZI MUHAMMAD inamuddinNo ratings yet
- Outokumpu Dowel BarsDocument2 pagesOutokumpu Dowel BarsAriel NemcoNo ratings yet
- Chemical Composition % of Steel S355J2 (+N) (1.0570 (Dubl) ) : EN 10250-2-2000Document1 pageChemical Composition % of Steel S355J2 (+N) (1.0570 (Dubl) ) : EN 10250-2-2000dneprmt1No ratings yet
- Din332 & Other Center BitsDocument16 pagesDin332 & Other Center BitsJagdish Mohapatra100% (1)
- VALVES Technical Catalog: Catálogo Técnico ValvoleDocument11 pagesVALVES Technical Catalog: Catálogo Técnico ValvoleMohamed Raafat0% (1)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsRating: 5 out of 5 stars5/5 (1)
- Part 03 Drawing 03Document1 pagePart 03 Drawing 03M. AguiarNo ratings yet
- 12 Best Free AutoCAD (DWG) Viewers in 2019 - All3DPDocument1 page12 Best Free AutoCAD (DWG) Viewers in 2019 - All3DPM. AguiarNo ratings yet
- Understanding The Metal Working and Idendification ProcessDocument9 pagesUnderstanding The Metal Working and Idendification ProcessM. AguiarNo ratings yet
- Gear Grinding Machines: Peripheral Systems Tooling Technology ServicesDocument8 pagesGear Grinding Machines: Peripheral Systems Tooling Technology ServicesM. AguiarNo ratings yet
- Top 55+ Best Animation Software - The Ultimate List 2019 - RenderforestDocument1 pageTop 55+ Best Animation Software - The Ultimate List 2019 - RenderforestM. AguiarNo ratings yet
- Product Information: Nissei Industry CorporationDocument33 pagesProduct Information: Nissei Industry CorporationM. Aguiar100% (1)
- Oil and Gas Product Lines: Welcome To Training ForDocument9 pagesOil and Gas Product Lines: Welcome To Training ForM. AguiarNo ratings yet
- Uniform Structure Vitrified Wheel Enabling "Difficult To Cut" Materials and High Efficiency GrindingDocument4 pagesUniform Structure Vitrified Wheel Enabling "Difficult To Cut" Materials and High Efficiency GrindingM. AguiarNo ratings yet
- Vitrified-Bond CBN Wheels For Internal Grinding With Increased Cutting Ability and Longer LifeDocument4 pagesVitrified-Bond CBN Wheels For Internal Grinding With Increased Cutting Ability and Longer LifeM. AguiarNo ratings yet
- The Spark Test of SteelsDocument6 pagesThe Spark Test of SteelsM. AguiarNo ratings yet
- MoldDie enDocument28 pagesMoldDie enM. AguiarNo ratings yet
- Novidades Edgecam 2012 R1: Verificação de Limite Linear em Modo RotativoDocument6 pagesNovidades Edgecam 2012 R1: Verificação de Limite Linear em Modo RotativoM. AguiarNo ratings yet
- Shipbuilding enDocument7 pagesShipbuilding enM. AguiarNo ratings yet
- Brass MachiningDocument68 pagesBrass MachiningVaibhav ShuklaNo ratings yet
- Oil Field: Main CatalogueDocument176 pagesOil Field: Main CatalogueM. Aguiar100% (1)
- Operacao Tnd200 Fanuc 0i-TdDocument23 pagesOperacao Tnd200 Fanuc 0i-TdM. AguiarNo ratings yet
- RailwayBrochure enDocument7 pagesRailwayBrochure enM. AguiarNo ratings yet
- Industry: Member IMC GroupDocument12 pagesIndustry: Member IMC GroupM. AguiarNo ratings yet
- Crank CamshaftDocument20 pagesCrank CamshaftM. AguiarNo ratings yet
- No10 Machinability RatingsDocument7 pagesNo10 Machinability RatingsM. AguiarNo ratings yet
- Chemical Reactions and Quantities: 5.5 The MoleDocument15 pagesChemical Reactions and Quantities: 5.5 The Molejanaisha_bai7170No ratings yet
- Physical Sciences 8Document39 pagesPhysical Sciences 8cyoung36No ratings yet
- Emoni Ford - Study Guide - Chapter 2 The Chemical Context of LifeDocument8 pagesEmoni Ford - Study Guide - Chapter 2 The Chemical Context of LifeEmoni FordNo ratings yet
- 13-09-2020 - JR - Super60 (In Com) - Jee-Adv (2016-P2) - WTA-12 - Question Paper PDFDocument18 pages13-09-2020 - JR - Super60 (In Com) - Jee-Adv (2016-P2) - WTA-12 - Question Paper PDFbadisa booksNo ratings yet
- Properties and Characteristics of Transition Elements.Document22 pagesProperties and Characteristics of Transition Elements.Faiz KhanNo ratings yet
- Design Steam Consumption DataDocument5 pagesDesign Steam Consumption DataKishore KumarNo ratings yet
- Aloe Vera BatteryDocument5 pagesAloe Vera BatterySeenivasagam SeenuNo ratings yet
- Nyecorr 140 Commonly Asked QuestionsDocument2 pagesNyecorr 140 Commonly Asked QuestionsMarco JuarezNo ratings yet
- Guia Gases 1 1Document11 pagesGuia Gases 1 1FeriaNo ratings yet
- 有机化学作业帮助Document6 pages有机化学作业帮助afefhrxqv100% (1)
- Sample Psychrometrics and Basic Hvac System Calculations Study Problems For Hvacr ExamDocument23 pagesSample Psychrometrics and Basic Hvac System Calculations Study Problems For Hvacr ExamAhmed Ebrahim100% (1)
- October 2021 Int A Level FinalDocument16 pagesOctober 2021 Int A Level Finalabrar mahir SahilNo ratings yet
- Auramix 500: High Performance Admixture For Ultra High Strength Concrete, Based On Polycarboxylic TechnologyDocument2 pagesAuramix 500: High Performance Admixture For Ultra High Strength Concrete, Based On Polycarboxylic TechnologyManojkumarNo ratings yet
- 8 Msds MSDSDocument21 pages8 Msds MSDSoddyNo ratings yet
- Villanueva, Brian Harvey A. BE-4/2015108217 CHE143-1/E01Document4 pagesVillanueva, Brian Harvey A. BE-4/2015108217 CHE143-1/E01Renren PNo ratings yet
- The Effectiveness of Musa Acuminata Colla Banana Peels As Purifying Agents For WaterDocument19 pagesThe Effectiveness of Musa Acuminata Colla Banana Peels As Purifying Agents For WaterVanessa FloresNo ratings yet
- 6 2017 01 21!08 16 33 PMDocument4 pages6 2017 01 21!08 16 33 PMValeria HornaNo ratings yet
- Pipe Elements No.5Document5 pagesPipe Elements No.5Fontanilla Mark AnthonyNo ratings yet
- Chemical Cons 01 PL ImrichDocument120 pagesChemical Cons 01 PL ImrichДеца СрбијеNo ratings yet
- Food Processing HandbookDocument602 pagesFood Processing Handbooktranhuyboyqn88% (8)
- Innovative Solutions For Reinforcement CorrosionDocument12 pagesInnovative Solutions For Reinforcement CorrosionPritha DasNo ratings yet
- Essays: Acetaldehyde From Ethylene-A Retrospective On The Discovery of The Wacker ProcessDocument4 pagesEssays: Acetaldehyde From Ethylene-A Retrospective On The Discovery of The Wacker ProcessRana Afrasyab SaeedNo ratings yet
- Quantum Entanglement in Fermionic LatticesDocument4 pagesQuantum Entanglement in Fermionic LatticesBrandon ReedNo ratings yet
- Tank TOFD-Presentation PDFDocument31 pagesTank TOFD-Presentation PDFJavierfox98100% (2)
- Ppr12 005clrDocument8 pagesPpr12 005clrRithYNo ratings yet
- Membrane TechnologyDocument1 pageMembrane TechnologyPradeep KumarNo ratings yet
- VI Peristaltic Pump DetailsDocument1 pageVI Peristaltic Pump DetailsnaineeshsNo ratings yet
- K.S. Birdi - Self-Assembly Monolayer Structures of Lipids and Macromolecules at Interfaces-Kluwer Academic - Plenum Publishers (1999)Document391 pagesK.S. Birdi - Self-Assembly Monolayer Structures of Lipids and Macromolecules at Interfaces-Kluwer Academic - Plenum Publishers (1999)RAKESH RANJANNo ratings yet
- Optical Sources LED FOCDocument49 pagesOptical Sources LED FOCALNo ratings yet